You might also like
- SOP 829-009 Nipple Up BOPs.Document2 pagesSOP 829-009 Nipple Up BOPs.Anonymous XbmoAFtINo ratings yet
- Mudloggers BibleDocument61 pagesMudloggers BibleTudor MarcusNo ratings yet
- ADC Rigs Specifications Summary Onshore ≥ 2000HP Onshore ≤1500HPDocument23 pagesADC Rigs Specifications Summary Onshore ≥ 2000HP Onshore ≤1500HPgplese067% (3)
- TMK Up™: Field ManualDocument84 pagesTMK Up™: Field Manualcorsini999No ratings yet
- Uztel OrizontalDocument5 pagesUztel OrizontalDorin RaduNo ratings yet
- F-S Divertor PDFDocument174 pagesF-S Divertor PDFJohn NorrieNo ratings yet
- HMH KFDJ Diverters r1Document9 pagesHMH KFDJ Diverters r1budygmoodNo ratings yet
- Blowout Preventers: Prepared byDocument19 pagesBlowout Preventers: Prepared byruts_147No ratings yet
- PETE 417 - OnIX Oil Company - Final ReportDocument180 pagesPETE 417 - OnIX Oil Company - Final ReportEmir MazlumNo ratings yet
- Blow Out PreventorDocument6 pagesBlow Out PreventorCesar Valdivia MontañoNo ratings yet
- 1522 FZ54-35U Ram BOPDocument42 pages1522 FZ54-35U Ram BOPAsif JalgaonkarNo ratings yet
- M60eh44 Man 001Document40 pagesM60eh44 Man 001Riski KurniawanNo ratings yet
- Drill Pipe and Drill Collars From ChinaDocument186 pagesDrill Pipe and Drill Collars From ChinavangoetheNo ratings yet
- Hydril Annular BOP1Document2 pagesHydril Annular BOP1Abde EsselamNo ratings yet
- Tech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopDocument34 pagesTech Manual: 5.12", 10,000 Psi Working Pressure, Eh Series Single, Dual, Triple & Quad Combi BopRiski KurniawanNo ratings yet
- Maintenance Schedule For Adapter Flange - 5131086 - 01Document7 pagesMaintenance Schedule For Adapter Flange - 5131086 - 01franko guddiNo ratings yet
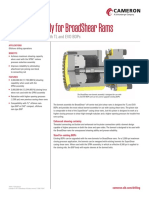
- Bonnet Assembly For Broadshear Rams: Shearing Bonnet For Use With TL and Evo BopsDocument1 pageBonnet Assembly For Broadshear Rams: Shearing Bonnet For Use With TL and Evo BopsDJNo ratings yet
- 719638-6A3-MAN - Rev 01 - 719638-6A3-MANDocument52 pages719638-6A3-MAN - Rev 01 - 719638-6A3-MANFam Escalante OnofreNo ratings yet
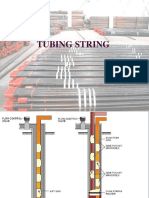
- Tubing StringDocument32 pagesTubing StringKAORU AmaneNo ratings yet
- Annular Bop Packing Elements: Otu Se (Axs)Document2 pagesAnnular Bop Packing Elements: Otu Se (Axs)JoseManuelDominguezHuertaNo ratings yet
- Cameron Type U BOPDocument3 pagesCameron Type U BOPPablo David SaabNo ratings yet
- Bit ClassifierDocument104 pagesBit Classifiersaeed65No ratings yet
- Strength of Casing and Tubing - PetroWiki PDFDocument15 pagesStrength of Casing and Tubing - PetroWiki PDFLuis David Concha CastilloNo ratings yet
- BOPRAMS Series700-1Document3 pagesBOPRAMS Series700-1Surya Prakash DubeyNo ratings yet
- Introduction To OCTG: API Steel Grades Handout 03Document4 pagesIntroduction To OCTG: API Steel Grades Handout 03AHMEDNo ratings yet
- Blowout Preventer (BOP) Stack API Spec 16A: Shanghai Sunry Petroleum Equipment Co., LTDDocument4 pagesBlowout Preventer (BOP) Stack API Spec 16A: Shanghai Sunry Petroleum Equipment Co., LTDMattar NizwaNo ratings yet
- Cameron EB 538 D Rev D2 - Shear Rams - Op & MaintDocument7 pagesCameron EB 538 D Rev D2 - Shear Rams - Op & MaintCanrig RamdeNo ratings yet
- Downhole Instrumentation Qualification RPDocument4 pagesDownhole Instrumentation Qualification RPabinadi1230% (1)
- Wellhead Systems Rod AccessoriesDocument18 pagesWellhead Systems Rod Accessoriesbuat unduhNo ratings yet
- HY10 1630US 5 2012-Bladder AccumulatorsDocument14 pagesHY10 1630US 5 2012-Bladder AccumulatorsAlejandro GilNo ratings yet
