You might also like
- Software Engineering Cost EstimationDocument29 pagesSoftware Engineering Cost EstimationGrid LockNo ratings yet
- Process Re-engineering at Textile CompanyDocument54 pagesProcess Re-engineering at Textile CompanyAkanksha GuptaNo ratings yet
- Improve Garment Production Productivity with Effective MethodsDocument23 pagesImprove Garment Production Productivity with Effective MethodsMd. Hasan SheikhNo ratings yet
- Challenges in Apparel Production Planning and ControlDocument2 pagesChallenges in Apparel Production Planning and ControlAqua FinaNo ratings yet
- Booklet of Handouts - Cloud Computing V4Document196 pagesBooklet of Handouts - Cloud Computing V4Pirzada SwatiNo ratings yet
- Genetic optimization of cut order planning in apparel manufacturingDocument142 pagesGenetic optimization of cut order planning in apparel manufacturingrorrito33100% (1)
- CH 10Document23 pagesCH 10monel_24671No ratings yet
- 7 main statistical analysis types summarizedDocument1 page7 main statistical analysis types summarizedjoaonitNo ratings yet
- Industrial Engineering 101Document14 pagesIndustrial Engineering 101OnlineClothing StudyNo ratings yet
- Carr and Latham's Technology of Clothing ManufactureFrom EverandCarr and Latham's Technology of Clothing ManufactureDavid J. TylerRating: 4 out of 5 stars4/5 (1)
- 1 PRoductivityDocument45 pages1 PRoductivityfaiaz joyNo ratings yet
- Implementation of Lean Manufacturing Tools in Garment Manufacturing Process Focusing Sewing Section of Men's ShirtDocument80 pagesImplementation of Lean Manufacturing Tools in Garment Manufacturing Process Focusing Sewing Section of Men's ShirtAdnan HameedNo ratings yet
- Apparel Quality AttributesDocument143 pagesApparel Quality AttributesAvinash SinghNo ratings yet
- BTech CSAP 2021 Information GuideDocument11 pagesBTech CSAP 2021 Information GuideLalitha HasiniNo ratings yet
- Hopper PHD ThesisDocument331 pagesHopper PHD ThesisSergio Teixeira de CarvalhoNo ratings yet
- Erp For Fashion Business: AssignmentDocument38 pagesErp For Fashion Business: AssignmentKhushbuNo ratings yet
- Plant Layout Trouser Production UPSDocument50 pagesPlant Layout Trouser Production UPSSanjit Pandey100% (3)
- Chap01-01b Preamble - Introduction To CAD CAM PDFDocument15 pagesChap01-01b Preamble - Introduction To CAD CAM PDFRam Babu ShripatNo ratings yet
- IE UpdatedDocument58 pagesIE Updateddinhlap237100% (1)
- 9 Ways To Increase Sewing Operator EfficiencyDocument47 pages9 Ways To Increase Sewing Operator EfficiencyNitta MallikNo ratings yet
- Assignment 1 ERP: Submitted To - Prof Suhail Anwar. Nift, DelhiDocument13 pagesAssignment 1 ERP: Submitted To - Prof Suhail Anwar. Nift, DelhiDebasis BhowmikNo ratings yet
- 2 Ways To Get Total Sum of Interactive Grid Column Oracle APEX - Ontoor BlogsDocument9 pages2 Ways To Get Total Sum of Interactive Grid Column Oracle APEX - Ontoor BlogssulimankareemNo ratings yet
- Features and benefits of modular production systemsDocument2 pagesFeatures and benefits of modular production systemsDrBollapu SudarshanNo ratings yet
- Product Analysis & DevelopmentDocument8 pagesProduct Analysis & DevelopmentSourav RoyNo ratings yet
- Industrial Engineering PresentationDocument13 pagesIndustrial Engineering PresentationKent RodriguezNo ratings yet
- Textile Internship Report: Ocm Private Limited Textile Unit, AmritsarDocument49 pagesTextile Internship Report: Ocm Private Limited Textile Unit, AmritsarJyoti Rawal100% (1)
- Balancing Simulation-2008 PDFDocument12 pagesBalancing Simulation-2008 PDFAnonymous wA6NGuyklDNo ratings yet
- What Are The Reports Made by IE Department in Garment Factories?Document10 pagesWhat Are The Reports Made by IE Department in Garment Factories?YousufNo ratings yet
