You might also like
- ASTM D3389 16 - Standard Test Method For Coated Fabrics Abrasion Resistance (Rotary Platform Abrader)Document6 pagesASTM D3389 16 - Standard Test Method For Coated Fabrics Abrasion Resistance (Rotary Platform Abrader)Andre Rodriguez SpirimNo ratings yet
- Astm D380-94R12Document10 pagesAstm D380-94R12Igor BastosNo ratings yet
- Astm F 1957-99 R04 PDFDocument6 pagesAstm F 1957-99 R04 PDFJORGE ARTURO TORIBIO HUERTANo ratings yet
- D 3654 Shear TestDocument6 pagesD 3654 Shear TestAccutech labelsNo ratings yet
- Chemsheets GCSE 1063 Drawing Molecules 1Document2 pagesChemsheets GCSE 1063 Drawing Molecules 1Talpyn Rakhym0% (2)
- Astm D 3767Document8 pagesAstm D 3767jackie wang100% (1)
- Astm D 5132 - 03Document6 pagesAstm D 5132 - 03Ahda Dapong Rizqy MaulanaNo ratings yet
- Astm D575 91 PDFDocument4 pagesAstm D575 91 PDFIndah FajarwatiNo ratings yet
- Rd8100 Cable Pipe and RD Marker Brochure en v4Document12 pagesRd8100 Cable Pipe and RD Marker Brochure en v4mubarak khanNo ratings yet
- Radiation Guideline: Test Protocols For Parts 2-5Document43 pagesRadiation Guideline: Test Protocols For Parts 2-5Jimmy JohnNo ratings yet
- Mechanical Handling of Unitized Loads and Large Shipping Cases and CratesDocument5 pagesMechanical Handling of Unitized Loads and Large Shipping Cases and CratesGabriel Herrera Gonzalez100% (1)
- A Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesDocument5 pagesA Review On Rubber Compound Mixing in Banbury Mixer at Tire IndustriesPrashantha NandavarNo ratings yet
- FTM FinatTestMethods - Adhesivo de Papel Tapiz en MaderasDocument3 pagesFTM FinatTestMethods - Adhesivo de Papel Tapiz en MaderasnadiarhNo ratings yet
- FMEADocument6 pagesFMEAEmeka NkwochaNo ratings yet
- Nitrosamine Generating Accelerators in Curing of RubberDocument3 pagesNitrosamine Generating Accelerators in Curing of RubberkarlosmpNo ratings yet
- ASTM D412 16 - Standart Test Methods For Vulcanized Rubber and Thermoplastic Elastomers - Tension PDFDocument14 pagesASTM D412 16 - Standart Test Methods For Vulcanized Rubber and Thermoplastic Elastomers - Tension PDFAndre Rodriguez SpirimNo ratings yet
- Sae J369-2007Document7 pagesSae J369-2007Thiago TorresNo ratings yet
- Vibration Testing Equivalence-Kipp 2000Document7 pagesVibration Testing Equivalence-Kipp 2000JcccscNo ratings yet
- ASTM D1415 06 - Standard Test Method For Rubber Property-International Hardness PDFDocument7 pagesASTM D1415 06 - Standard Test Method For Rubber Property-International Hardness PDFAndre Rodriguez SpirimNo ratings yet
- ASTM D2632 15 - Standard Test Method For Rubber Property-Resilience by Vertical ReboundDocument5 pagesASTM D2632 15 - Standard Test Method For Rubber Property-Resilience by Vertical ReboundAndre Rodriguez SpirimNo ratings yet
- Chlorine Energy 2520 BalanceDocument4 pagesChlorine Energy 2520 Balancetonzz10No ratings yet
- Kevlar Cut Protection TestingDocument6 pagesKevlar Cut Protection Testingalvares90No ratings yet
- Tie Requirements For RC Columns Bresler Gilbert ACI SJ 1961Document16 pagesTie Requirements For RC Columns Bresler Gilbert ACI SJ 1961oggy1844No ratings yet
- Cone Penetration of Lubricating Grease: Standard Test Methods ForDocument14 pagesCone Penetration of Lubricating Grease: Standard Test Methods ForROHITNo ratings yet
- Astm d3884Document8 pagesAstm d3884Edwin RamirezNo ratings yet
