You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5819)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Sanyo Denki TapeReader Model 2702 Instruction ManualDocument18 pagesSanyo Denki TapeReader Model 2702 Instruction ManualcoronaqcNo ratings yet
- C560Document8 pagesC560guadalupegomezperezNo ratings yet
- Member StiffnessDocument22 pagesMember Stiffnessapi-451702331No ratings yet
- N-Methyl Aniline MSDS 99Document5 pagesN-Methyl Aniline MSDS 99Labeed ShamilNo ratings yet
- 3 PDFDocument1 page3 PDFLabeed ShamilNo ratings yet
- Chemistry:: Quantitative AnalysisDocument11 pagesChemistry:: Quantitative AnalysisLabeed ShamilNo ratings yet
- Specification For Tetrahydrothiophene (TCI-T0114) : Item NumberDocument1 pageSpecification For Tetrahydrothiophene (TCI-T0114) : Item NumberLabeed ShamilNo ratings yet
- Application Note Plasmaquant MsDocument6 pagesApplication Note Plasmaquant MsLabeed ShamilNo ratings yet
- TechNote ICP MS LabPrep PQMS enDocument9 pagesTechNote ICP MS LabPrep PQMS enLabeed ShamilNo ratings yet
- Compressive Strength of Carbon and Graphite: Standard Test Method ForDocument3 pagesCompressive Strength of Carbon and Graphite: Standard Test Method ForLabeed ShamilNo ratings yet
- C747 PDFDocument8 pagesC747 PDFLabeed ShamilNo ratings yet
- Plasmaquant Ms Product Family Installation Requirements and Announcement of Readiness For InstallationDocument10 pagesPlasmaquant Ms Product Family Installation Requirements and Announcement of Readiness For InstallationLabeed ShamilNo ratings yet
- Tension Testing of Carbon and Graphite Mechanical Materials: Standard Test Methods ForDocument3 pagesTension Testing of Carbon and Graphite Mechanical Materials: Standard Test Methods ForLabeed ShamilNo ratings yet
- Impervious Graphite Pipe and Threading: Standard Specification ForDocument4 pagesImpervious Graphite Pipe and Threading: Standard Specification ForLabeed ShamilNo ratings yet
- Chemical Analysis of Graphite: Standard Test Methods ForDocument8 pagesChemical Analysis of Graphite: Standard Test Methods ForLabeed ShamilNo ratings yet
- Rockwell Hardness of Graphite Materials: Standard Test Method ForDocument3 pagesRockwell Hardness of Graphite Materials: Standard Test Method ForLabeed ShamilNo ratings yet
- Manufactured Carbon and Graphite: Standard Terminology Relating ToDocument4 pagesManufactured Carbon and Graphite: Standard Terminology Relating ToLabeed ShamilNo ratings yet
- Electrical Resistivity of Manufactured Carbon and Graphite Articles at Room TemperatureDocument5 pagesElectrical Resistivity of Manufactured Carbon and Graphite Articles at Room TemperatureLabeed ShamilNo ratings yet
- Reporting Irradiation Results On Graphite: Standard Practice ForDocument2 pagesReporting Irradiation Results On Graphite: Standard Practice ForLabeed ShamilNo ratings yet
- Thermal Diffusivity of Carbon and Graphite by Thermal Pulse MethodDocument4 pagesThermal Diffusivity of Carbon and Graphite by Thermal Pulse MethodLabeed ShamilNo ratings yet
- Moisture in A Graphite Sample: Standard Test Method ForDocument2 pagesMoisture in A Graphite Sample: Standard Test Method ForLabeed ShamilNo ratings yet
- Ash in A Graphite Sample: Standard Test Method ForDocument2 pagesAsh in A Graphite Sample: Standard Test Method ForLabeed ShamilNo ratings yet
- Compressive Strength of Carbon and Graphite: Standard Test Method ForDocument3 pagesCompressive Strength of Carbon and Graphite: Standard Test Method ForLabeed ShamilNo ratings yet
- Moisture in A Graphite Sample: Standard Test Method ForDocument2 pagesMoisture in A Graphite Sample: Standard Test Method ForLabeed ShamilNo ratings yet
