You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- SPB en Tcd220029aa 20220607 Catalog WDocument2 pagesSPB en Tcd220029aa 20220607 Catalog WLuis Uribe AlbitesNo ratings yet
- Geya MCCB Catalog-1Document32 pagesGeya MCCB Catalog-1satthubattuongNo ratings yet
- 82 Series - Modular Timers 5 ADocument5 pages82 Series - Modular Timers 5 Adragos_dimitriuNo ratings yet
- ABC 08 16 24M Rotary Damper Actuator ENDocument4 pagesABC 08 16 24M Rotary Damper Actuator ENJoule ManutençãoNo ratings yet
- Auweld Welding Machines Accessories Catalogue(s)Document28 pagesAuweld Welding Machines Accessories Catalogue(s)nyaungzinNo ratings yet
- CT312Document15 pagesCT312Kevin BlanerNo ratings yet
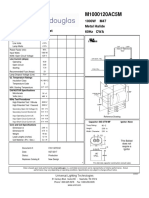
- M1000120AC5MDocument1 pageM1000120AC5MEnrique MurgiaNo ratings yet
- ABB SwitchLine, Non-Fusible Disconnect SwitchesDocument147 pagesABB SwitchLine, Non-Fusible Disconnect SwitchesEliasNo ratings yet
- BUSSMAN FullDisconnectCatalogDocument88 pagesBUSSMAN FullDisconnectCatalogsallawNo ratings yet
- Tp03al PDFDocument3 pagesTp03al PDFtoppowerNo ratings yet
- Datasheet - PEAS69N Series AC IsolatorsDocument2 pagesDatasheet - PEAS69N Series AC IsolatorsJonathan GarcésNo ratings yet
- Tp03al - 201808 PDFDocument3 pagesTp03al - 201808 PDFtoppowerNo ratings yet
- NS2 80Document14 pagesNS2 80Luis ROMERONo ratings yet
- 3TH Contactor Relays GuideDocument5 pages3TH Contactor Relays GuideSee 80No ratings yet
- Tig 250 315Document1 pageTig 250 315Alexei OliveroNo ratings yet
- Dra 051018Document5 pagesDra 051018MaximilianoAlvarezNo ratings yet
- RDAB20-A PRSH enDocument2 pagesRDAB20-A PRSH enMarcosNo ratings yet
- SWitches IT25 160Document6 pagesSWitches IT25 160Trung ThànhNo ratings yet
- Contactor Page 551-552Document2 pagesContactor Page 551-552freddysh4330No ratings yet
- S65ENDocument8 pagesS65ENRemy MendozaNo ratings yet
- Inversor Solar SchneiderDocument2 pagesInversor Solar SchneiderEfrain VernazaNo ratings yet
- SI-8200L/8300L: Datasheet - LiveDocument6 pagesSI-8200L/8300L: Datasheet - LiveMarcelo FernandezNo ratings yet
- M Series Mobile Marine Intl Specsheet PDFDocument2 pagesM Series Mobile Marine Intl Specsheet PDFNguyễnThếAnhNo ratings yet
- SI-8201L SankenelectricDocument6 pagesSI-8201L SankenelectricErasmo Franco SNo ratings yet
- CWD2425P SSR CrydomeDocument8 pagesCWD2425P SSR Crydome100regNo ratings yet
- High-capacity Switch Handles Large Inrush CurrentsDocument7 pagesHigh-capacity Switch Handles Large Inrush CurrentsMuhamad PriyatnaNo ratings yet
- THREE-POLE CONTACTORS Series HR33-HR55 Up To 30 KW: Control Coil Codes (IH25) F G D U X C W B ZDocument8 pagesTHREE-POLE CONTACTORS Series HR33-HR55 Up To 30 KW: Control Coil Codes (IH25) F G D U X C W B Zrachman hardianNo ratings yet
- Portable Power Factor Meters: FeaturesDocument1 pagePortable Power Factor Meters: FeaturesShang Divina EbradaNo ratings yet
- M1000230AC5MDocument1 pageM1000230AC5MPlant Site KMI-KJANo ratings yet
- EX Solar ModuleDocument2 pagesEX Solar ModuleBuwana luhurNo ratings yet
- Finder-Industrialrelayseries5532 20160412120109Document16 pagesFinder-Industrialrelayseries5532 20160412120109pouya alizadehNo ratings yet
- IM02GRDocument153 pagesIM02GRomarpatNo ratings yet
- DSARS0042113Document8 pagesDSARS0042113ILBERIPUCINo ratings yet
- Shneider INS-INV Switch DisconnectorDocument114 pagesShneider INS-INV Switch DisconnectorKhaled BellegdyNo ratings yet
- MCCB HGM125Document5 pagesMCCB HGM125paulNo ratings yet