- ASTM D4776 02 - Standard Test Method For Adhesion of Tire Cords and Other Reinforcing Cords To Rubber Compounds by H-Test Procedure PDFDocument5 pagesASTM D4776 02 - Standard Test Method For Adhesion of Tire Cords and Other Reinforcing Cords To Rubber Compounds by H-Test Procedure PDFAndre Rodriguez SpirimNo ratings yet
- Rubber Deterioration-Discoloration From Ultraviolet (UV) or UV/Visible Radiation and Heat Exposure of Light-Colored SurfacesDocument4 pagesRubber Deterioration-Discoloration From Ultraviolet (UV) or UV/Visible Radiation and Heat Exposure of Light-Colored SurfacesAndre Rodriguez SpirimNo ratings yet
- Astmd 6241 PDFDocument6 pagesAstmd 6241 PDFchandrima baruah mahantaNo ratings yet
- Mil DTL 83133GDocument20 pagesMil DTL 83133Gopenid_etVGQoR8No ratings yet
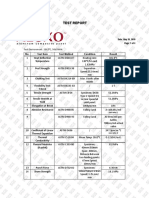
- Test Report: Page: 1 of 4 Date: May 26, 2010Document4 pagesTest Report: Page: 1 of 4 Date: May 26, 2010rqfsiypisnvabmtusrNo ratings yet
- Testing MethodDocument81 pagesTesting MethodPandora123456No ratings yet
- Bio - Wax From Colocasia Esculenta As Water Repellent in Road ConstructionDocument34 pagesBio - Wax From Colocasia Esculenta As Water Repellent in Road ConstructionJOFIN JO RAJI100% (1)
- Surface Water Absorption of Terry Fabrics (Water Flow) : Standard Test Method ForDocument10 pagesSurface Water Absorption of Terry Fabrics (Water Flow) : Standard Test Method ForJuan100% (1)
- F 2252 - 03 - RjiyntiDocument2 pagesF 2252 - 03 - RjiyntiAndres Camilo Benitez100% (1)
- TDS - Emaco S88 PlusDocument2 pagesTDS - Emaco S88 PlusVenkata RaoNo ratings yet
- Three Phase Separator - Liquid InternalsDocument7 pagesThree Phase Separator - Liquid Internalsmehul10941No ratings yet
- Astm D 2979 PDFDocument3 pagesAstm D 2979 PDFMiftahulArifNo ratings yet
- Anatomy and Physiology CH 1 To 3 Flash CardsDocument14 pagesAnatomy and Physiology CH 1 To 3 Flash Cardsmalenya1100% (1)
- ASTM D-1895 測定装置Document2 pagesASTM D-1895 測定装置T AaaNo ratings yet
- Abrasion Test Machine For PlasticsDocument2 pagesAbrasion Test Machine For PlasticsPalani JayaramanNo ratings yet
- ASTM F-1842-97 (Tape Test)Document3 pagesASTM F-1842-97 (Tape Test)T AaaNo ratings yet
- Thermally Upgraded PaperDocument5 pagesThermally Upgraded Paperamulya00428No ratings yet
- ASTM D1630 16 - Standard Test Method For Rubber Property-Abrasion Resistance (Footwear Abrader)Document5 pagesASTM D1630 16 - Standard Test Method For Rubber Property-Abrasion Resistance (Footwear Abrader)Andre Rodriguez Spirim100% (1)
- ASTM D1630 16 - Standard Test Method For Rubber Property-Abrasion Resistance (Footwear Abrader)Document5 pagesASTM D1630 16 - Standard Test Method For Rubber Property-Abrasion Resistance (Footwear Abrader)Andre Rodriguez Spirim100% (1)
- Mil STD 286cDocument407 pagesMil STD 286cGabriela Paes100% (1)
- Astm D4776D4776M-10Document5 pagesAstm D4776D4776M-10Sandra Lopes100% (1)
- Iso 7854 en PDFDocument6 pagesIso 7854 en PDFSantosh ShettyNo ratings yet
- Selection of Test Methods For Ethylene Propylene Diene Terpolymer (EPDM) GeomembranesDocument3 pagesSelection of Test Methods For Ethylene Propylene Diene Terpolymer (EPDM) Geomembranesmohamed abd eldayemNo ratings yet
- Fmvss 209 Seat Belts Tp-209-08Document76 pagesFmvss 209 Seat Belts Tp-209-08RTCNNo ratings yet
- Param XLW (PC) Auto Tensile Tester: ProfessionalDocument3 pagesParam XLW (PC) Auto Tensile Tester: ProfessionalAamirMalik100% (1)
- Astm D395 Testing Fixture Rubber Compression SetDocument6 pagesAstm D395 Testing Fixture Rubber Compression SetHazel EbordeNo ratings yet
