You might also like
- Industrial and Process Furnaces: Principles, Design and OperationFrom EverandIndustrial and Process Furnaces: Principles, Design and OperationNo ratings yet
- Lab Energy For Proximate Analysis of Coal and BiomassDocument14 pagesLab Energy For Proximate Analysis of Coal and BiomassPadam Prasad PaudelNo ratings yet
- Characteristics of Biomass Charcoal Briquetttes and Pollutant Emission Reduction For Sulfur and Nitrogen During CombustionDocument10 pagesCharacteristics of Biomass Charcoal Briquetttes and Pollutant Emission Reduction For Sulfur and Nitrogen During Combustiongabrielpio654No ratings yet
- DCS 2012 3 2 323 335Document13 pagesDCS 2012 3 2 323 335Azza M. ElnenaeyNo ratings yet
- How To Improve Boiler EfficiencyDocument6 pagesHow To Improve Boiler EfficiencyPawan GoyalNo ratings yet
- Ari Rabl-Active Solar Collectors and Their Applications (1985)Document5 pagesAri Rabl-Active Solar Collectors and Their Applications (1985)Ravichandra BanavatNo ratings yet
- Combustion and Co-Combustion of Biomass: Fundamentals, Technologies, and Primary Measures For Emission ReductionDocument12 pagesCombustion and Co-Combustion of Biomass: Fundamentals, Technologies, and Primary Measures For Emission ReductionLisa FosterNo ratings yet
- 23-03-2021-1616495206-6-.-1. Engg - Production of A Producer Gas From Woody Biomass Using Co2 Capturing ChemicalsDocument12 pages23-03-2021-1616495206-6-.-1. Engg - Production of A Producer Gas From Woody Biomass Using Co2 Capturing ChemicalsImpact JournalsNo ratings yet
- 13 Chapter3 PDFDocument49 pages13 Chapter3 PDFmharitmsNo ratings yet
- Reed Briquets in Domestic HeatingDocument4 pagesReed Briquets in Domestic HeatingDan ErvinNo ratings yet
- Energy InstituteDocument14 pagesEnergy Instituteahmed mahfouzNo ratings yet
- Devi, 2002Document16 pagesDevi, 2002kainath56No ratings yet
- InTech-Thermal Plasma Gasification of Municipal Solid Waste MSWDocument29 pagesInTech-Thermal Plasma Gasification of Municipal Solid Waste MSWWangunNo ratings yet
- 1 s2.0 S0956053X23004567 MainDocument9 pages1 s2.0 S0956053X23004567 MainAbdullah SafiNo ratings yet
- Effect of Operating Parameters On Coal GasificationDocument13 pagesEffect of Operating Parameters On Coal GasificationViet TruongnhuNo ratings yet
- Improving Quality and Yield Production of Coconut Shell Charcoal Through A Modified Pyrolysis Reactor With Tar Scrubber To Reduce Smoke PollutionDocument10 pagesImproving Quality and Yield Production of Coconut Shell Charcoal Through A Modified Pyrolysis Reactor With Tar Scrubber To Reduce Smoke PollutionDwight Dave CabileNo ratings yet
- A Review On Gasifier Modification For Tar Reduction in Biomass GasificationDocument16 pagesA Review On Gasifier Modification For Tar Reduction in Biomass GasificationisttNo ratings yet
- Improving Quality and Yield Production of Coconut Shell Charcoal Through A Modified Pyrolysis Reactor With Tar Scrubber To Reduce Smoke PollutionDocument11 pagesImproving Quality and Yield Production of Coconut Shell Charcoal Through A Modified Pyrolysis Reactor With Tar Scrubber To Reduce Smoke PollutionMohd FazilyNo ratings yet
- Review of Related Literature and Studies: Process Volume Per Day in Cubic Meter Mass of 30% Moisture Patula Pine in KGDocument7 pagesReview of Related Literature and Studies: Process Volume Per Day in Cubic Meter Mass of 30% Moisture Patula Pine in KGJohannis ReyNo ratings yet
- Main PaperDocument7 pagesMain PaperTiên PhạmNo ratings yet
- ZEOLIT 13X A Gholipour2016Document27 pagesZEOLIT 13X A Gholipour2016Malasari NasutionNo ratings yet
- Furnaces With Vortex Burning For Burning of Wood WDocument4 pagesFurnaces With Vortex Burning For Burning of Wood WspawnmeaddowNo ratings yet
