You might also like
- Design of crash barrier with reinforced concreteDocument1 pageDesign of crash barrier with reinforced concreteAnkush SharmaNo ratings yet
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- Commercial Building Construction Gantt ChartDocument1 pageCommercial Building Construction Gantt Chartteck yu100% (2)
- IKDC-BINKEI-FP-SAT-RFA-069 FA, Gas Suppression, Pre-ActionDocument33 pagesIKDC-BINKEI-FP-SAT-RFA-069 FA, Gas Suppression, Pre-ActionjendrikoNo ratings yet
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Gas Sweetening and Processing Field ManualFrom EverandGas Sweetening and Processing Field ManualRating: 4 out of 5 stars4/5 (7)
- The Goodheart-Willcox Co., Inc.: Publisher Tinley Park, IllinoisDocument26 pagesThe Goodheart-Willcox Co., Inc.: Publisher Tinley Park, IllinoisSaurav ShresthaNo ratings yet
- Chapter 3 - Heat IntegrationDocument25 pagesChapter 3 - Heat IntegrationAmeerRashidNo ratings yet
- SFD API RP 2a WSD 22ndDocument19 pagesSFD API RP 2a WSD 22ndRoberto Andrés Fernández DomínguezNo ratings yet
- Product Data: Hempel'S 15asgDocument2 pagesProduct Data: Hempel'S 15asgwahyu0% (1)
- Wooden CabinetDocument8 pagesWooden CabinetRodolfo MinhotoNo ratings yet
- IS 456 Code Summary for Reinforced Concrete DesignDocument66 pagesIS 456 Code Summary for Reinforced Concrete DesignDebesh KuanrNo ratings yet
- Tech Spec & Method of Measurement Batcoda With Table of ContDocument154 pagesTech Spec & Method of Measurement Batcoda With Table of Contmearig22293% (27)
- PDS en-GB 45751Document2 pagesPDS en-GB 45751Anuar SalehNo ratings yet
- Critical Spares: Suppliers To The Air-Conditioning, Heating and Refrigeration TradeDocument24 pagesCritical Spares: Suppliers To The Air-Conditioning, Heating and Refrigeration TradeHazem Hasson100% (1)
- PDS Hempathane Topcoat 55210 en-GBDocument2 pagesPDS Hempathane Topcoat 55210 en-GBJames PittsNo ratings yet
- Hempadur Zinc 17360Document2 pagesHempadur Zinc 17360Bang OchimNo ratings yet
- Hempadur Avantguard 550Document2 pagesHempadur Avantguard 550Anuar SalehNo ratings yet
- High-Zinc Epoxy Primer Product DataDocument2 pagesHigh-Zinc Epoxy Primer Product DatasizmaruNo ratings yet
- Hempadur Avantguard 750 1736g - Product DatasheetDocument2 pagesHempadur Avantguard 750 1736g - Product DatasheetWisnu Wardhana0% (1)
- Hempadur Fast Dry 17410 En-GbDocument2 pagesHempadur Fast Dry 17410 En-GbTrịnh Minh KhoaNo ratings yet
- Hempadur 15553Document2 pagesHempadur 15553EngTamerNo ratings yet
- Hempadur 15553 two-component epoxy primerDocument2 pagesHempadur 15553 two-component epoxy primerachusanachuNo ratings yet
- HEMPADUR SPEED-DRY ZP 500 Product Data SheetDocument3 pagesHEMPADUR SPEED-DRY ZP 500 Product Data SheetDHANOOPNo ratings yet
- HEMPADUR ZINC 15360 15360 en-GB PDFDocument2 pagesHEMPADUR ZINC 15360 15360 en-GB PDFErwin MalmsteinNo ratings yet
- Hempel - S Zinc Primer 16490Document2 pagesHempel - S Zinc Primer 16490Haryanto RNo ratings yet
- PDS HEMPATHANE SPEED-DRY TOPCOAT 250 en-GBDocument2 pagesPDS HEMPATHANE SPEED-DRY TOPCOAT 250 en-GBEli KhawNo ratings yet
- PDS HEMPATHANE FAST DRY 55750 en-GBDocument2 pagesPDS HEMPATHANE FAST DRY 55750 en-GBEli KhawNo ratings yet
- Hempaprime Multi 500 Summer 45950Document3 pagesHempaprime Multi 500 Summer 45950omar alkarabliehNo ratings yet
- MS GF 35870 en-GBDocument2 pagesMS GF 35870 en-GBLinnie McleodNo ratings yet
- PDS Hempadur Multi-Strength 35842 en-GBDocument2 pagesPDS Hempadur Multi-Strength 35842 en-GBIfrahimNo ratings yet
