You might also like
- Effective FMEAs: Achieving Safe, Reliable, and Economical Products and Processes using Failure Mode and Effects AnalysisFrom EverandEffective FMEAs: Achieving Safe, Reliable, and Economical Products and Processes using Failure Mode and Effects AnalysisRating: 4 out of 5 stars4/5 (1)
- Configuration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingFrom EverandConfiguration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingNo ratings yet
- FMEADocument64 pagesFMEAbipin.chouguleNo ratings yet
- Failure Mode and Effect Analysis - FMEADocument64 pagesFailure Mode and Effect Analysis - FMEAtanto_deep_15No ratings yet
- GS-0002D, Design FMEADocument26 pagesGS-0002D, Design FMEAmesa142100% (1)
- Failure Modes and Effects Analysis (Fmea) : Mechanical Engineering, September 1993Document5 pagesFailure Modes and Effects Analysis (Fmea) : Mechanical Engineering, September 1993JeevanNo ratings yet
- The 5 Core ToolDocument17 pagesThe 5 Core ToolRajesh GhoshNo ratings yet
- Failure Modes and Effects AnalysisDocument5 pagesFailure Modes and Effects AnalysisBoBo KyawNo ratings yet
- The 5 Core ToolDocument17 pagesThe 5 Core ToolRajesh GhoshNo ratings yet
- Process FmeaDocument8 pagesProcess Fmeaanirudha samalNo ratings yet
- FMEADocument42 pagesFMEAibal_machine100% (1)
- Introduction To FMEADocument10 pagesIntroduction To FMEAmuaaz gillNo ratings yet
- Failure Mode and Effect AnalysisDocument9 pagesFailure Mode and Effect AnalysisameliaNo ratings yet
- Basics of Fmea (Asq 304Document30 pagesBasics of Fmea (Asq 304Claudia MarquesNo ratings yet
- Presentation On FmeaDocument15 pagesPresentation On FmeaA Veda SagarNo ratings yet
- FMECADocument5 pagesFMECAGayathri Ragunathan0% (1)
- R.Hariharan, Lect / EeeDocument31 pagesR.Hariharan, Lect / EeeJinto AntonyNo ratings yet
- Development of Quality System For Engine AssemblyDocument55 pagesDevelopment of Quality System For Engine AssemblysvrbchaudhariNo ratings yet
- FMEADocument4 pagesFMEAMDR PRAPHUNo ratings yet
- Fmea SoproDocument9 pagesFmea SoprofernandoNo ratings yet
- All Tools in OneDocument38 pagesAll Tools in Oneom_3334No ratings yet
- FMEA Failure Modes Effects Analysis PDFDocument32 pagesFMEA Failure Modes Effects Analysis PDFVILLANUEVA_DANIEL2064100% (1)
- Fig 4.8 OEE: 4.5 Failure Mode and Effect Analysis (Fmea)Document17 pagesFig 4.8 OEE: 4.5 Failure Mode and Effect Analysis (Fmea)Gowtham D'Night FoxNo ratings yet
- FmeaDocument23 pagesFmeaSaif UllahNo ratings yet
- History of FMEA: FMEA Cause and Effect DiagramDocument8 pagesHistory of FMEA: FMEA Cause and Effect Diagramervikas34No ratings yet
- FMEADocument49 pagesFMEAHermanManru100% (1)
- Qgem Management Solution: Welcomes You To Failure Mode & Effects Analysis (Fmea) Training Course 4 EditionDocument103 pagesQgem Management Solution: Welcomes You To Failure Mode & Effects Analysis (Fmea) Training Course 4 EditionVINOTH100% (2)
- Design Failure Mode Effect Analysis of A Centrifugal Oil Cleaner and Plan For Validation of The DfmeaDocument8 pagesDesign Failure Mode Effect Analysis of A Centrifugal Oil Cleaner and Plan For Validation of The DfmeaEfren RodríguezsNo ratings yet
- Fmea - Training ManualDocument57 pagesFmea - Training Manualsemi2542100% (2)
