You might also like
- Power Electronics Design: A Practitioner's GuideFrom EverandPower Electronics Design: A Practitioner's GuideRating: 4.5 out of 5 stars4.5/5 (3)
- Mechanical (Turbines and Auxiliary Equipment): Second Revised and Enlarged EditionFrom EverandMechanical (Turbines and Auxiliary Equipment): Second Revised and Enlarged EditionA. SherryRating: 4 out of 5 stars4/5 (5)
- Working Guide to Drilling Equipment and OperationsFrom EverandWorking Guide to Drilling Equipment and OperationsRating: 5 out of 5 stars5/5 (9)
- 1 - Y6 Plus Operation ManualDocument50 pages1 - Y6 Plus Operation ManualLeo CarrizoNo ratings yet
- Machine Design Elements and AssembliesFrom EverandMachine Design Elements and AssembliesRating: 3.5 out of 5 stars3.5/5 (2)
- Frequency Distribution For Categorical DataDocument6 pagesFrequency Distribution For Categorical Databakhtawar soniaNo ratings yet
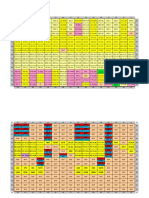
- Full Opcodes Tables of CPUs: Z80A, Z80180 (HD64180)Document9 pagesFull Opcodes Tables of CPUs: Z80A, Z80180 (HD64180)Eugene LisovyNo ratings yet
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- 1104d-E44ta sbl@96.5kw (Tpd1575e1)Document10 pages1104d-E44ta sbl@96.5kw (Tpd1575e1)pricopdaniel50% (2)
- Cheatsheet PDFDocument2 pagesCheatsheet PDFbfirepowerNo ratings yet
- 6HI Reversible Cold Rolling 1350 MM, 550 MPM: Client: PLASTOCHEM India Pvt. LTDDocument58 pages6HI Reversible Cold Rolling 1350 MM, 550 MPM: Client: PLASTOCHEM India Pvt. LTDSANTOSH TIWARINo ratings yet
- Mil Spec Backshells and Connector AccessoriesDocument269 pagesMil Spec Backshells and Connector AccessoriesNemanja SedlarevićNo ratings yet
- CQ6280 For BJ-32120 Manual TornoDocument81 pagesCQ6280 For BJ-32120 Manual TornoJuan Daniel Frias Sosa100% (1)
- Sample - Catamaran Trim & Stability BookletDocument37 pagesSample - Catamaran Trim & Stability BookletNiranjan Kumar Injeti100% (1)
- Manual de Venta de PiezasDocument378 pagesManual de Venta de PiezasGARY BAUTISTANo ratings yet
- 04 MillingDocument21 pages04 MillingMKPashaPasha100% (1)
- Initial Load Test ReportDocument6 pagesInitial Load Test ReportRAHUL RAVINDRANNo ratings yet
- Troubleshooting Optical Fiber Networks: Understanding and Using Optical Time-Domain ReflectometersFrom EverandTroubleshooting Optical Fiber Networks: Understanding and Using Optical Time-Domain ReflectometersRating: 5 out of 5 stars5/5 (2)
- Schneider Electric transformer installation manualDocument107 pagesSchneider Electric transformer installation manualpsony172003No ratings yet
- New Rolling Method of Reversing Cold Rolling MillDocument10 pagesNew Rolling Method of Reversing Cold Rolling MillVikas SharmaNo ratings yet
- CV Software Testing EngineerDocument3 pagesCV Software Testing EngineerRākesh Rakhi100% (1)
- Alfagomma - Oil & GasDocument115 pagesAlfagomma - Oil & GasIgor Bastos100% (1)
- Atlas Copco MT6020 PDFDocument4 pagesAtlas Copco MT6020 PDFPaulina Diaz DiazNo ratings yet
- Hiab 270Document163 pagesHiab 270hiroak06No ratings yet
- Deutz 913 SpecsDocument6 pagesDeutz 913 SpecsIrwin JoseNo ratings yet
- ZL50H Manual PDFDocument77 pagesZL50H Manual PDFMasoodKan75% (4)
- Especificaciones Tecnicas Dumper Mt2010Document4 pagesEspecificaciones Tecnicas Dumper Mt2010CepiconSacNo ratings yet
- ISO 30302 2015 SpanishDocument50 pagesISO 30302 2015 SpanishThant AungNo ratings yet
- Cooling BedDocument47 pagesCooling BedSubrata ChakrabortyNo ratings yet
- 105 Wood Chipper 21010 (Dechiqueteuse)Document16 pages105 Wood Chipper 21010 (Dechiqueteuse)haythemNo ratings yet
- SBPT Catalogue DC CouplingDocument11 pagesSBPT Catalogue DC CouplingEserNo ratings yet
- 9 - Equipment Damage Curves Generators PDFDocument4 pages9 - Equipment Damage Curves Generators PDFMoulay m'hammed LOUKILINo ratings yet
