You might also like
- Motor SpecsDocument132 pagesMotor SpecsgrezmosNo ratings yet
- Leroy Motor 4850f - en PDFDocument52 pagesLeroy Motor 4850f - en PDFMashudi FikriNo ratings yet
- JOLLY2 Installation ManualDocument13 pagesJOLLY2 Installation ManualWeiya WeiyaNo ratings yet
- Low Voltage of Siemen1Document20 pagesLow Voltage of Siemen1dit25195683No ratings yet
- Cat d-81-1 2012 enDocument501 pagesCat d-81-1 2012 enRichard SatNo ratings yet
- Offshore Electrical Maintenance Services ScopeDocument26 pagesOffshore Electrical Maintenance Services ScopeJephthah BalogunNo ratings yet
- U18 AA EN 001 N-R 601d 0515 PDFDocument134 pagesU18 AA EN 001 N-R 601d 0515 PDFhaydarNo ratings yet
- d81!1!2012 English Simotic-SiemensDocument501 pagesd81!1!2012 English Simotic-SiemensDavid SalinasNo ratings yet
- Amtech Basler Offers Solution For Replacing ABB1000-15 With DECS200 Digital Excitation SystemDocument4 pagesAmtech Basler Offers Solution For Replacing ABB1000-15 With DECS200 Digital Excitation SystemRamakrishnan AlagarsamyNo ratings yet
- Autool Bt360 Battery Tester User ManualDocument23 pagesAutool Bt360 Battery Tester User ManualJorge Merino Santander100% (1)
- 1la8 - 1PQ8 Motors PDFDocument10 pages1la8 - 1PQ8 Motors PDFsrimantaNo ratings yet
- Instruction Manual For AC Generators EnglishDocument72 pagesInstruction Manual For AC Generators EnglishDmitryNo ratings yet
- W20 SpemosDocument18 pagesW20 Spemosmadou diop100% (1)
- Catalogo Genalt English EmailDocument33 pagesCatalogo Genalt English EmailKhaleel Qatanani100% (1)
- CM442 Manual EngDocument92 pagesCM442 Manual EngBenjamin Moreno SanchezNo ratings yet
- Manual ACM36 (Position Encoder) PDFDocument16 pagesManual ACM36 (Position Encoder) PDFWahyu TryNo ratings yet
- Catalog Megger Ttr1000Document6 pagesCatalog Megger Ttr1000leha_pc3No ratings yet
- Premium Aluminum Frame Motors Spec SheetDocument4 pagesPremium Aluminum Frame Motors Spec SheetAkhmad Ri RifaiNo ratings yet
- Eaton 93e Ups 40kva 60kva Generation 3 ManualDocument120 pagesEaton 93e Ups 40kva 60kva Generation 3 ManualInot KecilNo ratings yet
- Enterprise Plasma 160 HF PDFDocument20 pagesEnterprise Plasma 160 HF PDFсергей васяновичNo ratings yet
- Qas 305Document103 pagesQas 305jimmyNo ratings yet
- Base Module Communication Ports Technical FeaturesDocument1 pageBase Module Communication Ports Technical FeaturesbatcommanderNo ratings yet
- TTR100 1 DS Us V01Document6 pagesTTR100 1 DS Us V01andyNo ratings yet
- Sdmo Changeover Switch VERSO 200: User GuideDocument38 pagesSdmo Changeover Switch VERSO 200: User GuideRodrigue Ghislain OuedraogoNo ratings yet
- IEC Low Voltage AC Motor Technical DetailsDocument3 pagesIEC Low Voltage AC Motor Technical DetailsedgarNo ratings yet
- Marathon SB0073E-60Hz PDFDocument68 pagesMarathon SB0073E-60Hz PDFAnsoriNo ratings yet
- Catalogo Resina IngleseDocument9 pagesCatalogo Resina IngleseLevi Franco CarvalhoNo ratings yet
- E E E Electricite: Série: T1 - Coef. 1Document1 pageE E E Electricite: Série: T1 - Coef. 1أبو كعب علاء الدينNo ratings yet
- 20112E ISS3 W Alum IE2 IE3Document20 pages20112E ISS3 W Alum IE2 IE3Ashraf IrfanNo ratings yet
- Industrial Motors HANNINGDocument28 pagesIndustrial Motors HANNINGBeenish MirzaNo ratings yet
- SDMO Genset ManualDocument342 pagesSDMO Genset ManualVecherko GeorgiyNo ratings yet
- SupportServices Motors PDFDocument92 pagesSupportServices Motors PDFMarKusELNNo ratings yet