- 15553Document2 pages15553danish100% (1)
- Pds Hempadur 35900 En-GbDocument2 pagesPds Hempadur 35900 En-Gbluisbarrios104No ratings yet
- PDS Hempadur Fast Dry 15560 en-GBDocument2 pagesPDS Hempadur Fast Dry 15560 en-GBErwin MalmsteinNo ratings yet
- HEMPADUR MULTI-STRENGTH GF 35870 Product Data SheetDocument3 pagesHEMPADUR MULTI-STRENGTH GF 35870 Product Data SheetAnuar SalehNo ratings yet
- PDS Hempadur Multi-Strength 45753 en-GBDocument2 pagesPDS Hempadur Multi-Strength 45753 en-GBJosip LasanNo ratings yet
- PDS Hempadur Hi-Build 45200 en-GBDocument2 pagesPDS Hempadur Hi-Build 45200 en-GBvitharvanNo ratings yet
- PDS en-GB 16490Document2 pagesPDS en-GB 16490Anuar SalehNo ratings yet
- Product Data for HEMPATHANE HS 55610 Protective CoatingDocument3 pagesProduct Data for HEMPATHANE HS 55610 Protective CoatingAnonymous HPlNDhM6ejNo ratings yet
- PDS Hempaprime Multi 500 Winter en-GBDocument2 pagesPDS Hempaprime Multi 500 Winter en-GBFreddyNo ratings yet
- Hempadur Quattro InglesDocument3 pagesHempadur Quattro InglesElizabeth Maria Bazán MoralesNo ratings yet
- HEMPEL'S VINYL ESTER GF 35910 Product Data SheetDocument2 pagesHEMPEL'S VINYL ESTER GF 35910 Product Data SheetEngTamerNo ratings yet
- Hempel'S Vinyl Ester GF 35910: Description: Recommended UseDocument2 pagesHempel'S Vinyl Ester GF 35910: Description: Recommended UseSurendra KumarNo ratings yet
- In 1st-PDS Hempadur 15570 en-GB PDFDocument3 pagesIn 1st-PDS Hempadur 15570 en-GB PDFdcsamaraweeraNo ratings yet
- HEMPADUR PRIMER 15300 Product Data SheetDocument3 pagesHEMPADUR PRIMER 15300 Product Data SheetvitharvanNo ratings yet
- HEMPADUR MASTIC 45880 Product DataDocument3 pagesHEMPADUR MASTIC 45880 Product DataQA QCNo ratings yet
- PDS Hempathane HS 55610 en-GBDocument3 pagesPDS Hempathane HS 55610 en-GBalouisNo ratings yet
- HEMPADUR MULTI-STRENGTH 35530 BlackDocument2 pagesHEMPADUR MULTI-STRENGTH 35530 BlackRuby Faith EspinosaNo ratings yet
- Product Data: Hempadur Multi-Strength 35530Document2 pagesProduct Data: Hempadur Multi-Strength 35530Vijayaraj KumarNo ratings yet
- Paint Specification HamadourDocument2 pagesPaint Specification HamadourAbdul Majid LodhiNo ratings yet
- Hempathane Hs 55610 55610 En-GbDocument2 pagesHempathane Hs 55610 55610 En-GbfaizalNo ratings yet
- PDS Hempadur 35560 en-GBDocument2 pagesPDS Hempadur 35560 en-GBErwin MalmsteinNo ratings yet
- DSA 2011 01590 - HEMPADUR ZINC 15343 DatasheetDocument2 pagesDSA 2011 01590 - HEMPADUR ZINC 15343 DatasheetMehedi HasanNo ratings yet
- Hempathane Topcoat Product DataDocument2 pagesHempathane Topcoat Product DataQA QCNo ratings yet
- HEMPADUR 45143 Cold Climate Epoxy CoatingDocument2 pagesHEMPADUR 45143 Cold Climate Epoxy CoatingJoaoNo ratings yet
- Pds Hempathane Topcoat 55210 En-GbDocument2 pagesPds Hempathane Topcoat 55210 En-GbSachin NambiarNo ratings yet
- Hempaline Prepare 130Document2 pagesHempaline Prepare 130CRISTIAN SILVIU IANUCNo ratings yet
- APCS-26T HempelDocument5 pagesAPCS-26T HempelarjunmohananNo ratings yet
- Hempadur Pro Zinc 17380 Zinc-Rich Epoxy Primer Product Data SheetDocument2 pagesHempadur Pro Zinc 17380 Zinc-Rich Epoxy Primer Product Data Sheetprabha221No ratings yet
- Hempathane Topcoat Product DataDocument2 pagesHempathane Topcoat Product DataSanjay TekriwalNo ratings yet
- Intersleek 1100SR: Advanced Fluoropolymer Foul Release CoatingDocument4 pagesIntersleek 1100SR: Advanced Fluoropolymer Foul Release CoatingYanyan2009No ratings yet