- Experimental Investigation of A Dual Stage Ignition Biomass DowndraftDocument10 pagesExperimental Investigation of A Dual Stage Ignition Biomass Downdraft吳浩宇No ratings yet
- Carbon Particule Reduction From The Flue Gas of Brick IndustryDocument5 pagesCarbon Particule Reduction From The Flue Gas of Brick IndustryCristhyan Willy Raa TorresNo ratings yet
- 1912 3479 2 PBDocument5 pages1912 3479 2 PBResti Serlina SariNo ratings yet
- 7074 24595 1 SMDocument7 pages7074 24595 1 SMdurjoythermaxNo ratings yet
- Biomass For Power and Energy Generation: Narsimhulu SankeDocument5 pagesBiomass For Power and Energy Generation: Narsimhulu SankeHiteshNo ratings yet
- Thermal Behaviour and Kinetics of Coal Biomass Blends During Co-Combustion - Bioresource Technology 2010Document8 pagesThermal Behaviour and Kinetics of Coal Biomass Blends During Co-Combustion - Bioresource Technology 2010Farid AouladNo ratings yet
- A Review of The Primary Measures For Tar Elimination in Biomass Gasification ProcessesDocument16 pagesA Review of The Primary Measures For Tar Elimination in Biomass Gasification ProcessescokavoliNo ratings yet
- Gasification and IncinerationDocument13 pagesGasification and IncinerationPriyanshu ShekharNo ratings yet
- 1 s2.0 S2666016422000950 MainDocument8 pages1 s2.0 S2666016422000950 MainjahidulNo ratings yet
- Ninduangdee 2013Document6 pagesNinduangdee 2013Valeria PujosNo ratings yet
- Effect of Ignition Delay (ID) On Performance, Emission and Combustion Characteristics of 2-Methyl Furan-Unleaded Gasoline Blends in A MPFI SI EngineDocument10 pagesEffect of Ignition Delay (ID) On Performance, Emission and Combustion Characteristics of 2-Methyl Furan-Unleaded Gasoline Blends in A MPFI SI EngineDito ArdiantoNo ratings yet
- SS LaxminarayaninstituteoftechnologyDocument7 pagesSS LaxminarayaninstituteoftechnologylatitudemediNo ratings yet
- Bhavesh ProjectDocument14 pagesBhavesh ProjectRahul LimbaniNo ratings yet
- Pyrolysis Using Microwave Heating: A Sustainable Process For Recycling Used Car Engine OilDocument7 pagesPyrolysis Using Microwave Heating: A Sustainable Process For Recycling Used Car Engine OilSalman Raza NaqviNo ratings yet
- Ajeassp 2017 353 365Document13 pagesAjeassp 2017 353 365Zybil SemenseNo ratings yet
- 2010 - Energy - Paper With Cover Page v2Document8 pages2010 - Energy - Paper With Cover Page v2Elhissin ElhissinnNo ratings yet
- Woody Biomass Characterization For 100 Megawatt-Hours (MW)Document6 pagesWoody Biomass Characterization For 100 Megawatt-Hours (MW)Sek PyroNo ratings yet
- 13 Article Azojete Vol 8 133-138Document6 pages13 Article Azojete Vol 8 133-138Oyeniyi Samuel KehindeNo ratings yet
- Nurhilal 2018 J. Phys. Conf. Ser. 1080 012024Document7 pagesNurhilal 2018 J. Phys. Conf. Ser. 1080 012024Emmanuel MatutuNo ratings yet
- Green, Eco, Innovative Design, and Manufacturing Technology of A 1-Ton Per Batch Municipal Solid Waste IncineratorDocument4 pagesGreen, Eco, Innovative Design, and Manufacturing Technology of A 1-Ton Per Batch Municipal Solid Waste IncineratorJaime EcheverriNo ratings yet
- Pine Needle Briquettes: A Renewable Source of Energy: June 2013Document8 pagesPine Needle Briquettes: A Renewable Source of Energy: June 2013Lexus Zander RambaudNo ratings yet
- Effect of Chemical Properties of Coal On Its Combustion BehaviorDocument9 pagesEffect of Chemical Properties of Coal On Its Combustion BehaviorLuisana MolinaNo ratings yet
- 05 Coalcombustion Paper PDFDocument9 pages05 Coalcombustion Paper PDFLuisana MolinaNo ratings yet
- World's Largest Science, Technology & Medicine Open Access Book PublisherDocument29 pagesWorld's Largest Science, Technology & Medicine Open Access Book Publisherlifemillion2847No ratings yet
- Rios, 2018Document26 pagesRios, 2018kainath56No ratings yet