- JJX140 Drop Box Operation ManualDocument12 pagesJJX140 Drop Box Operation ManualMohammed MostafaNo ratings yet
- MDA Instruction ManualDocument19 pagesMDA Instruction ManualNolan GaraNo ratings yet
- Juki - Lk1900an-Hs (Inglês)Document67 pagesJuki - Lk1900an-Hs (Inglês)Otavio SantosNo ratings yet
- 1012E Engine Powers Construction EquipmentDocument6 pages1012E Engine Powers Construction EquipmentSiding BarroNo ratings yet
- Capacity ChartDocument33 pagesCapacity ChartGeorge ZormpasNo ratings yet
- Notes: Wave Spectrum - Wind Turbines - Part 1: Design RequirementsDocument10 pagesNotes: Wave Spectrum - Wind Turbines - Part 1: Design RequirementsTan Keat JinNo ratings yet
- 1LE0001 Marine Motors Installation and Maintenance Manual 1LE0001系列船用三相异步电动机安装与维护手册Document37 pages1LE0001 Marine Motors Installation and Maintenance Manual 1LE0001系列船用三相异步电动机安装与维护手册marketivyyangNo ratings yet
- F203 巴基斯坦 CCC 项目(6700 T/D) Side Suspended Boom Stacker (CBD600,720max/16) Side-type Scraper Reclaimer (CGQ200,250max/24) ManualDocument25 pagesF203 巴基斯坦 CCC 项目(6700 T/D) Side Suspended Boom Stacker (CBD600,720max/16) Side-type Scraper Reclaimer (CGQ200,250max/24) ManualOsama RehmanNo ratings yet
- FXVQ-NTL (Edmt391613) (En)Document60 pagesFXVQ-NTL (Edmt391613) (En)Arthur OliveiraNo ratings yet
- Operation and Maintenance Manual for Semi-Automatic Shaping DeviceDocument42 pagesOperation and Maintenance Manual for Semi-Automatic Shaping Deviceandres correa100% (1)
- FreetDocument32 pagesFreetHamed GeramiNo ratings yet
- Hydrodynamic Journal BearingDocument3 pagesHydrodynamic Journal BearingJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- 4HR Service ManualDocument10 pages4HR Service ManualMarco LeivaNo ratings yet
- HMAP BR 201410-00 ZX470LC-5G Indonesia PDFDocument2 pagesHMAP BR 201410-00 ZX470LC-5G Indonesia PDFIndra PurnamaNo ratings yet
- Fenaflex Couplings: Selection ExampleDocument6 pagesFenaflex Couplings: Selection Examplemipaoll70No ratings yet
- 3040SSB Kodak m6Document22 pages3040SSB Kodak m6Pepe GarciaNo ratings yet
- Analys990222 OutDocument31 pagesAnalys990222 Outmajmor-1No ratings yet
- Airmotive enDocument20 pagesAirmotive enasritaipNo ratings yet
- Minetruck MT436B: Atlas Copco Underground TrucksDocument6 pagesMinetruck MT436B: Atlas Copco Underground Trucksjonathan chipolongoNo ratings yet
- Samson KS 1025 OperationDocument28 pagesSamson KS 1025 OperationJuanBastidasNo ratings yet
- DMSCP Manual EngDocument58 pagesDMSCP Manual EngMgc ElektronikNo ratings yet
- Depart Ment Blowroom-Carding Unilap Drawing Comber Simplex Spinning Autoconer YCP Quality ControlDocument13 pagesDepart Ment Blowroom-Carding Unilap Drawing Comber Simplex Spinning Autoconer YCP Quality ControlVenkatesh BabuNo ratings yet
- Technical Manual DBDocument27 pagesTechnical Manual DBRentu Philipose100% (2)
- Atlas Copco Off Highway Dump Trucks Spec 11ece7Document4 pagesAtlas Copco Off Highway Dump Trucks Spec 11ece7Fazal AhmedNo ratings yet
- Industrial Open Power Unit: SeriesDocument9 pagesIndustrial Open Power Unit: Serieseli abdul rohimNo ratings yet
- BIOBASE Table-Type Low Speed Centrifuge BKC-TL4II User Manual 202009Document14 pagesBIOBASE Table-Type Low Speed Centrifuge BKC-TL4II User Manual 202009Gustavo QuispeNo ratings yet
- SC400L-SC500 Standard SpecificationsDocument26 pagesSC400L-SC500 Standard SpecificationsXanti Zabala Da RosaNo ratings yet
- Engine for Construction EquipmentDocument6 pagesEngine for Construction Equipmentyveshouthoofdthotmail.comNo ratings yet
- The Engine For Construction Equipment.: 41 - 123 KW at 1500 - 2500 MinDocument6 pagesThe Engine For Construction Equipment.: 41 - 123 KW at 1500 - 2500 MinSiding BarroNo ratings yet