- Inversor Baummer PDFDocument254 pagesInversor Baummer PDFLuiz Mauro XavierNo ratings yet
- lm386 PDFDocument11 pageslm386 PDFNicolás MoraNo ratings yet
- PTC Thermistors Temperature Sensors For Motor Protection and ElectronicsDocument4 pagesPTC Thermistors Temperature Sensors For Motor Protection and ElectronicsPradeep_VashistNo ratings yet
- LS CatalogueDocument132 pagesLS Cataloguerudolf_laszlokNo ratings yet
- G330 IntelysisDocument330 pagesG330 IntelysisLIBERTADNo ratings yet
- Ex Motor Manual 3gzf500730-47 Rev G 06-2019 en FR de It PT Es TR LQPDocument254 pagesEx Motor Manual 3gzf500730-47 Rev G 06-2019 en FR de It PT Es TR LQPChrist Rodney MAKANANo ratings yet
- Flygt 2640 PDFDocument28 pagesFlygt 2640 PDFAlberto Roca M100% (1)
- Iecex Certificate of ConformityDocument6 pagesIecex Certificate of ConformityFrancesco_CNo ratings yet
- Comparison of vapor and liquid phases of moisture and dielectric oilDocument12 pagesComparison of vapor and liquid phases of moisture and dielectric oilSimamora Samuel HansenNo ratings yet
- Catalogue Multi 9 Merlin Gerin PDFDocument2 pagesCatalogue Multi 9 Merlin Gerin PDFOrlando VilladiegoNo ratings yet
- ss5k3 Manual PDFDocument3 pagesss5k3 Manual PDFmarvin17100% (1)
- VT GuardDocument2 pagesVT GuardHamed GolzadehNo ratings yet
- Engine Performance CurvesDocument2 pagesEngine Performance CurvesAlvaro Jose Peñata GiraldoNo ratings yet
- Ervor Air Compressor PDFDocument42 pagesErvor Air Compressor PDFNabila Queen100% (1)
- Indusoft Modbus EngDocument20 pagesIndusoft Modbus EngPhạm Thái LongNo ratings yet
- Ensamble Motor 21422844Document84 pagesEnsamble Motor 21422844jlsebastianrNo ratings yet
- GA700 ParameterDocument32 pagesGA700 ParameterBorad DharmikNo ratings yet
- Installation & Operation ManualDocument20 pagesInstallation & Operation Manual15265562No ratings yet
- Abb DMPB 9018 e Rev1Document104 pagesAbb DMPB 9018 e Rev1Pablo Maraj100% (1)
- 5 - en - ACS800 - 07 - HW - BDocument134 pages5 - en - ACS800 - 07 - HW - Bmodelador3dNo ratings yet
- Driveright 600eDocument16 pagesDriveright 600eJM Carrasco HottmanNo ratings yet
- AVR R180 DatasheetDocument20 pagesAVR R180 Datasheetjean sanchezNo ratings yet
- Catálogo Bombas KSB PDFDocument142 pagesCatálogo Bombas KSB PDFYerco David Marin Quidequeo0% (1)
- RFQ PARTS Pump Alstom-Bergeron PDFDocument1 pageRFQ PARTS Pump Alstom-Bergeron PDFDedy setiawanNo ratings yet
- Enclosed Genset Noise Summary - Renatl Product 60Hz: 2000/14/EC 6 Point Data Tests. 1)Document1 pageEnclosed Genset Noise Summary - Renatl Product 60Hz: 2000/14/EC 6 Point Data Tests. 1)Paulo De Tarso PiccininiNo ratings yet
- Uenr89770001 PDFDocument211 pagesUenr89770001 PDFMuhammad Usman ZamirNo ratings yet
- Dismantling and Assembly GuideDocument44 pagesDismantling and Assembly GuideRadu Babau100% (1)
- Outboard Manual 70 75 80 90 100 115 PDFDocument391 pagesOutboard Manual 70 75 80 90 100 115 PDFTudorel Iancu0% (1)
- ) Orrnn: EC-Type Examination CertificateDocument18 pages) Orrnn: EC-Type Examination CertificateChrist Rodney MAKANANo ratings yet
- Cable Glands For Ex-Proof Valves: Multicertified Atex, Iecex, EacDocument4 pagesCable Glands For Ex-Proof Valves: Multicertified Atex, Iecex, EacChrist Rodney MAKANANo ratings yet
- Linc 405 & 635 S - Sa. SP50056 - 50057 - 5005... Age Name Code NoDocument8 pagesLinc 405 & 635 S - Sa. SP50056 - 50057 - 5005... Age Name Code NoChrist Rodney MAKANANo ratings yet
