You might also like
- Leopold Methods and Lohani and ThanhDocument15 pagesLeopold Methods and Lohani and ThanhdebryaniNo ratings yet
- BaasDocument2 pagesBaasJohn BaptistNo ratings yet
- Ops StgyDocument2 pagesOps StgyAnand PandeyNo ratings yet
- Failure Mode and Effect Analysis WorksheetDocument1 pageFailure Mode and Effect Analysis WorksheetliawinahyuNo ratings yet
- Sheet 1Document1 pageSheet 1Ian Jayson BaybayNo ratings yet
- HDI Design Part 1Document103 pagesHDI Design Part 1the_citizen89No ratings yet
- HKCEE PA Sorted by Topic 1991-2007-1Document95 pagesHKCEE PA Sorted by Topic 1991-2007-1cheng jamieNo ratings yet
- TSB201801001Document2 pagesTSB201801001Víctor FaríasNo ratings yet
- Your Single Source Worldwide: Isolated Phase Bus SystemsDocument15 pagesYour Single Source Worldwide: Isolated Phase Bus Systemssameerray12100% (1)
- MHWI 1 HR Tokens 280x280mm BackDocument3 pagesMHWI 1 HR Tokens 280x280mm BackPolski ZwierzuNo ratings yet
- Renr2876 01Document2 pagesRenr2876 01Ebied Yousif AlyNo ratings yet
- CP FormsDocument26 pagesCP FormsJustine Ferd MarzanNo ratings yet
- MHWI 1 HR Tokens 280x280mm FrontDocument3 pagesMHWI 1 HR Tokens 280x280mm FrontPolski ZwierzuNo ratings yet
- Secondary Station Op 7Document1 pageSecondary Station Op 7patelchiragisNo ratings yet
- Design City ValheimDocument1 pageDesign City Valheimnick.gsimonNo ratings yet
- Hygienic Valve Technology: Competence For Safe Milk and Food ProcessingDocument16 pagesHygienic Valve Technology: Competence For Safe Milk and Food ProcessingOrlando Alvarez CubillosNo ratings yet
- 776C Tractor & 777C Truck Hydraulic Systems: 776C: 2TK1-UP 777C: 4XJ1-UPDocument2 pages776C Tractor & 777C Truck Hydraulic Systems: 776C: 2TK1-UP 777C: 4XJ1-UPHusika HusikaaNo ratings yet
- BHP - Talisa - Simplified Brochure - Aug23Document7 pagesBHP - Talisa - Simplified Brochure - Aug23stanleynsmNo ratings yet
- Past Paper Analysis CAF-08 CMACDocument1 pagePast Paper Analysis CAF-08 CMACMuneer DhamaniNo ratings yet
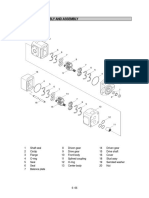
- Group 4 Disassembly and Assembly: 1. Main PumpDocument22 pagesGroup 4 Disassembly and Assembly: 1. Main PumpЕвгений СолдатовNo ratings yet
- Group 4 Disassembly and Assembly: 1. Main PumpDocument23 pagesGroup 4 Disassembly and Assembly: 1. Main PumpREMZONANo ratings yet
- Group 4 Hydraulic SystemDocument3 pagesGroup 4 Hydraulic SystemHậu MinhNo ratings yet
- 216 and 226 Hydraulic System Skid Steer LoadersDocument2 pages216 and 226 Hydraulic System Skid Steer LoadersRICHARDNo ratings yet
- HSE-025. Pre-Entry ExcavatorDocument3 pagesHSE-025. Pre-Entry ExcavatorMithlesh SinghNo ratings yet
- Telefone Auto Excitado - Conexões Externas - 210401-Exc-Des-01-R0Document1 pageTelefone Auto Excitado - Conexões Externas - 210401-Exc-Des-01-R0Carlos Alejandro Játiva AndradeNo ratings yet
- 9 4 PDFDocument3 pages9 4 PDFDavidNo ratings yet
- Service Description CB DRIVE HMB4-8 1HC0082505 E01 AADocument2 pagesService Description CB DRIVE HMB4-8 1HC0082505 E01 AAaalbaki1No ratings yet
- Ode-BrewGrinder QuickStartGuideDocument5 pagesOde-BrewGrinder QuickStartGuideAlpNo ratings yet
- Blue Ocean Strategy: Manish Jain Vaibhav Soni Pratik Kolhe Yaseen RangrezDocument6 pagesBlue Ocean Strategy: Manish Jain Vaibhav Soni Pratik Kolhe Yaseen RangrezYASEEN RangrezNo ratings yet
- STRUCTDocument11 pagesSTRUCTuchennaNo ratings yet
- CFA Study Planner 2018Document26 pagesCFA Study Planner 2018pablomtz84No ratings yet
- Group Evaluation Form: Core Competencies AnalysisDocument3 pagesGroup Evaluation Form: Core Competencies AnalysisSales Infused SystemsNo ratings yet
- Basket StrainerDocument6 pagesBasket StrainerRico Eka ArfiansyahNo ratings yet
- Cabha Map 10-31-10Document1 pageCabha Map 10-31-10seanblack00002986No ratings yet
- Signature Series Sowt Signature Olympic Weight Tree: Parts ListDocument9 pagesSignature Series Sowt Signature Olympic Weight Tree: Parts ListThomas CookNo ratings yet