- HEMPADUR 47182 47182 en-GB PDFDocument3 pagesHEMPADUR 47182 47182 en-GB PDFwilfran villegasNo ratings yet
- Protect industrial surfaces with HEMPADUR 85671Document2 pagesProtect industrial surfaces with HEMPADUR 85671EkoAndriAntoNo ratings yet
- Pds Hempadur 85671Document2 pagesPds Hempadur 85671Namta GeorgeNo ratings yet
- Hempadur Mastic 45881-12170Document3 pagesHempadur Mastic 45881-12170Bang OchimNo ratings yet
- PDS Hempaprime Multi 500 Summer en-GBDocument2 pagesPDS Hempaprime Multi 500 Summer en-GBFreddyNo ratings yet
- Environmental Scenario in Indian Mining Industry - an OverviewFrom EverandEnvironmental Scenario in Indian Mining Industry - an OverviewNo ratings yet
- Oasis 8425HS Epoxy Zinc Phosphate Primer BuildcoatDocument2 pagesOasis 8425HS Epoxy Zinc Phosphate Primer BuildcoatSachin NambiarNo ratings yet
- Sweep Blasting Hot Dip Galvanizing: Advisory NoteDocument1 pageSweep Blasting Hot Dip Galvanizing: Advisory NoteSachin NambiarNo ratings yet
- SGQ 1. Description: Technical Specification Wire Rod Quality: Sae1008Document1 pageSGQ 1. Description: Technical Specification Wire Rod Quality: Sae1008Sachin NambiarNo ratings yet
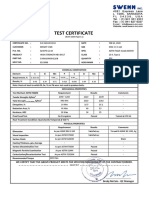
- Test Certificate: (BS EN 10204 Type 3.1)Document1 pageTest Certificate: (BS EN 10204 Type 3.1)Sachin NambiarNo ratings yet
- Brushable - Zinc - Coating - PDF - (002) PdsDocument2 pagesBrushable - Zinc - Coating - PDF - (002) PdsSachin NambiarNo ratings yet
- Rme Truck#73133 Packing List 1Document2 pagesRme Truck#73133 Packing List 1Sachin NambiarNo ratings yet
- Pictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsDocument24 pagesPictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsBellana SirishNo ratings yet
- 5d709 DR Fixit Uniproof 5000Document3 pages5d709 DR Fixit Uniproof 5000Rajesh KumarNo ratings yet
- Rme Truck#73133 Packing List 1Document2 pagesRme Truck#73133 Packing List 1Sachin NambiarNo ratings yet
- Hempadur Mastic 45880-45881Document3 pagesHempadur Mastic 45880-45881David HoffmanNo ratings yet
- Rme Truck# 30548 Packing List DTD 04-11-15 3Document2 pagesRme Truck# 30548 Packing List DTD 04-11-15 3Sachin NambiarNo ratings yet
- Rme Truck# 30548 Packing List DTD 04-11-15 3Document2 pagesRme Truck# 30548 Packing List DTD 04-11-15 3Sachin NambiarNo ratings yet
- Rotary & Demolition Hammer: CatalogueDocument40 pagesRotary & Demolition Hammer: CatalogueSachin NambiarNo ratings yet
- Needle BearingDocument234 pagesNeedle Bearingprasanna2210No ratings yet
- Everything you need to know about needle roller bearingsDocument19 pagesEverything you need to know about needle roller bearingszazu1No ratings yet
- NSK FreeDocument3 pagesNSK FreeSachin NambiarNo ratings yet
- Unique Floating Mechanism System Automatically Adjusts The Difference Between The Spindle Feed of The TapDocument2 pagesUnique Floating Mechanism System Automatically Adjusts The Difference Between The Spindle Feed of The TapSachin NambiarNo ratings yet
- Product Data Sheet: Transurethane Finish 3.43Document2 pagesProduct Data Sheet: Transurethane Finish 3.43Sachin NambiarNo ratings yet
- Hempadur Zinc 17340 17340Document2 pagesHempadur Zinc 17340 17340Sachin NambiarNo ratings yet
- Hempadur Mastic 45880-45881Document3 pagesHempadur Mastic 45880-45881David HoffmanNo ratings yet
- Pds Hempathane Topcoat 55210 En-GbDocument2 pagesPds Hempathane Topcoat 55210 En-GbSachin NambiarNo ratings yet