- Section 1Document90 pagesSection 1Doni KurniawanNo ratings yet
- 13.625 10K Double Cameron U BOP PDFDocument2 pages13.625 10K Double Cameron U BOP PDFAndung Suwarto100% (1)
- C 06.C Wellhead DesignDocument6 pagesC 06.C Wellhead DesignJose David Hernandez OteroNo ratings yet
- FKQ50-2 Use R ManualDocument56 pagesFKQ50-2 Use R ManualMuthia AstriNo ratings yet
- BPV Specification and Drawings PDFDocument4 pagesBPV Specification and Drawings PDFParag PadoleNo ratings yet
- QBH Ram Bop'S: 4-1/16" 15,000 Psi WPDocument32 pagesQBH Ram Bop'S: 4-1/16" 15,000 Psi WPjuan olarte0% (1)
- ABOP ElementsDocument1 pageABOP ElementsArdalan FezziNo ratings yet
- Drill Pipe Float Valves, Pullers, Baffle Plates & Float Subs GuideDocument27 pagesDrill Pipe Float Valves, Pullers, Baffle Plates & Float Subs GuideKeshav Pujeri100% (1)
- M60es54 Na549y QC Man 001Document29 pagesM60es54 Na549y QC Man 001Riski Kurniawan67% (3)
- Drill Pipe Shear Data from Past TestsDocument7 pagesDrill Pipe Shear Data from Past TestsLenny PuspitaNo ratings yet
- CamesaEMC Catalog 12-2013 7Document1 pageCamesaEMC Catalog 12-2013 7Gerardo LizardoNo ratings yet
- Gate Valve Trim ChartDocument5 pagesGate Valve Trim ChartWaseem IqbalNo ratings yet
- Lesson 5A - The Drilling RiserDocument30 pagesLesson 5A - The Drilling RisernaefmubarakNo ratings yet
- Fishing Jars Brochure PDFDocument5 pagesFishing Jars Brochure PDFLincoln ZhaoXi100% (1)
- Blowout Preventers CompressedDocument28 pagesBlowout Preventers CompressedMuthia AstriNo ratings yet
- Mud Pumps 1Document2 pagesMud Pumps 1John RongNo ratings yet
- Oilfield Union Color Code GuideDocument5 pagesOilfield Union Color Code Guidelalberto96No ratings yet
- Model fm4Document25 pagesModel fm4LeandroNo ratings yet
- 16 BHA Tally FormatDocument2 pages16 BHA Tally FormatShraddhanand MoreNo ratings yet
- Control PanelDocument202 pagesControl PanelVladyslavNo ratings yet
- Drill Pipe Performance and SpecificationsDocument3 pagesDrill Pipe Performance and SpecificationsИнженер Луис А. ГарсиаNo ratings yet
- Venturetech XK 90 Power Swivel Spec SheetDocument1 pageVenturetech XK 90 Power Swivel Spec Sheetwilliam pinzonNo ratings yet
- Parker HTR ActuatorDocument22 pagesParker HTR ActuatorYorkistNo ratings yet
- Shaffer Ram & Spherical Blowout Preventer PartsDocument5 pagesShaffer Ram & Spherical Blowout Preventer PartsJIN WANGNo ratings yet
- 1PackerSystem PackerAccessories&tools PDFDocument21 pages1PackerSystem PackerAccessories&tools PDFAnand aashishNo ratings yet
- API Casing Float Collar and ShoeDocument2 pagesAPI Casing Float Collar and Shoeisrar haiderNo ratings yet
- Stripper TOT 2.50 10M DS34 TechMan1146Document13 pagesStripper TOT 2.50 10M DS34 TechMan1146Diego OspinaNo ratings yet
- Instructions For The Safe Use of P-Quip Liner Retention Systems - Pt. No. 80000111 Revision Date August 9, 2006Document7 pagesInstructions For The Safe Use of P-Quip Liner Retention Systems - Pt. No. 80000111 Revision Date August 9, 2006Heri VillaNo ratings yet
- Fluid End Modules and Acceesaries: IdecoDocument2 pagesFluid End Modules and Acceesaries: IdecolionelNo ratings yet
- Profile of the International Pump Industry: Market Prospects to 2010From EverandProfile of the International Pump Industry: Market Prospects to 2010Rating: 1 out of 5 stars1/5 (1)
- Wave Propagation in Drilling, Well Logging and Reservoir ApplicationsFrom EverandWave Propagation in Drilling, Well Logging and Reservoir ApplicationsNo ratings yet
- Cert-Vb172 - (1-2199) FF-1002-1Document23 pagesCert-Vb172 - (1-2199) FF-1002-1TarasNo ratings yet