- Avanced Apparel Manufacturing ManagementDocument6 pagesAvanced Apparel Manufacturing ManagementRAVIKANT DEONo ratings yet
- TukacadDocument17 pagesTukacadajay kalangiNo ratings yet
- M01 Understand GarmentnproductinDocument51 pagesM01 Understand GarmentnproductinJocy ShiferaNo ratings yet
- Resume SockDocument5 pagesResume Sockrhinorame6801No ratings yet
- Examples of Use of Artificial Intelligence in Apparel IndustryDocument8 pagesExamples of Use of Artificial Intelligence in Apparel IndustryPoornendukrishnaNo ratings yet
- UnderwoodDocument201 pagesUnderwoodLinh NguyenNo ratings yet
- Data Management For Apparel BusinessDocument3 pagesData Management For Apparel BusinessAneesha Panda100% (1)
- Ramsons Comprehensive Brochure PDFDocument62 pagesRamsons Comprehensive Brochure PDFDeepanNo ratings yet
- Set up production with BOM and routingDocument4 pagesSet up production with BOM and routingBalanathan VirupasanNo ratings yet
- Use of Software in Textile: Jawaharlal Drda Institute of Engineering and Technology, YavatmalDocument8 pagesUse of Software in Textile: Jawaharlal Drda Institute of Engineering and Technology, YavatmalRajesh Dwivedi100% (1)
- Datatex: Drawbacks in Existing SystemsDocument22 pagesDatatex: Drawbacks in Existing SystemsIndranil Saha100% (1)
- Human Resource Management Practices and Organizational Performance - A Case Study Based On Garments Industries in BangladeshDocument38 pagesHuman Resource Management Practices and Organizational Performance - A Case Study Based On Garments Industries in Bangladeshshadman100% (3)
- Babylon GroupDocument24 pagesBabylon GroupFarzana IshratNo ratings yet
- PLM SoftwareDocument3 pagesPLM SoftwareJohn CleanNo ratings yet
- Pin Table Spreading and Cutting Apparel ProductsDocument21 pagesPin Table Spreading and Cutting Apparel ProductsSilky Prajapati100% (1)
- SWOT Analysis of Garment Industries inDocument6 pagesSWOT Analysis of Garment Industries inrajnnmkklasdasdlkdasNo ratings yet
- Fundamentals of spun yarn technologyDocument4 pagesFundamentals of spun yarn technologyHawNo ratings yet
- Sewbot Clothingmanufacturing 190202115439 PDFDocument41 pagesSewbot Clothingmanufacturing 190202115439 PDFpriyalNo ratings yet
- Implementing Industrial Engineering As A Tool in The IndustryDocument37 pagesImplementing Industrial Engineering As A Tool in The IndustryMeenal GraceNo ratings yet
- Genus Apparel LMDocument11 pagesGenus Apparel LMEruNo ratings yet
- Midterm GPDocument20 pagesMidterm GPDeepak KumarNo ratings yet
- Course Guide Book of Garment CostingDocument5 pagesCourse Guide Book of Garment Costingwendosen seifeNo ratings yet
- Industrial EngineeringDocument9 pagesIndustrial Engineeringrjrahul25No ratings yet
- Roi For Basic Level and Higest Level of TechnologyDocument30 pagesRoi For Basic Level and Higest Level of Technologyankurmakhija100% (2)
- Formal Trouser: Feasibility Report PresentationDocument64 pagesFormal Trouser: Feasibility Report Presentationbolaaajiii100% (1)
- Technology Cutting Room PDFDocument3 pagesTechnology Cutting Room PDFShubham TilaraNo ratings yet
- Advanced Apparel Manufacturing ManagementDocument27 pagesAdvanced Apparel Manufacturing ManagementPrachi YashNo ratings yet
- Apparel Quality Management-Ii: Assignment - 1Document16 pagesApparel Quality Management-Ii: Assignment - 1vibhavNo ratings yet
- Pin Table: Spreading and Cutting of Apparel ProductsDocument12 pagesPin Table: Spreading and Cutting of Apparel ProductsSilky PrajapatiNo ratings yet
- 1compliance Checklist For Garment Manufacturing UnitDocument3 pages1compliance Checklist For Garment Manufacturing Unitgowrisankar_kuppusamNo ratings yet
- Apparel MerchandisingDocument10 pagesApparel MerchandisingBabu RameshNo ratings yet