- Experimental Study On The Effects of Injection Timing Using Reuse of Waste Energy As A Fuel On A Diesel EngineDocument9 pagesExperimental Study On The Effects of Injection Timing Using Reuse of Waste Energy As A Fuel On A Diesel EngineIJRES teamNo ratings yet
- The Environmental Assessment of The Wood CombustionDocument8 pagesThe Environmental Assessment of The Wood Combustion10 000 de cartiNo ratings yet
- Experimental Studies On Downdraft Biomass GasifierDocument6 pagesExperimental Studies On Downdraft Biomass GasifierS Bharadwaj ReddyNo ratings yet
- Energies 14 02901 v2Document11 pagesEnergies 14 02901 v2Jet BautistaNo ratings yet
- Combustible Con Hidrógeno de Aceite de GirasolDocument7 pagesCombustible Con Hidrógeno de Aceite de Girasolluis carlos castilloNo ratings yet
- EasyChair Preprint 5963Document19 pagesEasyChair Preprint 5963tush16arNo ratings yet
- Rafael Damar Arjanggi - Indiv Assg 1 - PPE-2017Document19 pagesRafael Damar Arjanggi - Indiv Assg 1 - PPE-2017Rafael DamarNo ratings yet
- Particle and Tar Removal From Syngas - Application To Small Scale GasifierDocument3 pagesParticle and Tar Removal From Syngas - Application To Small Scale GasifierShidramayya HiremathNo ratings yet
- Combustion CFDDocument10 pagesCombustion CFDKaue ARNo ratings yet
- CO2 Energy Vector in The Concept of CircularDocument9 pagesCO2 Energy Vector in The Concept of CircularMr PolashNo ratings yet
- 8603-Article Text-55741-1-10-20210223Document12 pages8603-Article Text-55741-1-10-20210223thakare.hiteshNo ratings yet
- Combustion in Porous Media : BY Prof. Dr. Mohammed Hamdan & Eng. Nabeel Abo ShabanDocument22 pagesCombustion in Porous Media : BY Prof. Dr. Mohammed Hamdan & Eng. Nabeel Abo ShabanDamy ManesiNo ratings yet
- Try Reforming of Co2Document10 pagesTry Reforming of Co2tabrejalamdps19No ratings yet
- An Analytical Study On Heat Transfer Performance ofDocument18 pagesAn Analytical Study On Heat Transfer Performance ofsanchez_1256No ratings yet
- Human and Ecological Risk Assessment: An International JournalDocument9 pagesHuman and Ecological Risk Assessment: An International JournalSaleel ChuriNo ratings yet
- Sustainability 11 04980Document18 pagesSustainability 11 04980Advenser GroupNo ratings yet
- Human and Ecological Risk Assessment: An International JournalDocument9 pagesHuman and Ecological Risk Assessment: An International JournalSaleel ChuriNo ratings yet
- Calais 2017Document20 pagesCalais 2017Saleel ChuriNo ratings yet
- Spanish Journal of Legal Medicine: Management of Corpses During The COVID-19 Pandemic in SpainDocument10 pagesSpanish Journal of Legal Medicine: Management of Corpses During The COVID-19 Pandemic in SpainSaleel ChuriNo ratings yet
- 10 1016@j Firesaf 2018 04 007Document11 pages10 1016@j Firesaf 2018 04 007Saleel ChuriNo ratings yet
- Thermal Science and Engineering Progress: Tayebeh Darbandi, Mikael Risberg, Lars WesterlundDocument9 pagesThermal Science and Engineering Progress: Tayebeh Darbandi, Mikael Risberg, Lars WesterlundSaleel ChuriNo ratings yet
- Toxic Atmospheric Pollutants From Crematoria Ovens: Characterization, Emission Factors, and ModelingDocument13 pagesToxic Atmospheric Pollutants From Crematoria Ovens: Characterization, Emission Factors, and ModelingSaleel ChuriNo ratings yet
- PM Emissions From Urban Crematoriums PM Emissions From Urban CrematoriumsDocument5 pagesPM Emissions From Urban Crematoriums PM Emissions From Urban CrematoriumsSaleel ChuriNo ratings yet
- Xue 2016Document9 pagesXue 2016Saleel ChuriNo ratings yet
- Rest in Peace!: November 2019Document5 pagesRest in Peace!: November 2019Saleel Churi100% (1)
- Modeling of Wet ScrubberDocument12 pagesModeling of Wet ScrubberNguyen Dang Binh ThanhNo ratings yet
- MODERN GAS CREAMATORIUM MODEL III - Semipermanaent Pitched Sheet Roof Typr-DrawingDocument7 pagesMODERN GAS CREAMATORIUM MODEL III - Semipermanaent Pitched Sheet Roof Typr-DrawingBittu GhoshNo ratings yet