- Publisher Namespringer, London Print Isbn978-1-84882-471-3 Online Isbn978-1-84882-472-0 Ebook PackagesDocument3 pagesPublisher Namespringer, London Print Isbn978-1-84882-471-3 Online Isbn978-1-84882-472-0 Ebook PackagesEva WatiNo ratings yet
- Innovative Approach To FMEA Facilitation: Govind RamuDocument34 pagesInnovative Approach To FMEA Facilitation: Govind Ramukskr_44No ratings yet
- 1 CT AmefDocument23 pages1 CT AmefCuenta PokemonNo ratings yet
- GM Korea - PfmeaDocument76 pagesGM Korea - PfmeaAhmed HassanNo ratings yet
- BY Kiran S Shinde Kishor L RasalDocument10 pagesBY Kiran S Shinde Kishor L RasalKiran ShindeNo ratings yet
- Failure Mode and Effects AnalysisDocument25 pagesFailure Mode and Effects AnalysisabrahamNo ratings yet
- Hazen Alrasyid (3333160102)Document14 pagesHazen Alrasyid (3333160102)Ihadz CleverleyNo ratings yet
- FMEADocument4 pagesFMEABERNARDO MALACARANo ratings yet
- Unisa: Failure Mode & Effects Analysis (FMEA)Document2 pagesUnisa: Failure Mode & Effects Analysis (FMEA)Viswanathan SrkNo ratings yet
- Failure Mode Effect Analysis FMEADocument32 pagesFailure Mode Effect Analysis FMEApsrajjNo ratings yet
- Foc FmeaDocument6 pagesFoc FmeaShimon PopaNo ratings yet
- A Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryDocument8 pagesA Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryBONFRINGNo ratings yet
- FMEADocument10 pagesFMEAsriramoj100% (1)
- Hair DryerDocument27 pagesHair Dryerjazzyblue100% (2)
- Failure Mode and Effects Analysis (F.M.E.A.)Document2 pagesFailure Mode and Effects Analysis (F.M.E.A.)RathnakrajaNo ratings yet
- Seminar Report - Atharva - Sanglikar - 19121236Document22 pagesSeminar Report - Atharva - Sanglikar - 19121236Atharva SanglikarNo ratings yet
- Experiment No 7 MEMDocument11 pagesExperiment No 7 MEMImdad JalaliNo ratings yet
- FMEA in ServicesDocument6 pagesFMEA in ServicesPratik IyerNo ratings yet
- Cause-And-Effect Diagram Check Sheet: Control Charts: Histogram: Pareto Chart: Scatter Diagram StratificationDocument3 pagesCause-And-Effect Diagram Check Sheet: Control Charts: Histogram: Pareto Chart: Scatter Diagram StratificationAlain DoniNo ratings yet
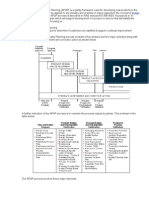
- Introduction To Advanced Product Quality PlanningDocument14 pagesIntroduction To Advanced Product Quality PlanningAbraham GuerraNo ratings yet
- 3.10 XMR Chart InvoicesDocument22 pages3.10 XMR Chart Invoicesاندر احمد اولدينNo ratings yet
- APQPDocument21 pagesAPQPtradecluesNo ratings yet
- A Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing IndustryDocument9 pagesA Case Study: A Process FMEA Tool To Enhance Quality and Efficiency of Manufacturing Industrysanjay chamoliNo ratings yet
- f7f1 PDFDocument8 pagesf7f1 PDFAnurag JaiswarNo ratings yet
- Operations Management: Lecture NotesDocument49 pagesOperations Management: Lecture NotesKajal NainNo ratings yet
- Failure Mode and Effect AnalysisDocument21 pagesFailure Mode and Effect AnalysisAnkita SinhaNo ratings yet
- Fmea VviDocument52 pagesFmea VviBobby Edwin100% (2)
- Troubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingFrom EverandTroubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingRating: 4.5 out of 5 stars4.5/5 (3)
- Funeral Price ListDocument9 pagesFuneral Price ListallaboutfreeNo ratings yet
- Duramin-4: Manual Micro and Micro/macro Hardness TesterDocument2 pagesDuramin-4: Manual Micro and Micro/macro Hardness TesterallaboutfreeNo ratings yet