- Karcher Hds 695 SDocument17 pagesKarcher Hds 695 SChrist Rodney MAKANANo ratings yet
- 3127 PDFDocument68 pages3127 PDFAseem Vivek MasihNo ratings yet
- AC axial fan technical specificationsDocument5 pagesAC axial fan technical specificationsChrist Rodney MAKANANo ratings yet
- User'S Manual: SBW SeriesDocument9 pagesUser'S Manual: SBW SeriesChrist Rodney MAKANANo ratings yet
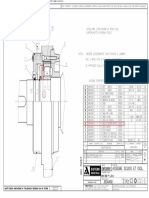
- Fabrication Bague de Freinage Roulement COA SPIE 507 881Document1 pageFabrication Bague de Freinage Roulement COA SPIE 507 881Christ Rodney MAKANANo ratings yet
- WEG W21Xdb Flameproof Motors 50100581 Brochure English WebDocument16 pagesWEG W21Xdb Flameproof Motors 50100581 Brochure English WebChrist Rodney MAKANANo ratings yet
- Ex Motor Manual 3gzf500730-47 Rev G 06-2019 en FR de It PT Es TR LQPDocument254 pagesEx Motor Manual 3gzf500730-47 Rev G 06-2019 en FR de It PT Es TR LQPChrist Rodney MAKANANo ratings yet
- Your Driving Force: Submersible Water EngineeringDocument2 pagesYour Driving Force: Submersible Water EngineeringChrist Rodney MAKANANo ratings yet
- MNO Manuale Centrifughe IngleseDocument52 pagesMNO Manuale Centrifughe IngleseChrist Rodney MAKANANo ratings yet
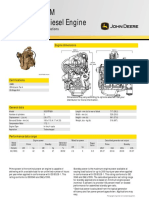
- Powertech ™ M 3029Tfg89 Diesel Engine: Generator Drive Engine SpecificationsDocument2 pagesPowertech ™ M 3029Tfg89 Diesel Engine: Generator Drive Engine SpecificationsChrist Rodney MAKANANo ratings yet
- Ingeteam Catalogo Cms Mayo2019 Eng MailDocument7 pagesIngeteam Catalogo Cms Mayo2019 Eng MailChrist Rodney MAKANANo ratings yet
- Get Started With Foxit PDF EditorDocument6 pagesGet Started With Foxit PDF EditorgutodiazNo ratings yet
- Our Vision: Management PolicyDocument1 pageOur Vision: Management PolicyChrist Rodney MAKANANo ratings yet
- 3708a Catlsn FLSN enDocument56 pages3708a Catlsn FLSN enAhmet YararNo ratings yet
- Symap Usersmanual eDocument89 pagesSymap Usersmanual eBudi Putra Nasution100% (1)
- Engine Number Guide: Engines 2 Litre/cylinderDocument6 pagesEngine Number Guide: Engines 2 Litre/cylinderHeri PurnadiNo ratings yet
- Generator specifications and characteristicsDocument5 pagesGenerator specifications and characteristicsChrist Rodney MAKANANo ratings yet
- Temperature Controller ManualDocument12 pagesTemperature Controller ManualChrist Rodney MAKANANo ratings yet
- Eco - Ecp: GB IT F D E CN RU CZ HU PLDocument62 pagesEco - Ecp: GB IT F D E CN RU CZ HU PLSamir KhanNo ratings yet
- Advanced Digital Protection Relays: Symap®Document16 pagesAdvanced Digital Protection Relays: Symap®Christ Rodney MAKANANo ratings yet
- ATB - Explosition Proof Motors EEXDocument122 pagesATB - Explosition Proof Motors EEXSergey KrylatovNo ratings yet
- Product Sheet SYMAP General Information - Rev .0Document8 pagesProduct Sheet SYMAP General Information - Rev .0Keli KeyNo ratings yet
- GrundfosDocument1 pageGrundfosRezki RNo ratings yet
- Product Sheet SYMAP General Information - Rev .0Document8 pagesProduct Sheet SYMAP General Information - Rev .0Keli KeyNo ratings yet
- ATB CD Series Catalog ENGDocument144 pagesATB CD Series Catalog ENGChrist Rodney MAKANANo ratings yet
- Dismantling and Assembly GuideDocument44 pagesDismantling and Assembly GuideChrist Rodney MAKANANo ratings yet
- Mechanical Seals - Mechanical Seals For Pumps - Elastomer Bellows SealsDocument7 pagesMechanical Seals - Mechanical Seals For Pumps - Elastomer Bellows SealsChrist Rodney MAKANANo ratings yet