- Toppower: TP20AC SeriesDocument3 pagesToppower: TP20AC SeriestoppowerNo ratings yet
- Welding Machine Monotig 160iDocument1 pageWelding Machine Monotig 160iLucioNo ratings yet
- Owner'S Manual: The Igbt Series of Mig/MagDocument27 pagesOwner'S Manual: The Igbt Series of Mig/MagTadas PNo ratings yet
- Conext SW Inverter Charger SW 4024 120 Et 240 - Fiche TechniqueDocument2 pagesConext SW Inverter Charger SW 4024 120 Et 240 - Fiche TechniqueGhislain ClicheNo ratings yet
- Welding CoDocument1 pageWelding CoBENGKELTKS88 BENGKELTKS88No ratings yet
- THP145 Catalogue 20200426 Part15Document1 pageTHP145 Catalogue 20200426 Part15mamassanjayaNo ratings yet
- 01 IM3131rev02 - ENGDocument18 pages01 IM3131rev02 - ENGAlejandro Pino GomezNo ratings yet
- Efficient 1A DC/DC converter replaces 78xx linear regulatorsDocument6 pagesEfficient 1A DC/DC converter replaces 78xx linear regulatorsMehmet ÇatçatNo ratings yet
- Tech Sheet - MMA131Document2 pagesTech Sheet - MMA131IJust LikeCakeNo ratings yet
- General purpose relays for automation controlDocument18 pagesGeneral purpose relays for automation controlValerija SilinaNo ratings yet
- General Purpose Relays for Automation and ControlDocument18 pagesGeneral Purpose Relays for Automation and ControlMarcelino MoralesNo ratings yet
- 4 Pole 500a DC Contactor - 19plbioDocument10 pages4 Pole 500a DC Contactor - 19plbioRonald ChavezNo ratings yet
- Contactor & Overload RelayDocument15 pagesContactor & Overload RelayĐặng Thành Long NguyễnNo ratings yet
- Relay Finder 55 SeriesDocument18 pagesRelay Finder 55 SeriesBerlianiNo ratings yet
- New Line Up "DIN Series" For General Consumer Units: OverseasDocument4 pagesNew Line Up "DIN Series" For General Consumer Units: OverseasSabri GunaydinNo ratings yet
- Piso Techo DaikinDocument2 pagesPiso Techo DaikinLucero CamposNo ratings yet
- Residential load calculation and circuit designDocument35 pagesResidential load calculation and circuit designAriel B. LumacadNo ratings yet
- Electrical ClearanceDocument37 pagesElectrical Clearancepcsamy80% (5)
- HGP Series Generator Type: Molded Case Circuit BreakersDocument8 pagesHGP Series Generator Type: Molded Case Circuit BreakersLOI HONo ratings yet
- Simoregdc-Master6Ra70: Technical DataDocument7 pagesSimoregdc-Master6Ra70: Technical DataPaul RidgeNo ratings yet
- Record PlusDocument250 pagesRecord PlusDixie VictoriaNo ratings yet
- Table of Specifications: MC Type Magnetic Contactors (4pole)Document2 pagesTable of Specifications: MC Type Magnetic Contactors (4pole)Chris AntoniouNo ratings yet
- ABB SwichesDocument53 pagesABB SwichesAdelAlcebaiNo ratings yet
- Panel Mount: T SeriesDocument7 pagesPanel Mount: T SeriesBird31No ratings yet
- R-22 Material Safety Data SheetDocument6 pagesR-22 Material Safety Data SheetSalih Abdelrazig AbdelrhmanNo ratings yet
- GMT Goldmaster E-Series enDocument30 pagesGMT Goldmaster E-Series enSalih Abdelrazig AbdelrhmanNo ratings yet
- 20407061745083848 ١Document12 pages20407061745083848 ١Salih Abdelrazig AbdelrhmanNo ratings yet
- 20407061745083848 ١Document12 pages20407061745083848 ١Salih Abdelrazig AbdelrhmanNo ratings yet
- GMT Goldmaster E-Series enDocument30 pagesGMT Goldmaster E-Series enSalih Abdelrazig AbdelrhmanNo ratings yet
- Shadow 150Document5 pagesShadow 150system08No ratings yet
- Fa164 SeriesDocument24 pagesFa164 SeriesyanetNo ratings yet
- Voip Ceiling SpeakerDocument42 pagesVoip Ceiling SpeakerMaría dieciochoNo ratings yet
- SDocument37 pagesSSerhan ÖzsoyNo ratings yet