- Filters Features and BenefitsDocument13 pagesFilters Features and BenefitsGanGker HLNo ratings yet
- Air Pollution in MeghalayaDocument45 pagesAir Pollution in MeghalayasckatiyarNo ratings yet
- MSDS Mechanix OrangeDocument7 pagesMSDS Mechanix OrangeDania Yesenia Rodriguez MoranNo ratings yet
- Acetal MsdsDocument3 pagesAcetal MsdsDouglas AlayónNo ratings yet
- 3M 6051 A1 Filter-Data SheetDocument1 page3M 6051 A1 Filter-Data SheetMichael TadrosNo ratings yet
- Air Pollution in ChinaDocument17 pagesAir Pollution in Chinadgarcia120No ratings yet
- Group 3 Air Sampling Experiment: Name Student IDDocument11 pagesGroup 3 Air Sampling Experiment: Name Student IDammarnizamuddinNo ratings yet
- The True Cost of FoodDocument1 pageThe True Cost of FoodbuffandeauNo ratings yet
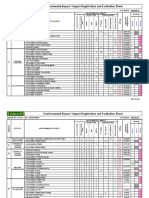
- Environmental Aspect / Impact Registration and Evaluation SheetDocument3 pagesEnvironmental Aspect / Impact Registration and Evaluation SheetrewrtegamingNo ratings yet
- Applied Sciences: Temporal Trend of PM and Associated Human Health Risk Over The Past Decade in Cluj-Napoca City, RomaniaDocument13 pagesApplied Sciences: Temporal Trend of PM and Associated Human Health Risk Over The Past Decade in Cluj-Napoca City, RomaniaLucica BarbesNo ratings yet
- Global WarmingDocument10 pagesGlobal WarmingAnshika Awasthi100% (1)
- Raq GaaplDocument102 pagesRaq GaaplQasimNo ratings yet
- MSDSDocument6 pagesMSDSbuddhikasat0% (1)
- Air Pollution in Dhaka CityDocument9 pagesAir Pollution in Dhaka CityJaber AbdullahNo ratings yet
- Depyrogenation Tunnel QualificationDocument1 pageDepyrogenation Tunnel Qualificationjeyapragash RamadassNo ratings yet
- SprayDocument16 pagesSprayTheyvan T-vanNo ratings yet
- Pep Minera MP Envpep1412009 v2Document5 pagesPep Minera MP Envpep1412009 v2Rahul KumarNo ratings yet
- Essay About NatureDocument2 pagesEssay About NatureAddison CharlletNo ratings yet
- Halogen Boiling Point 10.1.1.510.8630Document6 pagesHalogen Boiling Point 10.1.1.510.8630NITIN P SHAHNo ratings yet
- Design of Cyclone For Cement FactoryDocument5 pagesDesign of Cyclone For Cement FactoryverygoodbrotherNo ratings yet
- Bauxite Mining in Kuantan Leads To Catastrophic DisasterDocument21 pagesBauxite Mining in Kuantan Leads To Catastrophic DisasterHaziman ZakariaNo ratings yet
- Dcc3113 HighwayDocument10 pagesDcc3113 HighwayMuhammad TarmiziNo ratings yet
- Greg Briner Science Wairarapa Talk May 2023Document26 pagesGreg Briner Science Wairarapa Talk May 2023api-209402888No ratings yet
- Cleaner Bioprocesses and Sustainable Development: Krishna PrajapatiDocument10 pagesCleaner Bioprocesses and Sustainable Development: Krishna PrajapatikrishnaNo ratings yet
- Impranil C 00268836 EN USDocument9 pagesImpranil C 00268836 EN USregNo ratings yet
- Tridecyl Benzene SDSDocument2 pagesTridecyl Benzene SDSVanessa LeónNo ratings yet
- Solar OvenDocument5 pagesSolar Ovenlink head0% (1)
- CHILLER, AHU and FCU SYSTEMSDocument67 pagesCHILLER, AHU and FCU SYSTEMSAnonymous zpy8Ea9uNo ratings yet
- Lab 1Document3 pagesLab 1Cam R.No ratings yet
- ExcavationDocument18 pagesExcavationBogdan-Gabriel SchiopuNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Phase Equilibria in Chemical EngineeringFrom EverandPhase Equilibria in Chemical EngineeringRating: 4 out of 5 stars4/5 (11)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Pharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryFrom EverandPharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryOtilia M. Y. KooNo ratings yet
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Recognizing Catastrophic Incident Warning Signs in the Process IndustriesFrom EverandRecognizing Catastrophic Incident Warning Signs in the Process IndustriesNo ratings yet