- IRP 22 - Underbalanced Drilling & Managed Pressure Drilling Operations Using Jointed Pipe - Oct 17 - 2018 PDFDocument158 pagesIRP 22 - Underbalanced Drilling & Managed Pressure Drilling Operations Using Jointed Pipe - Oct 17 - 2018 PDFJohnny BreuerNo ratings yet
- Bop Type U & Um Replacement Parts CatalogDocument36 pagesBop Type U & Um Replacement Parts CatalogTaras100% (2)
- Shperical Bolted Head Operation ManualDocument124 pagesShperical Bolted Head Operation ManualTarasNo ratings yet
- Blowout PreventorsDocument7 pagesBlowout PreventorsRachitPandeyNo ratings yet
- SL Manual Lock 13 58 SHAFFER RAM BOP Page-21-25Document5 pagesSL Manual Lock 13 58 SHAFFER RAM BOP Page-21-25Richard EVNo ratings yet
- Wellcap® Iadc Well Control Accreditation Program WellDocument44 pagesWellcap® Iadc Well Control Accreditation Program WelldepopeNo ratings yet
- Cameron U Stack 2016Document302 pagesCameron U Stack 2016TitanBOP100% (2)
- NippleupDocument4 pagesNippleupali abbasNo ratings yet
- Rilling OP Ata: IG Ccumulator NIT ATA Equired CcumulatorDocument2 pagesRilling OP Ata: IG Ccumulator NIT ATA Equired CcumulatorsaffarzadehNo ratings yet
- Drilling Audit QuestionnaireDocument59 pagesDrilling Audit QuestionnaireAnonymous utcQzT0zCb100% (2)
- Equinor Fact Sheet Blowout PreventerDocument4 pagesEquinor Fact Sheet Blowout PreventerMohammad Issvand NassiriNo ratings yet
- Caodc RP 6.0 Inspection and Certification of BopDocument19 pagesCaodc RP 6.0 Inspection and Certification of BopEDWIN M.P0% (1)
- Well ControlDocument43 pagesWell ControlIsmail Mohammed100% (1)
- Off Shore Drilling User GuideDocument676 pagesOff Shore Drilling User GuideKagira Drawing Soltuion100% (1)
- Well Control During OperationsDocument116 pagesWell Control During OperationsJuan E Garcia SotoNo ratings yet
- Innovations in Drill Stem Safety Valve TechnologyDocument22 pagesInnovations in Drill Stem Safety Valve Technologymiguel mendoza0% (1)
- N2 Training ManualDocument4 pagesN2 Training ManualAbderahmane DahiliNo ratings yet
- Day 2 IWCF PDFDocument96 pagesDay 2 IWCF PDFamri hutabaratNo ratings yet
- Daftar Isi LaporanDocument5 pagesDaftar Isi LaporanAjun OutsiderNo ratings yet
- Well Intervention PDFDocument54 pagesWell Intervention PDFCARLOSELSOARESNo ratings yet
- QA-WIS Well Intervention Syllabus V3.2Document24 pagesQA-WIS Well Intervention Syllabus V3.2Ramanamurthy Palli0% (1)
- Cameron - 2000 Cameron CatalogDocument47 pagesCameron - 2000 Cameron Catalogjahehe200083% (6)
- T3 Annulars BOP Operators Manual 7022 PDFDocument28 pagesT3 Annulars BOP Operators Manual 7022 PDFJohn Jairo Simanca100% (2)
- HPHT Development in UKDocument62 pagesHPHT Development in UKrozs21100% (1)
- Shut in Procedures 1 PDFDocument22 pagesShut in Procedures 1 PDFHoan Hoan100% (2)
- SPE 170980 - Subsea Well Intervention - Recent Developments and Recommendations To Increase Overall Project ReturnsDocument12 pagesSPE 170980 - Subsea Well Intervention - Recent Developments and Recommendations To Increase Overall Project ReturnsAdri Coca SuaznabarNo ratings yet
- Korean Wellhead KWM-2014-Revision0Document20 pagesKorean Wellhead KWM-2014-Revision0DrakkarNo ratings yet
- Ds Shearing Blind Ram Tc1399Document2 pagesDs Shearing Blind Ram Tc1399Gregory StewartNo ratings yet
- Drilling Rig Components: Crown Block and Water TableDocument8 pagesDrilling Rig Components: Crown Block and Water TableShoq AlahbabNo ratings yet
- P&A Gudelines HandbookDocument73 pagesP&A Gudelines HandbookRustam RusNo ratings yet
- Hydril Pressure Control GL Annular Blowout Preventer: Drilling & ProductionDocument2 pagesHydril Pressure Control GL Annular Blowout Preventer: Drilling & ProductionbjmaqueyNo ratings yet