- Ultraplant PortableDocument13 pagesUltraplant PortableFrancisco PerezNo ratings yet
- Inline pump data sheetDocument6 pagesInline pump data sheetRaphaelNo ratings yet
- Kinetix Rotary Motors Technical Document knx-td001 - En-PDocument166 pagesKinetix Rotary Motors Technical Document knx-td001 - En-Pjuan.quinteroNo ratings yet
- 23 82 19 - Fan Coil UnitsDocument4 pages23 82 19 - Fan Coil UnitsLoraine AnnNo ratings yet
- Ceiling Concealed Split R410A - Cooling & HeatpumpDocument10 pagesCeiling Concealed Split R410A - Cooling & HeatpumpHai PhanNo ratings yet
- Traducido AC DC Motor and GeneratorsDocument638 pagesTraducido AC DC Motor and GeneratorsWilliam MojicaNo ratings yet
- Ingersoll PDFDocument76 pagesIngersoll PDFTirso ArteroNo ratings yet
- B.Tech I & II Semester Syllabus - 2018-19 PDFDocument41 pagesB.Tech I & II Semester Syllabus - 2018-19 PDFDatta YallapuNo ratings yet
- EDC Diploma SyllabusDocument27 pagesEDC Diploma SyllabusParvinder SinghNo ratings yet
- Ems TurnitinDocument3 pagesEms Turnitinraion07No ratings yet
- Grundfosliterature-836 - (PG 10,24-25)Document226 pagesGrundfosliterature-836 - (PG 10,24-25)anggun100% (1)
- Cooling Electric MotorDocument2 pagesCooling Electric MotorAnonymous v7XdaQuNo ratings yet
- Engineering Data, Sierra 50-400hp Detailed SpecDocument15 pagesEngineering Data, Sierra 50-400hp Detailed SpecairmacmexNo ratings yet
- S633 - Instruction ManualDocument23 pagesS633 - Instruction Manualsoheil ghanbariNo ratings yet
- Daniel FitaDocument217 pagesDaniel FitaciprianantNo ratings yet
- Electric Vehicles and Power ManagementDocument10 pagesElectric Vehicles and Power Managementsenthilku marNo ratings yet
- 10.overrunning Clutch - Once The Engine Starts, Its Speed Increases. If The Starter MotorDocument7 pages10.overrunning Clutch - Once The Engine Starts, Its Speed Increases. If The Starter MotorNøhá Akå NõåhNo ratings yet
- Altivar Easy 310 - ATV310HU22N4ADocument3 pagesAltivar Easy 310 - ATV310HU22N4AGuillermo HernándezNo ratings yet
- Emotron Fdu2-0 Instruction Manual 01-3694-01 R3.en PDFDocument181 pagesEmotron Fdu2-0 Instruction Manual 01-3694-01 R3.en PDFKOTI EESWARANNo ratings yet
- Motor Winding Temperature ClassDocument2 pagesMotor Winding Temperature ClassDeepak JoyNo ratings yet
- Tuning Strategies for Field Oriented Control of PMSM Position DrivesDocument7 pagesTuning Strategies for Field Oriented Control of PMSM Position Drivessaptarshi19No ratings yet
- Load test on single phase induction motorDocument3 pagesLoad test on single phase induction motorthemes3x67% (3)
- Subject: Electrical Machines-I: B.Tech., 3 Semester Branch: Electrical and Electronics EngineeringDocument8 pagesSubject: Electrical Machines-I: B.Tech., 3 Semester Branch: Electrical and Electronics EngineeringAryan PatelNo ratings yet
- MAA Project ReadyDocument14 pagesMAA Project Readyanimeshdorugade244No ratings yet
- Pengenalan SoftstaterDocument12 pagesPengenalan Softstateracademic100% (1)
- Electrical Machines-I Lab Manual R16 Modified PDFDocument83 pagesElectrical Machines-I Lab Manual R16 Modified PDFsk ibrahimNo ratings yet
- Column Drilling MachineDocument8 pagesColumn Drilling MachineShubhadeep MajumdarNo ratings yet
- CNC Shield Guide v1.0Document13 pagesCNC Shield Guide v1.0Moano AmorimNo ratings yet
- Aeroterma Galeti - S80-ManualDocument24 pagesAeroterma Galeti - S80-Manualclaudiadaniela016880No ratings yet
- Maxima en 1Document8 pagesMaxima en 1Jose SantosNo ratings yet