You might also like
- REV - 1 - Module1 - Pneumatic and Electropneumatic TechnologyDocument73 pagesREV - 1 - Module1 - Pneumatic and Electropneumatic TechnologyMuhd IzzatNo ratings yet
- Fundamentals: HGRS MASTER - MaintenanceDocument4 pagesFundamentals: HGRS MASTER - MaintenanceNatsuko KayamaNo ratings yet
- Textbook PN381 00827528001303912032Document28 pagesTextbook PN381 00827528001303912032Gelu BoneaNo ratings yet
- MECH-Industrial PneumaticsDocument30 pagesMECH-Industrial PneumaticsPrakash KumarNo ratings yet
- Principles of Vacuum Technology for Optical CoatingsDocument14 pagesPrinciples of Vacuum Technology for Optical CoatingsJorgeOchoaNo ratings yet
- The Hafner Pneumatic Training CourseDocument110 pagesThe Hafner Pneumatic Training CourseNikola PerencevicNo ratings yet
- Chapter 3 (Part 1)Document39 pagesChapter 3 (Part 1)fatinNo ratings yet
- Pneumatic Water Pumping SystemDocument46 pagesPneumatic Water Pumping SystemAjithNo ratings yet
- Basics of VacuumDocument7 pagesBasics of Vacuumsanthosh_yash1No ratings yet
- 6 Single Stage Multi Cylider Air CompressorxDocument4 pages6 Single Stage Multi Cylider Air CompressorxAmitNo ratings yet
- TOPIC 1.0: Fundamentals of Pneumatics: 1.1 The Physical Properties of AirDocument11 pagesTOPIC 1.0: Fundamentals of Pneumatics: 1.1 The Physical Properties of AirHari HaranNo ratings yet
- Pressure PDFDocument8 pagesPressure PDFMark Anthony Olisco GonzalesNo ratings yet
- 1 Introduction & Basic Concepts & Energy & Ideal GasesDocument80 pages1 Introduction & Basic Concepts & Energy & Ideal Gasesmarimaken0No ratings yet
- PSD CEU 194dec12 PDFDocument22 pagesPSD CEU 194dec12 PDFCesar Muñoz OssesNo ratings yet
- PSD CEU 194dec12 PDFDocument22 pagesPSD CEU 194dec12 PDFRama RameshNo ratings yet
- Vacuum TheoryDocument79 pagesVacuum TheoryrusyadNo ratings yet
- EHP-5 Pneumatics and Hydraulics COURSE 2-1441-1442 New UpdateDocument255 pagesEHP-5 Pneumatics and Hydraulics COURSE 2-1441-1442 New UpdateOSAMA ALRIFAI100% (1)
- Unit 1 IntroductiontohydraulicpowerDocument22 pagesUnit 1 IntroductiontohydraulicpowerSatish HSNo ratings yet
- High Vacuum Techniques-1Document15 pagesHigh Vacuum Techniques-1Nicholas MorganNo ratings yet
- PERFORMANCE TEST ON CompressorsDocument5 pagesPERFORMANCE TEST ON CompressorsNavneet KumarNo ratings yet
- Chapter 1 Part ADocument26 pagesChapter 1 Part AYip Tuck WaiNo ratings yet
- Pfeiffer - Vacuum PumpsDocument160 pagesPfeiffer - Vacuum PumpsTrAm@nOis100% (1)
- Mine Ventilation Services, Inc.: Presented At: Universidad Nacional de Ingenieria Peru byDocument105 pagesMine Ventilation Services, Inc.: Presented At: Universidad Nacional de Ingenieria Peru byeleazar pio castañedaNo ratings yet
- Chapter 4Document41 pagesChapter 4birhanubic23No ratings yet
- Chapter 10 Smoke Control and Smoke Management SystemsDocument50 pagesChapter 10 Smoke Control and Smoke Management SystemsCarlo Ray SelabaoNo ratings yet
- Module1 PneumaticsDocument31 pagesModule1 PneumaticsEarl FloresNo ratings yet
- Chapter 1 Introduction To PneumaticDocument63 pagesChapter 1 Introduction To PneumaticMuhammad ZahidNo ratings yet
- Chapter-3 Literature Survey PneumaticsDocument10 pagesChapter-3 Literature Survey PneumaticsAnonymous j0aO95fgNo ratings yet
- Basic principles of vacuum technology overviewDocument54 pagesBasic principles of vacuum technology overviewFederico Leon100% (1)
- Chapter15 Pneumatic Hoist 2Document8 pagesChapter15 Pneumatic Hoist 2YAKUBU A. AROGENo ratings yet
- 2.8 Pressurization of Pneumatics System (Compressors) : by Tadele LibayDocument15 pages2.8 Pressurization of Pneumatics System (Compressors) : by Tadele LibayMc AxNo ratings yet