- Mp-Badwaha-3.75 MLD Stp-Layout Drawing For STP-06-12-2019 PDFDocument1 pageMp-Badwaha-3.75 MLD Stp-Layout Drawing For STP-06-12-2019 PDFAkash PatilNo ratings yet
- 2.MS-Repair Procedure - Rev.01Document18 pages2.MS-Repair Procedure - Rev.01Suju RajanNo ratings yet
- vs6 Installation and Operation Manual - 2015Document27 pagesvs6 Installation and Operation Manual - 2015Rahmat HidayatNo ratings yet
- 22fa0087 Plans Malinao Municipal-7 - 2Document25 pages22fa0087 Plans Malinao Municipal-7 - 2KrutteruHeroNo ratings yet
- 34 Becker Architekten Hydroelectric Power Station Kempten, GermanyDocument1 page34 Becker Architekten Hydroelectric Power Station Kempten, GermanyStefan JakovljevicNo ratings yet
- Dashboard Data: Safety Inspections Safety Walkthroughs Hazard HuntsDocument4 pagesDashboard Data: Safety Inspections Safety Walkthroughs Hazard HuntsWilson Lozano SilvaNo ratings yet
- NGCP Calamba 230kV SS - Costruction FOR Mechanical WorksDocument1 pageNGCP Calamba 230kV SS - Costruction FOR Mechanical Worksvincent alcoyNo ratings yet
- WTPFlowDiag PDFDocument1 pageWTPFlowDiag PDFTanwani Boris FineboyNo ratings yet
- Ward Room Plan: SECTION 1:200 Patient Ward - General Psychiatry The New Psychiatric Hospital in SlagelseDocument1 pageWard Room Plan: SECTION 1:200 Patient Ward - General Psychiatry The New Psychiatric Hospital in Slagelseakshaya gopalkrishnaNo ratings yet
- Godrej Meridian MLPDocument1 pageGodrej Meridian MLPDheerajNo ratings yet
- HAUS Screw Press BrochureDocument5 pagesHAUS Screw Press BrochureVishartan NayeemuddinNo ratings yet
- LEGACY GE 750man-ApDocument346 pagesLEGACY GE 750man-Apjwsmith60No ratings yet
- P6 1Document1 pageP6 1Deyka FonsecaNo ratings yet
- Qa 7 Wa380-3 Demand - ValveDocument1 pageQa 7 Wa380-3 Demand - ValveEndraNo ratings yet
- 1weekly Check List ExcavatorDocument1 page1weekly Check List ExcavatorsurajNo ratings yet
- Pre-Start Checklist For Hydraulic (Mobile) Crane: Form: HDEC-HSE-CE-005 (E)Document3 pagesPre-Start Checklist For Hydraulic (Mobile) Crane: Form: HDEC-HSE-CE-005 (E)Nurma Rifah100% (4)
- Exhaust Supply: Description DescriptionDocument1 pageExhaust Supply: Description DescriptionHernan RomeroNo ratings yet
- Group 4 Hydraulic SystemDocument3 pagesGroup 4 Hydraulic SystemBreyner Romero SantosNo ratings yet
- Alors On Danse: Arranged by MarcinDocument10 pagesAlors On Danse: Arranged by MarcinSaad shah100% (1)
- Center of Gravity: Kelompok 5Document3 pagesCenter of Gravity: Kelompok 5Ali Sabar AkbariNo ratings yet
- Step Asembly Instruction Vic 2024Document1 pageStep Asembly Instruction Vic 2024Leonardo GamaNo ratings yet
- Method Statement For Windows Removal and Masonry Work.Document2 pagesMethod Statement For Windows Removal and Masonry Work.Tahseen SarwarNo ratings yet
- Shifting & Lifting Plan For C4Document1 pageShifting & Lifting Plan For C4Tahseen SarwarNo ratings yet
- Sika Aggregate-506Document3 pagesSika Aggregate-506Tahseen SarwarNo ratings yet
- Supply ChainDocument35 pagesSupply ChainTahseen SarwarNo ratings yet
- Sikafloor - 161 HCDocument5 pagesSikafloor - 161 HCTahseen SarwarNo ratings yet
- Fact Sheet - IBCsDocument5 pagesFact Sheet - IBCsTahseen SarwarNo ratings yet
- Monsoon: 11484 Junaid Rool No DcetDocument4 pagesMonsoon: 11484 Junaid Rool No DcetTahseen SarwarNo ratings yet
- Vision Setting: Tools & FrameworksDocument19 pagesVision Setting: Tools & FrameworksTahseen SarwarNo ratings yet
- Project Profile: Welding ElectrodesDocument6 pagesProject Profile: Welding ElectrodesAskan NarinNo ratings yet
- Living Online Module Lesson 27 Evaluating Online InformationDocument32 pagesLiving Online Module Lesson 27 Evaluating Online InformationTahseen SarwarNo ratings yet
- Oil Refinery OpsDocument3 pagesOil Refinery OpsPhiPhiNo ratings yet