- Pds Hempathane Topcoat 55210 En-GbDocument2 pagesPds Hempathane Topcoat 55210 En-GbSachin NambiarNo ratings yet
- Product Data Sheet: Transunilac Finish 3.30Document2 pagesProduct Data Sheet: Transunilac Finish 3.30Sachin NambiarNo ratings yet
- General Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessDocument8 pagesGeneral Requirements For Steel Sheet, Metallic-Coated by The Hot-Dip ProcessJoão BarrigóNo ratings yet
- Product Data Sheet: Transolac Finish 3.31Document2 pagesProduct Data Sheet: Transolac Finish 3.31Sachin NambiarNo ratings yet
- A 792 GalvalumeDocument5 pagesA 792 GalvalumeKapa SandeepNo ratings yet
- Product Data Sheet: Transpoxy Finish 4.60Document2 pagesProduct Data Sheet: Transpoxy Finish 4.60Sachin NambiarNo ratings yet
- Product Data Sheet: Transoplate Epoxy Primer 1.57Document2 pagesProduct Data Sheet: Transoplate Epoxy Primer 1.57Sachin NambiarNo ratings yet
- T.o.1.55 (Zinc Rich Epoxy Primer)Document2 pagesT.o.1.55 (Zinc Rich Epoxy Primer)Sachin NambiarNo ratings yet
- 39CQM A15 1PDDocument29 pages39CQM A15 1PDnhat100% (1)
- Repair of Pile Cap Foundations Using Strut and Tie ModelsDocument8 pagesRepair of Pile Cap Foundations Using Strut and Tie ModelsMyat NoeNo ratings yet
- Compact Kettle Reboiler GuideDocument28 pagesCompact Kettle Reboiler GuideJavier GarcíaNo ratings yet
- Mci - 2241/mci - 2242 Watertight Coat: Typical Applications and FeaturesDocument2 pagesMci - 2241/mci - 2242 Watertight Coat: Typical Applications and FeaturesAdrian EspinosaNo ratings yet
- Connect Through Allied IndexDocument20 pagesConnect Through Allied IndexkaicyemNo ratings yet
- PCD324 - 2023 - Lesson - 2 - Part 2Document27 pagesPCD324 - 2023 - Lesson - 2 - Part 2Gatmin, Patrick M.No ratings yet
- Polymer Modified Concrete - Types, Properties and ApplicationsDocument3 pagesPolymer Modified Concrete - Types, Properties and ApplicationssahilkaushikNo ratings yet
- Engineering Materials: ReinforcementDocument32 pagesEngineering Materials: ReinforcementPromee Nafiza AnjumNo ratings yet
- Aux Boiler Startup ChecklistDocument4 pagesAux Boiler Startup ChecklistAmaresh NayakNo ratings yet
- Torque (N-M) For Class 150 Asme B16.5 Raised Face Flanges (Sheet Gaskets - Ptfe Fluoropolymer Coated Fasteners)Document2 pagesTorque (N-M) For Class 150 Asme B16.5 Raised Face Flanges (Sheet Gaskets - Ptfe Fluoropolymer Coated Fasteners)vesselyNo ratings yet
- Acom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFDocument16 pagesAcom85 - 4 High Temperature Behaviour of The Austenitic SS UNS S30815 (253 MA) & Weldments PDFpipedown456No ratings yet
- Kingsmill - Earthing and Lightning Protection 2014 CatalogueDocument96 pagesKingsmill - Earthing and Lightning Protection 2014 CataloguePalma HéctorNo ratings yet
- SR No Office Name: Hi-Life Machine Tools LimitedDocument10 pagesSR No Office Name: Hi-Life Machine Tools LimitedShauryaRajNo ratings yet
- Erdc GSLSR 11 1Document180 pagesErdc GSLSR 11 1omar heshamNo ratings yet
- Third Narmada BridgeDocument2 pagesThird Narmada BridgeIndra MishraNo ratings yet
- NZEB Checklist PDFDocument13 pagesNZEB Checklist PDFRavi Kishore GadariNo ratings yet
- Ijret20150403006 PDFDocument5 pagesIjret20150403006 PDFPatricio G. ArrienNo ratings yet
- NITSCHEDULEDocument7 pagesNITSCHEDULEmarcNo ratings yet
- EPSON010Document1 pageEPSON010Alice Margaret HargestNo ratings yet
- Cadb He 21 Pro H - D 4930Document8 pagesCadb He 21 Pro H - D 4930IgorVutucNo ratings yet