- Annual Book of ASTM Standards Vol 1003 ElectricalDocument2 pagesAnnual Book of ASTM Standards Vol 1003 ElectricalminhyNo ratings yet
- PA66-RG301: Flame Retardant, 30% Glass Fiber Reinforced PA66Document2 pagesPA66-RG301: Flame Retardant, 30% Glass Fiber Reinforced PA66watnaNo ratings yet
- 2015 12 09 WSS-M15P20-B1Document6 pages2015 12 09 WSS-M15P20-B1jose luisNo ratings yet
- Resistência Ao Rasgo (Elmendorf) - ASTM D1424-96Document8 pagesResistência Ao Rasgo (Elmendorf) - ASTM D1424-96raissaNo ratings yet
- As 1683.26-2001 Methods of Test For Elastomers Rubber Vulcanized or Thermoplastic - Accelerated Ageing and HeaDocument4 pagesAs 1683.26-2001 Methods of Test For Elastomers Rubber Vulcanized or Thermoplastic - Accelerated Ageing and HeaSAI Global - APACNo ratings yet
- HDT 3-6 Vicat GB-AP911-06Document6 pagesHDT 3-6 Vicat GB-AP911-06Diego Fernado AvendañoNo ratings yet
- Sheehan 06 PDFDocument8 pagesSheehan 06 PDFpalani.djpNo ratings yet
- Rubber Property-Vulcanization Using Rotorless Cure Meters: Standard Test Method ForDocument7 pagesRubber Property-Vulcanization Using Rotorless Cure Meters: Standard Test Method ForÇakıl ŞenolNo ratings yet
- Technical Data Sheet: Property Test Method Unit FrequencyDocument1 pageTechnical Data Sheet: Property Test Method Unit FrequencyAgun GunawanNo ratings yet
- Astm d5946-04 Medicion Tratamiento CoronaDocument6 pagesAstm d5946-04 Medicion Tratamiento CoronaKattia Jhoana Martinez Sanjinez100% (1)
- F 1711 - 96 Sheet Resistance PDFDocument9 pagesF 1711 - 96 Sheet Resistance PDFchaminda nayanajithNo ratings yet
- F1971-05 Test Method For Tire Electrical ResistanceDocument4 pagesF1971-05 Test Method For Tire Electrical Resistancerizzo8No ratings yet
- Zipper Testing Methods PDFDocument3 pagesZipper Testing Methods PDFRicardo Jose PirelaNo ratings yet
- D 5448 - D 5448M - 93 Rdu0ndgtotmDocument12 pagesD 5448 - D 5448M - 93 Rdu0ndgtotmJuanNo ratings yet
- D 1817 - 01 - Rde4mtcDocument3 pagesD 1817 - 01 - Rde4mtcDr. Ahmed Abdel-HakimNo ratings yet
- ASTM D 5587 Tearing Strength of FabricDocument1 pageASTM D 5587 Tearing Strength of FabricAfzal SarfarazNo ratings yet
- PTFE HY509 HoerbigerDocument1 pagePTFE HY509 HoerbigerТатьяна ВасильеваNo ratings yet
- Standard Test Method For Vickers Hardness of Metallic MaterialsDocument10 pagesStandard Test Method For Vickers Hardness of Metallic MaterialsSanjay RamasamyNo ratings yet
- D 6463 - 99 Rdy0njmDocument4 pagesD 6463 - 99 Rdy0njmMarceloNo ratings yet
- D5587, D3786, D5034, D5035 PDFDocument38 pagesD5587, D3786, D5034, D5035 PDFGaja EndranNo ratings yet
- Resin R3X1050S - Material Safety Data Sheet - Part ADocument5 pagesResin R3X1050S - Material Safety Data Sheet - Part ARavie OuditNo ratings yet
- Measuring Hairiness of Yarns by The Photo-Electric ApparatusDocument3 pagesMeasuring Hairiness of Yarns by The Photo-Electric ApparatusJuanNo ratings yet
- Astm D1871 - 1 (En)Document5 pagesAstm D1871 - 1 (En)Михаил БатышевNo ratings yet
- 02.21.-03.21. - D6241 Resistencia Al Punzonamiento Estatico de Geotextiles y Productos Relacionados Con Geotextiles Utilizando Una Sonda de 50mmDocument6 pages02.21.-03.21. - D6241 Resistencia Al Punzonamiento Estatico de Geotextiles y Productos Relacionados Con Geotextiles Utilizando Una Sonda de 50mmGonzalo Pérez ValdésNo ratings yet
- Resistance To Unsnapping of Snap Fasteners: Standard Test Method ForDocument4 pagesResistance To Unsnapping of Snap Fasteners: Standard Test Method Forajay nigamNo ratings yet