- EN81-28 Risk of Trapping FlowChart v3Document1 pageEN81-28 Risk of Trapping FlowChart v3Ashraful ShohagNo ratings yet
- Buster Hernandez Aka Brian KilDocument38 pagesBuster Hernandez Aka Brian KilKyle BloydNo ratings yet
- (Carey Jewitt) Learning and Communication in Digital EraDocument43 pages(Carey Jewitt) Learning and Communication in Digital EraUk matsNo ratings yet
- 1 s2.0 S2212827122001317 MainDocument6 pages1 s2.0 S2212827122001317 Mainعبدالرحمن سعدNo ratings yet
- User Guide: (Intended For Product Version 11.0 and Higher)Document117 pagesUser Guide: (Intended For Product Version 11.0 and Higher)Shaswat AcharyaNo ratings yet
- A Nano Car in Every Driveway PDFDocument8 pagesA Nano Car in Every Driveway PDFAshwani MattooNo ratings yet
- Software Testing BooksDocument13 pagesSoftware Testing BooksNenad PetrövicNo ratings yet
- HP Elite X2 1012 Service ManualDocument90 pagesHP Elite X2 1012 Service ManualHomer LarchNo ratings yet
- Sample TemplateDocument1 pageSample TemplatePramod SultaneNo ratings yet
- PressReleasePoint - eTOM - A Business Process Framework Implementer's Guide - 2009-04-29Document2 pagesPressReleasePoint - eTOM - A Business Process Framework Implementer's Guide - 2009-04-29jbdecorzent0% (1)
- Videoconferencing Tandberg Centric 1000 MXP User ManualDocument280 pagesVideoconferencing Tandberg Centric 1000 MXP User ManualBijubennet GomezNo ratings yet
- (Fixed) Error 25000 of BlueStacks On Windows 8 PDFDocument5 pages(Fixed) Error 25000 of BlueStacks On Windows 8 PDFmiguel_maahNo ratings yet
- Thermo Fluids Ime-241L Lab Report: Prof. DR Salman Habib Hassan Ali Butt 2017-IM-39Document19 pagesThermo Fluids Ime-241L Lab Report: Prof. DR Salman Habib Hassan Ali Butt 2017-IM-39Mahrukh ChaudharyNo ratings yet
- Sub-6 GHZ Dual-Band 8nbspnbsp8 MIMO Antenna For 5G SmartphonesDocument5 pagesSub-6 GHZ Dual-Band 8nbspnbsp8 MIMO Antenna For 5G Smartphonesrajesh yadavNo ratings yet
- Robust Design TaguchiDocument14 pagesRobust Design TaguchivinviaNo ratings yet
- Geometrica Builds Iso 9001Document7 pagesGeometrica Builds Iso 9001Milagros Karina Calapuja QuispeNo ratings yet
- Unit 5 - Digital System Design - WWW - Rgpvnotes.inDocument8 pagesUnit 5 - Digital System Design - WWW - Rgpvnotes.intejasshroff0303No ratings yet
- Feasibility Study Chapter IDocument9 pagesFeasibility Study Chapter IStephanie Dulay SierraNo ratings yet
- FMEA analysis optimizationDocument8 pagesFMEA analysis optimizationfquysxlahyytpxpwgqNo ratings yet
- SOP - CoventryDocument2 pagesSOP - CoventryMuhammad Rizwan RizLgNo ratings yet
- CEN Department IITBombayDocument80 pagesCEN Department IITBombayNirleshSinghNo ratings yet
- E2e IT ProfileDocument4 pagesE2e IT ProfileDhiraj GautameNo ratings yet
- Tadiran PNR-500: Personal Network Radio - Full-Duplex Voice and Data ConferencingDocument4 pagesTadiran PNR-500: Personal Network Radio - Full-Duplex Voice and Data ConferencingPeter Bobocky100% (1)
- Ericsson R4 Part Number PDFDocument15 pagesEricsson R4 Part Number PDFMitul RahmanNo ratings yet
- Group2 Assignment (Sensors)Document19 pagesGroup2 Assignment (Sensors)Judien DelaCruz Cahapay DumanhugNo ratings yet
- Automation Attendance Systems Approaches: A Practical ReviewDocument9 pagesAutomation Attendance Systems Approaches: A Practical ReviewBOHR International Journal of Internet of Things ResearchNo ratings yet
- Vendors for H.T. Line MaterialsDocument587 pagesVendors for H.T. Line MaterialsAnonymous RjIueYSlNo ratings yet