You might also like
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Basics of Paint FormulationDocument21 pagesBasics of Paint FormulationTORA75% (4)
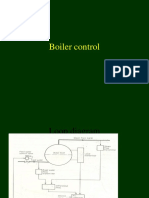
- Boiler ControlDocument38 pagesBoiler ControlTharun JagadeeshNo ratings yet
- Boiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewFrom EverandBoiler Operation Engineer Exam, Interview Q&A, Terminology, and Boiler OverviewNo ratings yet
- Air Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&AFrom EverandAir Cooled Heat Exchanger Handbook: Fundamentals, Calculations, Design and Q&ANo ratings yet
- Six Behavioral ObjectivesDocument4 pagesSix Behavioral Objectivesapi-349767644No ratings yet
- INST212D Additional topics presentationDocument56 pagesINST212D Additional topics presentationHersang SuprayogiNo ratings yet
- Boiler Control GDDocument4 pagesBoiler Control GDSanika TalathiNo ratings yet
- Boiler Instrumentation and Control Present Ti OnDocument17 pagesBoiler Instrumentation and Control Present Ti Onrajtheheartthrob_singh100% (1)
- Siemens Boiler Control OverviewDocument12 pagesSiemens Boiler Control OverviewAnonymous zMWvcTNo ratings yet
- PMT Hps Hc900 For Boiler Control ApplicationsDocument7 pagesPMT Hps Hc900 For Boiler Control ApplicationsPrasanth SivanandanNo ratings yet
- Unit III Boiler Control IDocument26 pagesUnit III Boiler Control ILotus FlowerNo ratings yet
- Measurements and Controls in Boiler PlantsDocument16 pagesMeasurements and Controls in Boiler PlantsRajneesh VachaspatiNo ratings yet
- Water Tube BoilerDocument13 pagesWater Tube BoilerAshwani DograNo ratings yet
- Boiler Instrumentation and ControlsDocument22 pagesBoiler Instrumentation and ControlsPranav KevadiyaNo ratings yet
- Boiler ControlDocument38 pagesBoiler ControlTharun JagadeeshNo ratings yet
- Boiler Instrumentation and ControlDocument54 pagesBoiler Instrumentation and ControlSunny Gupta100% (2)
- 3550Document3 pages3550பிரசன்னகுமார் ஆனந்தன்No ratings yet
- Boiler Controls GuideDocument10 pagesBoiler Controls GuidekanbouchNo ratings yet
- Boiler Instrumentation and ControlsDocument18 pagesBoiler Instrumentation and Controlshayat umar bhat100% (1)
- Boiler Instrumentation and ControlsDocument23 pagesBoiler Instrumentation and Controlshayat umar bhat100% (4)
- Boiler water level control loop diagramDocument58 pagesBoiler water level control loop diagramNandkumar KhachaneNo ratings yet
- Industrial BoilerDocument30 pagesIndustrial Boilerஇராம் பாபுNo ratings yet
- Boiler Drum Level Control by Using WideDocument12 pagesBoiler Drum Level Control by Using WideChristianaPrasetya100% (1)
- Combustion Control and Air-Fuel Ratio OptimizationDocument65 pagesCombustion Control and Air-Fuel Ratio OptimizationArjun V Prasanthan100% (1)
- Single & Three ElementDocument7 pagesSingle & Three Elementnitin_sanhNo ratings yet
- Automatic Level Control SystemsDocument10 pagesAutomatic Level Control SystemssenaNo ratings yet
- Boiler Control Loops and SuperheatersDocument63 pagesBoiler Control Loops and SuperheatersKalai SelvanNo ratings yet
- Boiler Control Process OverviewDocument27 pagesBoiler Control Process OverviewSandeep Kumar Krishnaraj100% (1)
- Boiler Instrumentation and ControlsDocument23 pagesBoiler Instrumentation and ControlsVora Vishal100% (2)
- Basic Controls For Boilers: Mentor: Professor Vidita TilvaDocument21 pagesBasic Controls For Boilers: Mentor: Professor Vidita TilvaM Hamdy EladwyNo ratings yet
- Install An Automatic Blowdown Control System: BackgroundDocument5 pagesInstall An Automatic Blowdown Control System: BackgroundNaNo ratings yet
- Parameters for Selecting Highly Efficient and Reliable BoilersDocument7 pagesParameters for Selecting Highly Efficient and Reliable BoilersvanmurthyNo ratings yet
- BOilerDocument5 pagesBOilerHimanshu SharmaNo ratings yet
- Boiler Control: - Improving Efficiency of Boiler SystemsDocument4 pagesBoiler Control: - Improving Efficiency of Boiler SystemsAtef LasheenNo ratings yet