- Chemical-Resistant Ceramic Tower Packings: Standard Specification ForDocument3 pagesChemical-Resistant Ceramic Tower Packings: Standard Specification ForLabeed ShamilNo ratings yet
- Ash in A Graphite Sample: Standard Test Method ForDocument2 pagesAsh in A Graphite Sample: Standard Test Method ForLabeed ShamilNo ratings yet
- Impervious Graphite Pipe and Threading: Standard Specification ForDocument3 pagesImpervious Graphite Pipe and Threading: Standard Specification ForLabeed ShamilNo ratings yet
- 2019 Report WeekDocument145 pages2019 Report WeekLabeed ShamilNo ratings yet
- Bolt Load Software: ANSI B16.5 Api 6A Api 17Sv Norsok L-005 SPO Compact Flanges Taperlok FlangesDocument2 pagesBolt Load Software: ANSI B16.5 Api 6A Api 17Sv Norsok L-005 SPO Compact Flanges Taperlok Flangesloveanbu24No ratings yet
- Science 2015 Bakshy 1130 2Document5 pagesScience 2015 Bakshy 1130 2Alexo Anthon DoskasNo ratings yet
- DapusDocument4 pagesDapuslisa ariantiNo ratings yet
- Philips LCD Monitor 220EW9FB Service ManualDocument10 pagesPhilips LCD Monitor 220EW9FB Service Manualpagy snvNo ratings yet
- RESUMEDocument3 pagesRESUMESunny LamNo ratings yet
- SBARDocument1 pageSBARJeffrey CollinsNo ratings yet
- Apple Tree Lesson PlanDocument4 pagesApple Tree Lesson Planapi-372756780No ratings yet
- Smith - Matthew, ResumeDocument1 pageSmith - Matthew, Resumesmithm13No ratings yet
- WaterfloodingDocument29 pagesWaterfloodingAdel Al-Enazi100% (1)
- 1 PBDocument5 pages1 PBwahyuhartanti hutamiNo ratings yet
- Mechanisms in Modern Engineering V2 Pt2Document448 pagesMechanisms in Modern Engineering V2 Pt2drpisson100% (1)
- The Function of Villi in The Small IntestineDocument2 pagesThe Function of Villi in The Small IntestineDilip SirisenaNo ratings yet
- Gas Dynamics and Jet PropulsionDocument315 pagesGas Dynamics and Jet PropulsionSuresh BiradarNo ratings yet
- Varela 1999 - First-Person MethodsDocument12 pagesVarela 1999 - First-Person MethodsEliana ReisNo ratings yet
- Proportion 3Document18 pagesProportion 3Ferdie JardelezaNo ratings yet
- Investigatory Project 2014Document2 pagesInvestigatory Project 2014Vasquez Mico100% (1)
- Process Thoughts - Collection of Exomin Blogs by Pieter Van SchalkwykDocument23 pagesProcess Thoughts - Collection of Exomin Blogs by Pieter Van SchalkwykPieter van SchalkwykNo ratings yet
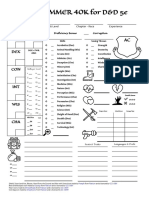
- WARHAMMER 40K For D&D 5e: Character Name Class & Level Chapter - Race ExperienceDocument1 pageWARHAMMER 40K For D&D 5e: Character Name Class & Level Chapter - Race ExperienceJacob CooperNo ratings yet
- (Bova Ben) Ben Bova - Slowboat To The Stars PDFDocument3 pages(Bova Ben) Ben Bova - Slowboat To The Stars PDFGabriel MartínNo ratings yet
- Latihan NormalisasiDocument3 pagesLatihan NormalisasiFadil0% (1)
- TOK Essay - "Context Is All"Document3 pagesTOK Essay - "Context Is All"VivarisNo ratings yet
- CivilDocument184 pagesCivilPiyush KumarNo ratings yet
- PDF Document (19145109)Document354 pagesPDF Document (19145109)Red ShirtNo ratings yet
- The Six Steps of The Writing ProcessDocument4 pagesThe Six Steps of The Writing ProcessBenjamín Fernando Rodriguez Santana67% (3)
- Determinants of Organizational StructureDocument57 pagesDeterminants of Organizational StructureAmit89% (9)
- Verbal Communication Skills List and ExamplesDocument4 pagesVerbal Communication Skills List and ExamplesRamil PastranaNo ratings yet
- Template For Electronic Submission To ACS JournalsDocument7 pagesTemplate For Electronic Submission To ACS JournalsmloredNo ratings yet
- UCSPDocument2 pagesUCSPNORHAYNA HADJI ALINo ratings yet