- Reference Manual: (For Restricted Use Within NIFT Only) (Based On GSD Student Manual)Document40 pagesReference Manual: (For Restricted Use Within NIFT Only) (Based On GSD Student Manual)Vachan Abhilekh Thakur50% (2)
- AI ML in Network Automation The Ultimate Step-By-Step GuideFrom EverandAI ML in Network Automation The Ultimate Step-By-Step GuideNo ratings yet
- Lean Manufacturing Concept: The Main Factor in Improving Manufacturing Performance - A Case StudyDocument12 pagesLean Manufacturing Concept: The Main Factor in Improving Manufacturing Performance - A Case StudyAbeeha NasirNo ratings yet
- Cut To Box Module FinalDocument26 pagesCut To Box Module FinalMukund NarayanNo ratings yet
- Time Management: FIT426. Project Management - Lecture 6Document62 pagesTime Management: FIT426. Project Management - Lecture 6HiếuNo ratings yet
- HAIW-516 Manual-V2 - 0Document17 pagesHAIW-516 Manual-V2 - 0jonathan sanchezNo ratings yet
- DB1 2018 01 04 SolutionDocument15 pagesDB1 2018 01 04 SolutionReuben VasNo ratings yet
- Conectores PDFDocument106 pagesConectores PDFdaniloNo ratings yet
- The Technology Adoption in the PhilippinesDocument7 pagesThe Technology Adoption in the Philippinesadbgabot09No ratings yet
- Crypto 2Document10 pagesCrypto 2John QuintalNo ratings yet
- AIX Breaking Root Disk MirrorsDocument2 pagesAIX Breaking Root Disk MirrorssreenivasanNo ratings yet
- Certificate: Inderprastha Engineering College 63, Site - Iv Surya Nagar Flyover Road Sahibabad, GhaziabadDocument45 pagesCertificate: Inderprastha Engineering College 63, Site - Iv Surya Nagar Flyover Road Sahibabad, GhaziabadVèdãñt MíshrãNo ratings yet
- TCGandNVMe Joint White Paper-TCG Storage Opal and NVMe FINALDocument11 pagesTCGandNVMe Joint White Paper-TCG Storage Opal and NVMe FINALSinu ChackoNo ratings yet
- 515-Article Text-1139-1-10-20211117Document10 pages515-Article Text-1139-1-10-20211117Josephina Putri DounNo ratings yet
- ZE550KL Update Error Temporary FixDocument7 pagesZE550KL Update Error Temporary FixИгорь КуприяновNo ratings yet
- Islem BenFraj CV Sep 2021Document1 pageIslem BenFraj CV Sep 2021saraaNo ratings yet
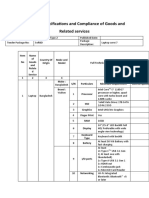
- Technical Specifications and Compliance of Goods and Related ServicesDocument5 pagesTechnical Specifications and Compliance of Goods and Related ServicesvskNo ratings yet
- Vsphere Esxi 70 Upgrade GuideDocument96 pagesVsphere Esxi 70 Upgrade GuideJuan Carlos CeronNo ratings yet
- Algebra Review Packet-1Document24 pagesAlgebra Review Packet-1Sahil VoraNo ratings yet
- Email ProtocolsDocument2 pagesEmail ProtocolsDaniel GRNo ratings yet
- 1.2 Negative and Zero ExponentsDocument4 pages1.2 Negative and Zero Exponentsirrelevant GamerNo ratings yet
- Mil Module 4Document6 pagesMil Module 4Joel Cabusao LacayNo ratings yet
- Quartus - STD - Introduction - CopieDocument31 pagesQuartus - STD - Introduction - Copieallassanesahabisouleymane04No ratings yet
- Chapter 3 - Strategy Information SystemsDocument20 pagesChapter 3 - Strategy Information SystemsTrí Đức NguyễnNo ratings yet
- Rapt 12Document16 pagesRapt 12tailieuxaydung2019No ratings yet
- Hua Hua Hua WDocument5 pagesHua Hua Hua WbiedhafiNo ratings yet
- Mobile Phone Recycling TipsDocument12 pagesMobile Phone Recycling TipsLil' Nyeh100% (1)
- Computer Science:: System Software & Compiler DesignDocument2 pagesComputer Science:: System Software & Compiler DesignNoor ThamerNo ratings yet
- Lesson RadicalsDocument48 pagesLesson RadicalsMARY ANN MANANQUILNo ratings yet
- Managed Cloud Services For Oracle PeopleSoft 1Document2 pagesManaged Cloud Services For Oracle PeopleSoft 1yurijapNo ratings yet
- Test Bank For Fundamentals of Python Data Structures 2nd Edition Kenneth LambertDocument18 pagesTest Bank For Fundamentals of Python Data Structures 2nd Edition Kenneth LambertfrederickmarcusrxbsrNo ratings yet