- Boiler Drum Level ControlDocument9 pagesBoiler Drum Level ControlMourougapragash Subramanian100% (1)
- Automatic Level Control Systems - Spirax SarcoDocument13 pagesAutomatic Level Control Systems - Spirax SarcokaustavNo ratings yet
- BUSTION MANAGEMENT - BOILER DRUM - SIEMENS - AD353-105r3 PDFDocument5 pagesBUSTION MANAGEMENT - BOILER DRUM - SIEMENS - AD353-105r3 PDFGeorge MarkasNo ratings yet
- I3 Steam Systems 16 20Document5 pagesI3 Steam Systems 16 20qayoom5629No ratings yet
- Boiler Drum Level Controller PDFDocument14 pagesBoiler Drum Level Controller PDFmunna777100% (1)
- Water Level 3 Automatic Level Control Systems - Spirax SarcoDocument14 pagesWater Level 3 Automatic Level Control Systems - Spirax SarcoCayixNo ratings yet
- Iceece Formatting TemplateDocument6 pagesIceece Formatting TemplateVaibbhav GodseNo ratings yet
- Presentation ON Efficiency Imprvement in Coal Fired Thermal Power StationDocument29 pagesPresentation ON Efficiency Imprvement in Coal Fired Thermal Power Stationprithvirajd20No ratings yet
- 2.final Energy EfficiencyDocument29 pages2.final Energy EfficiencyVandana VanuNo ratings yet
- An Approach To Optimum Combustion Control Using Parallel Type and Cross-Limiting Type TechniqueDocument8 pagesAn Approach To Optimum Combustion Control Using Parallel Type and Cross-Limiting Type TechniqueJorge Giovanny Vásquez CárdenasNo ratings yet
- CH-18 Boiler ControlsDocument8 pagesCH-18 Boiler ControlsRavi ShankarNo ratings yet
- Instrumentation and Process Control: Dr. Iftikhar A. SalarzaiDocument81 pagesInstrumentation and Process Control: Dr. Iftikhar A. Salarzaimuhammad shahadat awanNo ratings yet
- Combustion Control System For A Marine BoilerDocument2 pagesCombustion Control System For A Marine Boilermavericksailor100% (2)
- Boiler Drum Level Control StrategiesDocument22 pagesBoiler Drum Level Control Strategiestinuvalsapaul100% (1)
- Unit-Iii Boiler Drum Level Control System Drum Level Control ObjectivesDocument22 pagesUnit-Iii Boiler Drum Level Control System Drum Level Control ObjectivesBigg Boss ReviewNo ratings yet
- Instrumentation and Process Control of Distillation ColumnDocument11 pagesInstrumentation and Process Control of Distillation ColumnMuhammad KamranNo ratings yet
- Troubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesFrom EverandTroubleshooting Process Plant Control: A Practical Guide to Avoiding and Correcting MistakesRating: 1 out of 5 stars1/5 (2)
- Diagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceFrom EverandDiagnosis and Robust Control of Complex Building Central Chilling Systems for Enhanced Energy PerformanceNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsFrom EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNo ratings yet
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- The Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationFrom EverandThe Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationRating: 1 out of 5 stars1/5 (1)
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Centrifugal Separator ReportDocument6 pagesCentrifugal Separator ReportBrian MasauliNo ratings yet
- Content TheoriesDocument5 pagesContent TheoriesBrian MasauliNo ratings yet
- Tannin FormaldehydeDocument1 pageTannin FormaldehydeBrian MasauliNo ratings yet
- Centrifugal Separator ReportDocument6 pagesCentrifugal Separator ReportBrian MasauliNo ratings yet
- December ReportDocument2 pagesDecember ReportBrian MasauliNo ratings yet
- Centrifugal Separator Working Principle, Benefits and ApplicationDocument5 pagesCentrifugal Separator Working Principle, Benefits and ApplicationBrian MasauliNo ratings yet
- HCHE 322 Lecture 1 - IntroductionDocument8 pagesHCHE 322 Lecture 1 - IntroductionBrian MasauliNo ratings yet
- HCHE 322 Lecture 2 - Perfomance of Feedback ControllersDocument6 pagesHCHE 322 Lecture 2 - Perfomance of Feedback ControllersBrian MasauliNo ratings yet