- 3/3-Way-Proportional Valve: Content General DescriptionDocument7 pages3/3-Way-Proportional Valve: Content General DescriptionallaboutfreeNo ratings yet
- Metrology in Short 2nd Edition May 2004Document34 pagesMetrology in Short 2nd Edition May 2004laksh9912100% (3)
- Omega DP-F75 ManualDocument30 pagesOmega DP-F75 ManualallaboutfreeNo ratings yet
- Are You Hoping To Find Without Looking? Then We Have Just The Thing For You!Document13 pagesAre You Hoping To Find Without Looking? Then We Have Just The Thing For You!allaboutfreeNo ratings yet
- Covid Citations GuidanceDocument6 pagesCovid Citations GuidanceallaboutfreeNo ratings yet
- PTI VeriCon BrochureDocument2 pagesPTI VeriCon BrochureallaboutfreeNo ratings yet
- Forklift ChecklistDocument1 pageForklift ChecklistallaboutfreeNo ratings yet
- ITM Cat2019 p36Document1 pageITM Cat2019 p36allaboutfreeNo ratings yet
- Measurement Systems Analysis Instruction GuideDocument17 pagesMeasurement Systems Analysis Instruction GuideAnkur PanwarNo ratings yet
- PBLT Aura Multi Test A3Document2 pagesPBLT Aura Multi Test A3allaboutfreeNo ratings yet
- ITM Cat2019 p33Document1 pageITM Cat2019 p33allaboutfreeNo ratings yet
- Labconco IntellisenseblowerspecDocument4 pagesLabconco IntellisenseblowerspecallaboutfreeNo ratings yet
- Old Fashioned Cornflake CandyDocument1 pageOld Fashioned Cornflake CandyallaboutfreeNo ratings yet
- PLC Handbook PDFDocument119 pagesPLC Handbook PDFBudi100% (6)
- Omnex Internal Auditor Training For ISO 17025 - 2017Document1 pageOmnex Internal Auditor Training For ISO 17025 - 2017allaboutfreeNo ratings yet
- 2019 Football Schedule - University of Alabama AthleticsDocument1 page2019 Football Schedule - University of Alabama AthleticsallaboutfreeNo ratings yet
- Winters DifferentialDocument38 pagesWinters DifferentialallaboutfreeNo ratings yet
- Cancer Fighting RecipesDocument45 pagesCancer Fighting Recipesallaboutfree100% (1)
- O'Shares Strategy Series: Investing in Internet and E-CommerceDocument27 pagesO'Shares Strategy Series: Investing in Internet and E-CommerceLTORRESMNo ratings yet
- 2019 Football Schedule - Auburn University AthleticsDocument1 page2019 Football Schedule - Auburn University AthleticsallaboutfreeNo ratings yet
- Cancer Fighting RecipesDocument45 pagesCancer Fighting Recipesallaboutfree100% (1)
- Labconco-7115900 Rev I Intelli-Sense Multi-Speed Blowers User ManualDocument72 pagesLabconco-7115900 Rev I Intelli-Sense Multi-Speed Blowers User ManualallaboutfreeNo ratings yet
- Stop OverviewDocument8 pagesStop OverviewSAYEDNo ratings yet
- Dupont de NemoursDocument25 pagesDupont de Nemoursallaboutfree100% (1)
- 35 Frame Plunger Pump Model: Features SpecificationsDocument4 pages35 Frame Plunger Pump Model: Features SpecificationsallaboutfreeNo ratings yet
- Cancer Fighting RecipesDocument45 pagesCancer Fighting Recipesallaboutfree100% (1)
- Pressure Detection Equipment: For Gas and Liquid Monitor (Controller) For GasDocument14 pagesPressure Detection Equipment: For Gas and Liquid Monitor (Controller) For GasallaboutfreeNo ratings yet
- MRR1Document3 pagesMRR1Shaena LarezaNo ratings yet
- Soal TPS Bahasa InggrisDocument3 pagesSoal TPS Bahasa InggrisMaya Putri EkasariNo ratings yet