- M3B-M4-M4S Motors PDFDocument31 pagesM3B-M4-M4S Motors PDFwag008No ratings yet
- Bearings Design and Analysis ProblemsDocument3 pagesBearings Design and Analysis ProblemsBrijpal PatleNo ratings yet
- Annex I-2.1 Technical Specification of Mechanical and Hydraulic Equipment-Rev01Document60 pagesAnnex I-2.1 Technical Specification of Mechanical and Hydraulic Equipment-Rev01jackhuguesNo ratings yet
- HESO Application Pictures-15Y ENDocument9 pagesHESO Application Pictures-15Y ENjackhuguesNo ratings yet
- Kasswahid@yahoo - FR: Years Institution Degrees and Training TopicsDocument3 pagesKasswahid@yahoo - FR: Years Institution Degrees and Training TopicsjackhuguesNo ratings yet
- Avis de Recrutement. Aout 2019Document9 pagesAvis de Recrutement. Aout 2019jackhuguesNo ratings yet
- Raoul Carte VersoDocument1 pageRaoul Carte VersojackhuguesNo ratings yet
- Raoul Carte RectoDocument1 pageRaoul Carte RectojackhuguesNo ratings yet
- VIP Host - V29Document24 pagesVIP Host - V29hary amansah lubisNo ratings yet
- JBoss Enterprise Application Platform-5-Performance Tuning Guide-En-USDocument75 pagesJBoss Enterprise Application Platform-5-Performance Tuning Guide-En-USvali07No ratings yet
- Quality Planning ProcessDocument47 pagesQuality Planning ProcessRAZOR GAMINGNo ratings yet
- ManualDocument359 pagesManualJesús MartínezNo ratings yet
- Example of 500 Word EssayDocument8 pagesExample of 500 Word Essaylud0b1jiwom3100% (2)
- Gazette On Minimum Wages RMG (Bangladesh) - 2018 - (English)Document11 pagesGazette On Minimum Wages RMG (Bangladesh) - 2018 - (English)Mazharul IslamNo ratings yet
- JVM ArchitectureDocument23 pagesJVM ArchitectureSaichand TNo ratings yet
- Productivity: IncreaseDocument2 pagesProductivity: IncreaseJose Corcega britoNo ratings yet
- Simplify and Automate Connectivity To AWS With Prisma SD-WANDocument4 pagesSimplify and Automate Connectivity To AWS With Prisma SD-WANAishwarya PradhanNo ratings yet
- GSMA What Is SIM SwapDocument1 pageGSMA What Is SIM SwapLeon PejićNo ratings yet
- Inventory Management For Retail Companies: A Literature Review and Current TrendsDocument9 pagesInventory Management For Retail Companies: A Literature Review and Current Trendstop techi tamizhaNo ratings yet
- Notes:: Brisbane City Council Standard DrawingDocument1 pageNotes:: Brisbane City Council Standard DrawingShaunitchi El GrecoNo ratings yet
- Outsourcing Guidelines - SCH II - Form X - 36Document4 pagesOutsourcing Guidelines - SCH II - Form X - 36Compliance NepeanReNo ratings yet
- Internship - Mobile Application DevelopmentDocument1 pageInternship - Mobile Application DevelopmentKomalNo ratings yet
- CPK Guide 0211 TECH1Document11 pagesCPK Guide 0211 TECH1Mark LacroNo ratings yet
- Computer Network QuestionsDocument1 pageComputer Network QuestionsDhruv Sharma100% (1)
- Developing Web Applications Using Microsoft Visual Studio 2008Document23 pagesDeveloping Web Applications Using Microsoft Visual Studio 2008Guillermo Pardos VázquezNo ratings yet
- Produktkatalog BraDocument2 pagesProduktkatalog BraRodrigo ElhailNo ratings yet
- Configuration Andtuning GPFS For Digital Media EnvironmentsDocument272 pagesConfiguration Andtuning GPFS For Digital Media EnvironmentsascrivnerNo ratings yet
- Microscope 101: How To Safely Use A Microscope: Preparing A Wet-Mount SlideDocument2 pagesMicroscope 101: How To Safely Use A Microscope: Preparing A Wet-Mount SlideClara AbegãoNo ratings yet
- Curses, Foiled Again, and AgainDocument68 pagesCurses, Foiled Again, and AgainPete TaltonNo ratings yet
- Clone WarsDocument30 pagesClone Warsapi-652369770No ratings yet
- Faq NrtsDocument2 pagesFaq NrtsSachin ParamashettiNo ratings yet
- WREG Risk-Based Asset Management OLW GODocument3 pagesWREG Risk-Based Asset Management OLW GOnjakufuNo ratings yet