- Determining Seam Strength in Inflatable Restraint Cushions: Standard Test Method ForDocument6 pagesDetermining Seam Strength in Inflatable Restraint Cushions: Standard Test Method ForJuanNo ratings yet
- Rubber Property-Pusey and Jones Indentation: Standard Test Method ForDocument4 pagesRubber Property-Pusey and Jones Indentation: Standard Test Method ForGregorio ToroNo ratings yet
- D 5289 - 12Document9 pagesD 5289 - 12Salma FarooqNo ratings yet
- ASTM D6049 03 - Standard Test Method For Rubber Property - Measurement of The Viscous and Elastic Behavior of Unvulcanized Raw Rubbers and Rubber Compounds by Compression Between Parallel Plates PDFDocument9 pagesASTM D6049 03 - Standard Test Method For Rubber Property - Measurement of The Viscous and Elastic Behavior of Unvulcanized Raw Rubbers and Rubber Compounds by Compression Between Parallel Plates PDFAndre Rodriguez SpirimNo ratings yet
- ASTM D2229 02 - Standard Test Method For Adhesion Between Steel Tire Cords and Rubber PDFDocument7 pagesASTM D2229 02 - Standard Test Method For Adhesion Between Steel Tire Cords and Rubber PDFAndre Rodriguez SpirimNo ratings yet
- ASTM D2228 04 - Standard Test Method For Rubber Property-Relative Abrasion Resistance by Pico Abrader MethodDocument9 pagesASTM D2228 04 - Standard Test Method For Rubber Property-Relative Abrasion Resistance by Pico Abrader MethodAndre Rodriguez Spirim100% (1)
- Experiment 7Document3 pagesExperiment 7Ana RodriguesNo ratings yet
- CHP 7 PP Pressure W SansDocument11 pagesCHP 7 PP Pressure W SansFrancis Ho HoNo ratings yet
- Alambre MigDocument1 pageAlambre MigJuan Patricio Bartaburu ArtagaveytiaNo ratings yet
- Forces, Pressure & Density 23Document34 pagesForces, Pressure & Density 23hijabNo ratings yet
- AA Qualification Kit (IQOQ)Document2 pagesAA Qualification Kit (IQOQ)Haiat AlsuwaidiNo ratings yet
- Mock Test 1Document11 pagesMock Test 1Cher Jay-ar DoronioNo ratings yet
- ReferenceDocument163 pagesReferenceAjay IyerNo ratings yet
- WD100 Vs FX951Document4 pagesWD100 Vs FX951Be ArdNo ratings yet
- Construction Management HandoutDocument103 pagesConstruction Management Handoutbolinag100% (7)
- Drug StabilityDocument12 pagesDrug StabilityJamilNo ratings yet
- GPCRs EbookDocument9 pagesGPCRs EbookZachary SmithNo ratings yet
- The Transport Disengagement Height (TDH) in A Bubbling FluidizedDocument9 pagesThe Transport Disengagement Height (TDH) in A Bubbling FluidizedAzharuddin_kfupmNo ratings yet
- ExxonMobil PD-5690 PDFDocument2 pagesExxonMobil PD-5690 PDFPaul TsaiNo ratings yet
- Position Qty. Description Single Price: Note! Product Picture May Differ From Actual ProductDocument4 pagesPosition Qty. Description Single Price: Note! Product Picture May Differ From Actual ProductTri AribowoNo ratings yet
- Inorganic Chemistry: Periodic PropertiesDocument45 pagesInorganic Chemistry: Periodic PropertiesMr. cool ChaturvediNo ratings yet
- BCH 214 TutoralDocument3 pagesBCH 214 Tutoralvictor100% (1)
- Lesson 40Document3 pagesLesson 40MarcTnnNo ratings yet
- Flavor NetworkDocument6 pagesFlavor NetworkrajahNo ratings yet
- Chloramine (Mono) : Indophenol Method Method 10172 0.1 To 10.0 MG/L CL (HR) Test 'N TubeDocument6 pagesChloramine (Mono) : Indophenol Method Method 10172 0.1 To 10.0 MG/L CL (HR) Test 'N Tubephandang_tNo ratings yet
- Metric Tons Day Ammonia PlantDocument34 pagesMetric Tons Day Ammonia PlantEleonoraNo ratings yet