- Wilcox - Umn - 0130E - 12886 - Competency RevisedDocument160 pagesWilcox - Umn - 0130E - 12886 - Competency RevisedShasteen Bautista SantosNo ratings yet
- Corporate Restructuring Companies Amendment Act 2021Document9 pagesCorporate Restructuring Companies Amendment Act 2021Najeebullah KardaarNo ratings yet
- Book Notes Covering: Andy Kirk's Book, Data Visualization - A Successful Design ProcessDocument10 pagesBook Notes Covering: Andy Kirk's Book, Data Visualization - A Successful Design ProcessDataVersed100% (1)
- Lab 1Document8 pagesLab 1Нурболат ТаласбайNo ratings yet
- Non-Hazardous Areas Adjustable Pressure Switch: 6900P - Piston SensorDocument2 pagesNon-Hazardous Areas Adjustable Pressure Switch: 6900P - Piston SensorDiana ArredondoNo ratings yet
- Release ACOS 4.1.4-GR1-P10 IssuesDocument241 pagesRelease ACOS 4.1.4-GR1-P10 IssuesdanielatellaNo ratings yet
- Eastern Bank Limited: Name: ID: American International University of Bangladesh Course Name: Faculty Name: Due DateDocument6 pagesEastern Bank Limited: Name: ID: American International University of Bangladesh Course Name: Faculty Name: Due DateTasheen MahabubNo ratings yet
- E Rpms Portfolio Design 3 1Document52 pagesE Rpms Portfolio Design 3 1jebNo ratings yet
- On The Backward Problem For Parabolic Equations With MemoryDocument19 pagesOn The Backward Problem For Parabolic Equations With MemorykamranNo ratings yet
- Craske - Mastering Your Fears and FobiasDocument174 pagesCraske - Mastering Your Fears and Fobiasjuliana218No ratings yet
- Risk-Based IA Planning - Important ConsiderationsDocument14 pagesRisk-Based IA Planning - Important ConsiderationsRajitha LakmalNo ratings yet
- Application Letters To Apply For A Job - OdtDocument2 pagesApplication Letters To Apply For A Job - OdtRita NourNo ratings yet
- Cyber Law: Submitted byDocument8 pagesCyber Law: Submitted bySonu MishraNo ratings yet
- HP ELITEBOOK 8740W Inventec Armani 6050A2266501Document61 pagesHP ELITEBOOK 8740W Inventec Armani 6050A2266501Gerardo Mediabilla0% (2)
- Step Recovery DiodesDocument3 pagesStep Recovery DiodesfahkingmoronNo ratings yet
- Berger Paints - Ar-19-20 PDFDocument302 pagesBerger Paints - Ar-19-20 PDFSahil Garg100% (1)
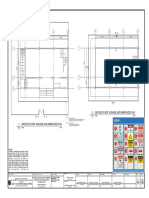
- BSDC CCOE DRAWING FOR 2x6 KL R-1Document1 pageBSDC CCOE DRAWING FOR 2x6 KL R-1best viedosNo ratings yet
- Sample Pilots ChecklistDocument2 pagesSample Pilots ChecklistKin kei MannNo ratings yet
- LS Series Hand Crimping ToolsDocument4 pagesLS Series Hand Crimping ToolsbaolifengNo ratings yet
- Deep Sea Electronics PLC: DSE103 MKII Speed Switch PC Configuration Suite LiteDocument14 pagesDeep Sea Electronics PLC: DSE103 MKII Speed Switch PC Configuration Suite LiteMostafa ShannaNo ratings yet
- General Electric/ Massachusetts State Records Request Response Part 3Document673 pagesGeneral Electric/ Massachusetts State Records Request Response Part 3Gintautas DumciusNo ratings yet
- Competing Models of Entrepreneurial IntentionsDocument22 pagesCompeting Models of Entrepreneurial IntentionsAsri Aneuk HimabisNo ratings yet
- Multiage Education in Small School SettingsDocument19 pagesMultiage Education in Small School SettingsMichelle Ronksley-PaviaNo ratings yet
- Psychological Attitude Towards SafetyDocument17 pagesPsychological Attitude Towards SafetyAMOL RASTOGI 19BCM0012No ratings yet
- Stainless Steel BrochureDocument2 pagesStainless Steel BrochureEvi KusumaningrumNo ratings yet
- Innova M3 New: 3. InstallationDocument8 pagesInnova M3 New: 3. InstallationAndreea DanielaNo ratings yet
- Add New Question (Download - PHP? SC Mecon&id 50911)Document9 pagesAdd New Question (Download - PHP? SC Mecon&id 50911)AnbarasanNo ratings yet
- 25 - Marketing Channels - Value Networks.Document2 pages25 - Marketing Channels - Value Networks.zakavision100% (1)
- Setup LogDocument221 pagesSetup LogCarlos MendezNo ratings yet