- EE051 Pneumatic TH InstDocument63 pagesEE051 Pneumatic TH InstSameera KodikaraNo ratings yet
- Mini Water Service StationDocument46 pagesMini Water Service StationAakash DindigulNo ratings yet
- Aiaa 2007 7848 764Document12 pagesAiaa 2007 7848 764Opteron K.No ratings yet
- Spirax Sarco - Steam Coil PDFDocument128 pagesSpirax Sarco - Steam Coil PDFNila Gama100% (1)
- Requirements of The Erp Directive On Hvac Systems. What You Need To KnowDocument9 pagesRequirements of The Erp Directive On Hvac Systems. What You Need To KnowchristianxlaNo ratings yet
- 9.1 Ventilation Netword Analysis - Series and Parallel AirwaysDocument11 pages9.1 Ventilation Netword Analysis - Series and Parallel AirwaysDeepakKattimaniNo ratings yet
- Fundamentals of Pneumatics: Gas Laws and Force TransmissionDocument24 pagesFundamentals of Pneumatics: Gas Laws and Force TransmissionAsrul ARNo ratings yet
- Fans, Blowers, and Compressors: NomenclatureDocument17 pagesFans, Blowers, and Compressors: NomenclatureFaza IkhsaniNo ratings yet
- AirCRAFT PerformanceDocument34 pagesAirCRAFT PerformanceKatusiimeNo ratings yet
- Steam Engineering Principles and Heat TransferDocument99 pagesSteam Engineering Principles and Heat Transferalex mobileNo ratings yet
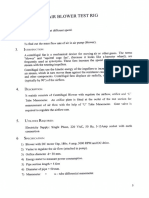
- Air Blower Test RigDocument3 pagesAir Blower Test Rig55MESuman sahaNo ratings yet
- Thermal Lab123Document5 pagesThermal Lab123Navneet KumarNo ratings yet
- Handbook: Turbine Gas MeterDocument27 pagesHandbook: Turbine Gas MeterBhagyesh BrahmbhattNo ratings yet
- Vacuum Technology and Its Requirement: (Latin: Horror Vacui) - Therefore, An Atmosphere With A Pressure Below AmbientDocument9 pagesVacuum Technology and Its Requirement: (Latin: Horror Vacui) - Therefore, An Atmosphere With A Pressure Below AmbientSheikh SohailNo ratings yet
- Fluid Mechanics Basics: Pressure, Liquids vs GasesDocument5 pagesFluid Mechanics Basics: Pressure, Liquids vs GasesErra ShafiraNo ratings yet
- Air BlowerDocument7 pagesAir BlowerShiva YadavNo ratings yet
- Chapter 1.2 - Basic Concepts of ThermodynamicsDocument21 pagesChapter 1.2 - Basic Concepts of ThermodynamicshudarusliNo ratings yet
- LN2a - Pneumatic ActuationDocument64 pagesLN2a - Pneumatic Actuationmeen87No ratings yet
- Instrumentation Lab: Malla Reddy Engineering College (Autonomous) Department of Mechanical EngineeringDocument34 pagesInstrumentation Lab: Malla Reddy Engineering College (Autonomous) Department of Mechanical EngineeringRavi KumarNo ratings yet
- Unesco - Eolss Sample Chapters: Electrostatic PrecipitatorsDocument9 pagesUnesco - Eolss Sample Chapters: Electrostatic PrecipitatorsGunjan SolankiNo ratings yet
- Pneumatic Vulcanizing MachineDocument50 pagesPneumatic Vulcanizing MachineANAND KRISHNANNo ratings yet
- Gases and Vacua: Handbook of Vacuum PhysicsFrom EverandGases and Vacua: Handbook of Vacuum PhysicsA. H. BeckNo ratings yet
- Modern Sensors HandbookFrom EverandModern Sensors HandbookPavel RipkaRating: 5 out of 5 stars5/5 (1)
- Dust Control and Air Cleaning: International Series of Monographs in Heating, Ventilation and RefrigerationFrom EverandDust Control and Air Cleaning: International Series of Monographs in Heating, Ventilation and RefrigerationNo ratings yet
- Exposure Assessment and Safety Considerations for Working with Engineered NanoparticlesFrom EverandExposure Assessment and Safety Considerations for Working with Engineered NanoparticlesNo ratings yet
- Esp Module 4Document34 pagesEsp Module 4ELLEN B.SINAHONNo ratings yet