- We Exist As Molecular Structures.: Have You Found Your Path?Document9 pagesWe Exist As Molecular Structures.: Have You Found Your Path?Stephen KingNo ratings yet
- 6480 49 35800 2 10 20230801Document12 pages6480 49 35800 2 10 20230801samsidar nidarNo ratings yet
- FNCPDocument3 pagesFNCPDarcey NicholeNo ratings yet
- Cars MasonryDocument1 pageCars MasonryAbdullah MundasNo ratings yet
- Engineering Physics - PHY 1701 N. Punithavelan, Assistant Professor, Physics Division, VIT-ChennaiDocument6 pagesEngineering Physics - PHY 1701 N. Punithavelan, Assistant Professor, Physics Division, VIT-ChennaiRamyasai MunnangiNo ratings yet
- English 900 - 01Document147 pagesEnglish 900 - 01Hnin Hnin AungNo ratings yet
- Presentation by SHIVAM SHAHDocument23 pagesPresentation by SHIVAM SHAHmikojiNo ratings yet
- R.M. M, J. C, S.L. I S.M. H R C. M P J. M G : Aier Horover Verson AND Ayes Odney Aier and Eter C OldrickDocument1 pageR.M. M, J. C, S.L. I S.M. H R C. M P J. M G : Aier Horover Verson AND Ayes Odney Aier and Eter C OldrickPeter McGoldrickNo ratings yet
- NDX DolsonDocument67 pagesNDX DolsonMahanta BorahNo ratings yet
- Curriculam Vitae OF MD - Nazmus Sakib Khan: Career ObjectivesDocument4 pagesCurriculam Vitae OF MD - Nazmus Sakib Khan: Career ObjectivesRubayetNo ratings yet
- I Learned Chapter 8-The Power of GuidanceDocument1 pageI Learned Chapter 8-The Power of Guidanceapi-295870335No ratings yet
- Intro To Bifurcation TheoryDocument47 pagesIntro To Bifurcation TheoryJohn StarrettNo ratings yet
- Experiment 5: Resistors in Series and Parallel CircuitsDocument2 pagesExperiment 5: Resistors in Series and Parallel CircuitsVictoria De GuzmanNo ratings yet
- Foundations For Low Loss GRIN Fiber CouplingDocument16 pagesFoundations For Low Loss GRIN Fiber CouplingpsylabsNo ratings yet
- Mai 4.9 Discrete DistributionsDocument16 pagesMai 4.9 Discrete DistributionsAvatNo ratings yet
- Tentative Schedule For Mid Odd Semester Exam 2023-24Document7 pagesTentative Schedule For Mid Odd Semester Exam 2023-24gimtce GIMTCE2022No ratings yet
- October 2016 2Document16 pagesOctober 2016 2Tanvika AroraNo ratings yet
- Diamantina Shire BrochureDocument13 pagesDiamantina Shire BrochurefionaNo ratings yet
- Classroom of The Elite Vol. 8Document244 pagesClassroom of The Elite Vol. 8Rahul Lakra85% (13)
- 10th Grade Argumentative RubricDocument1 page10th Grade Argumentative Rubricapi-253371643No ratings yet
- Academic Calendar - ARUDocument5 pagesAcademic Calendar - ARUEmmanuella NnodimNo ratings yet
- (IMP) Ancient Indian JurisprudenceDocument28 pages(IMP) Ancient Indian JurisprudenceSuraj AgarwalNo ratings yet
- Session Nos. 26 - 31: Cities of Mandaluyong and PasigDocument25 pagesSession Nos. 26 - 31: Cities of Mandaluyong and PasigLego AlbertNo ratings yet
- StringDocument4 pagesStringAadyant BhadauriaNo ratings yet
- Unit 5Document3 pagesUnit 5api-665951284No ratings yet
- Philippine College of Science and Technology: Assignment For Module 1 Nge6 (Art Appreciation)Document1 pagePhilippine College of Science and Technology: Assignment For Module 1 Nge6 (Art Appreciation)Mark Brendon Jess VargasNo ratings yet
- MCR3U Unit #1 NotesDocument12 pagesMCR3U Unit #1 NotespersonNo ratings yet
- Abstract On Face Recognition TechnologyDocument1 pageAbstract On Face Recognition TechnologyParas Pareek60% (5)