- Process Control Techniques for Ratio, Cascade, Computed Variable & Override ControlDocument7 pagesProcess Control Techniques for Ratio, Cascade, Computed Variable & Override ControlBrian MasauliNo ratings yet
- Assignment 2021.julyDocument1 pageAssignment 2021.julyBrian MasauliNo ratings yet
- Assignment 1, Semester 2 2020 - Mineral Processing IIDocument1 pageAssignment 1, Semester 2 2020 - Mineral Processing IIBrian MasauliNo ratings yet
- Comparison of State Estimation Algorithms For Extreme ContingenciesDocument6 pagesComparison of State Estimation Algorithms For Extreme ContingenciessreedeviishNo ratings yet
- Assessment of Electrodialysis Water Desalination Process CostsDocument23 pagesAssessment of Electrodialysis Water Desalination Process Costskshitij shahNo ratings yet
- Borst, C. v. (Ed.) (1970), The Mind-Brain Identity Theory, MacmillanDocument252 pagesBorst, C. v. (Ed.) (1970), The Mind-Brain Identity Theory, MacmillanAlejandro AguiLara100% (2)
- Thermodynamics Homework 2Document2 pagesThermodynamics Homework 2Jane MathisenNo ratings yet
- Study of Bauschinger Effect in SpringDocument95 pagesStudy of Bauschinger Effect in Springmail_sambhuNo ratings yet
- UJIAN CLO 1 - SISTEM PERSAMAAN LINEAR - Attempt ReviewDocument7 pagesUJIAN CLO 1 - SISTEM PERSAMAAN LINEAR - Attempt ReviewAkbar PalekoriNo ratings yet
- SP025 KMKT SET 1 (SOLUTION)Document11 pagesSP025 KMKT SET 1 (SOLUTION)naderaqistina23No ratings yet
- Create mathematical relationships in SOLIDWORKSDocument33 pagesCreate mathematical relationships in SOLIDWORKSprasenjitsayantanNo ratings yet
- Israeli Code For Seismic Resistance AssessmentDocument54 pagesIsraeli Code For Seismic Resistance AssessmentTimur UzunogluNo ratings yet
- Mass transport properties of proton exchange membranes in microbial fuel cellsDocument8 pagesMass transport properties of proton exchange membranes in microbial fuel cellsanusachuappuNo ratings yet
- Single-Phase PWM Rectifier Control for TractionDocument7 pagesSingle-Phase PWM Rectifier Control for Tractiondeepak_gupta_pritiNo ratings yet
- Lesson 26 Basic Tools of Fitting and Sheet Metal Work, Sheet Metal OperationsDocument4 pagesLesson 26 Basic Tools of Fitting and Sheet Metal Work, Sheet Metal OperationsSubash NagaNo ratings yet
- Me8491 em Unit - IIDocument119 pagesMe8491 em Unit - IIParameswara Raja100% (1)
- Non-Contact ForceDocument9 pagesNon-Contact ForceAnil BatraNo ratings yet
- UAM Formulas and Practice ProblemsDocument15 pagesUAM Formulas and Practice ProblemsCarlos Taroy100% (2)
- Chapter 2 Kinematic in 1D (Part 1) (PHY130)Document26 pagesChapter 2 Kinematic in 1D (Part 1) (PHY130)FiqajasmeNo ratings yet
- Correcting Astigmatism with Toric IOLsDocument28 pagesCorrecting Astigmatism with Toric IOLsArif MohammadNo ratings yet
- Simplified Damage Plasticity Model For ConcreteDocument11 pagesSimplified Damage Plasticity Model For ConcreteTeo Peng KeatNo ratings yet
- Pump Cavitation Caused by Entrained Gas: Plant Safety and EnvironmentDocument4 pagesPump Cavitation Caused by Entrained Gas: Plant Safety and Environmentdanyel87No ratings yet
- Method of MomentsDocument4 pagesMethod of MomentsladyfairynaNo ratings yet
- Air PermeabilityDocument3 pagesAir PermeabilityChuxuan SunNo ratings yet
- Autogenous, Semi-Auto-Genous and Ball Mills For Wet and Dry GrindingDocument16 pagesAutogenous, Semi-Auto-Genous and Ball Mills For Wet and Dry Grindingmushava nyoka100% (1)
- 4wrte Mannesmann RexrothDocument16 pages4wrte Mannesmann RexrothRuben Torres100% (1)
- Module 2 Thermochemistry - CalorimetryDocument34 pagesModule 2 Thermochemistry - CalorimetryBro KingNo ratings yet
- Xpm2Electrical SchematicsDocument59 pagesXpm2Electrical SchematicsKleber DalasNo ratings yet
- 15 1Document3 pages15 1Aditya MishraNo ratings yet
- OsmosisDocument9 pagesOsmosisNadia NovitaNo ratings yet
- Kiefer FQX PDFDocument10 pagesKiefer FQX PDFespacotempoNo ratings yet