- Sk200-8 Sk210lc-8 Super AsiaDocument16 pagesSk200-8 Sk210lc-8 Super AsiaAnwar Rashid86% (7)
- Stolle Cupping Systems: ConnectingDocument2 pagesStolle Cupping Systems: ConnectingHieu NguyenNo ratings yet
- Soy Candle ModuleDocument17 pagesSoy Candle ModuleCla Rence0% (2)
- 2016 Students ch04 - Lovelock - Developing Service Products - 6e - STUDENTDocument36 pages2016 Students ch04 - Lovelock - Developing Service Products - 6e - STUDENTbold onyxNo ratings yet
- Ethernet Networking EssentialsDocument5 pagesEthernet Networking Essentialsjmiguel000No ratings yet
- AHU Heat Gain Due To Supply Fan Motor - HVAC - R Engineering - Eng-TipsDocument8 pagesAHU Heat Gain Due To Supply Fan Motor - HVAC - R Engineering - Eng-TipsNatarajNo ratings yet
- 4 AppleDocument9 pages4 AppleSam Peter GeorgieNo ratings yet
- Draft WPSDocument3 pagesDraft WPSWale OyeludeNo ratings yet
- Walmart Drug ListDocument6 pagesWalmart Drug ListShirley Pigott MDNo ratings yet
- 1 Introduction To Electrical DrivesDocument45 pages1 Introduction To Electrical DrivesSetya Ardhi67% (3)
- Zodax Collection 2011Document129 pagesZodax Collection 2011njlaporteNo ratings yet
- Bill To / Ship To:: Qty Gross Amount Discount Other Charges Taxable Amount CGST SGST/ Ugst Igst Cess Total AmountDocument1 pageBill To / Ship To:: Qty Gross Amount Discount Other Charges Taxable Amount CGST SGST/ Ugst Igst Cess Total AmountAnkit SinghNo ratings yet
- Board Resolution for Execution of Sale DeedDocument3 pagesBoard Resolution for Execution of Sale DeedRizwan GhafoorNo ratings yet
- Beam Loader Tributary ExcelDocument2 pagesBeam Loader Tributary ExcelHari Amudhan IlanchezhianNo ratings yet
- Department of Civil Engineering, Semester 7th: Different Types of BridgesDocument39 pagesDepartment of Civil Engineering, Semester 7th: Different Types of BridgesSiddhartha SahaNo ratings yet
- Scheduling and Controllig 2Document41 pagesScheduling and Controllig 2wubiedNo ratings yet
- CPRI Annual Report 2010-11 Highlights Record RevenueDocument206 pagesCPRI Annual Report 2010-11 Highlights Record Revenueshivendra singhNo ratings yet
- Microsoft Test4prep AI-900 v2020-09-07 by Abdullah 25qDocument19 pagesMicrosoft Test4prep AI-900 v2020-09-07 by Abdullah 25qANIMESH301No ratings yet
- Services Marketing Chapter-9Document15 pagesServices Marketing Chapter-9Orko AhmedNo ratings yet
- Modern Control Systems Linear Approximation Laplace TransformDocument3 pagesModern Control Systems Linear Approximation Laplace TransformramNo ratings yet
- 2023 Gaming Report PDFDocument57 pages2023 Gaming Report PDFCésar HéctorNo ratings yet
- 07 Safety Culture Informed Just and FairDocument49 pages07 Safety Culture Informed Just and FairDaniel Gaspar SilvaNo ratings yet
- Cbam Faq 1701387432Document34 pagesCbam Faq 1701387432zamarrillaNo ratings yet
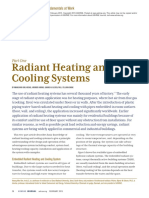
- Radiant Heating and Cooling SystemDocument8 pagesRadiant Heating and Cooling SystemLaurentiuNo ratings yet
- Annul. Press. Bleed Off Proced.Document3 pagesAnnul. Press. Bleed Off Proced.eng7mohamed7hashimNo ratings yet
- Evolution of Highrise Buildings: Architectural Design - 7 SEMDocument41 pagesEvolution of Highrise Buildings: Architectural Design - 7 SEMVismithaNo ratings yet
- Ball ValveDocument12 pagesBall ValveIdabaNo ratings yet
- Solution Manual For Macroeconomics 7th Edition Olivier BlanchardDocument38 pagesSolution Manual For Macroeconomics 7th Edition Olivier Blanchardilvaitekabassou7k10tNo ratings yet
- 5 Dossier SampleDocument22 pages5 Dossier SampleSabeehuddin SafdarNo ratings yet