You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Drivetrain Noise, Vibration, and Harshness: April 2014Document14 pagesDrivetrain Noise, Vibration, and Harshness: April 2014ranim najibNo ratings yet
- Integration Cheat SheetDocument7 pagesIntegration Cheat Sheetjiebo100% (1)
- SEC Distribution Planning Standards (DPS)Document144 pagesSEC Distribution Planning Standards (DPS)delgonzales80% (10)
- Research Article: Tooth Surface Modification For Helical Gear Pairs Considering Mesh Misalignment ToleranceDocument13 pagesResearch Article: Tooth Surface Modification For Helical Gear Pairs Considering Mesh Misalignment Toleranceranim najibNo ratings yet
- Novel Computational Methods For Stochastic Design Optimization ofDocument307 pagesNovel Computational Methods For Stochastic Design Optimization ofranim najibNo ratings yet
- 2017 CTI USA SimulationOfGearWhineInATDocument27 pages2017 CTI USA SimulationOfGearWhineInATranim najibNo ratings yet
- Coupled Computation of Meshing and Bearings StiffnDocument7 pagesCoupled Computation of Meshing and Bearings Stiffnranim najibNo ratings yet
- Variable-Free Exploration of Stochastic Models - A Gene Regulatory Network ExampleDocument12 pagesVariable-Free Exploration of Stochastic Models - A Gene Regulatory Network Exampleranim najibNo ratings yet
- 1 s2.0 S0022460X22000086 MainDocument22 pages1 s2.0 S0022460X22000086 Mainranim najibNo ratings yet
- Robust Optimization - A Comprehensive SurveyDocument29 pagesRobust Optimization - A Comprehensive Surveyranim najibNo ratings yet
- Research Article: Multipopulation Ensemble Particle Swarm Optimizer For Engineering Design ProblemsDocument30 pagesResearch Article: Multipopulation Ensemble Particle Swarm Optimizer For Engineering Design Problemsranim najibNo ratings yet
- Panda 2016Document14 pagesPanda 2016ranim najibNo ratings yet
- S0094114X19301119Document35 pagesS0094114X19301119ranim najibNo ratings yet
- 1 s2.0 S0888327021005811 MainDocument18 pages1 s2.0 S0888327021005811 Mainranim najibNo ratings yet
- Black-Box Modelling of Nonlinear Railway Vehicle Dynamics For Track Geometry Assessment Using Neural NetworksDocument31 pagesBlack-Box Modelling of Nonlinear Railway Vehicle Dynamics For Track Geometry Assessment Using Neural Networksranim najibNo ratings yet
- J Mechmachtheory 2006 06 002Document29 pagesJ Mechmachtheory 2006 06 002ranim najibNo ratings yet
- 10 11648 J Ijsqa 20190501 11Document5 pages10 11648 J Ijsqa 20190501 11ranim najibNo ratings yet
- Applied Sciences: Dynamic Performance Optimization of Circular Sawing Machine GearboxDocument20 pagesApplied Sciences: Dynamic Performance Optimization of Circular Sawing Machine Gearboxranim najibNo ratings yet
- 1 s2.0 S0169433209001457 MainDocument8 pages1 s2.0 S0169433209001457 Mainranim najibNo ratings yet
- 1 s2.0 S0888327018301249 MainDocument22 pages1 s2.0 S0888327018301249 Mainranim najibNo ratings yet
- 1 s2.0 S0094114X13001584 MainDocument22 pages1 s2.0 S0094114X13001584 Mainranim najibNo ratings yet
- HP2003 Wagener Et Al.Document22 pagesHP2003 Wagener Et Al.ranim najibNo ratings yet
- Research Article: Design Optimization of A Speed Reducer Using Deterministic TechniquesDocument8 pagesResearch Article: Design Optimization of A Speed Reducer Using Deterministic Techniquesranim najibNo ratings yet
- Career Development Plan: Ref. Ares (2018) 4481965 - 31/08/2018Document22 pagesCareer Development Plan: Ref. Ares (2018) 4481965 - 31/08/2018ranim najibNo ratings yet
- Isma2012 0731Document12 pagesIsma2012 0731ranim najibNo ratings yet
- Cylindrical Gear Micro Geometry: and Loaded Tooth Contact Analysis (LTCA)Document18 pagesCylindrical Gear Micro Geometry: and Loaded Tooth Contact Analysis (LTCA)ranim najibNo ratings yet
- Simulation of The Preforming Step For Flax Dry Woven FabricsDocument8 pagesSimulation of The Preforming Step For Flax Dry Woven Fabricsranim najibNo ratings yet
- Scanned by CamscannerDocument11 pagesScanned by Camscannerranim najibNo ratings yet
- Research ArticleDocument21 pagesResearch Articleranim najibNo ratings yet
- Effect of Teeth Micro-Geometrical Form Modification On Contact Kinematics and Efficiency of High Performance TransmissionsDocument18 pagesEffect of Teeth Micro-Geometrical Form Modification On Contact Kinematics and Efficiency of High Performance Transmissionsranim najibNo ratings yet
- A Mathematical Programming Method For Design of Elastic Bodies in ContactDocument6 pagesA Mathematical Programming Method For Design of Elastic Bodies in Contactranim najibNo ratings yet
- 1464419319862165Document16 pages1464419319862165ranim najibNo ratings yet
- Drill Size ChartDocument10 pagesDrill Size ChartUday SyfNo ratings yet
- Adsorption PresentationDocument22 pagesAdsorption Presentationapi-457061381No ratings yet
- CENG400-Final-Fall 2015Document10 pagesCENG400-Final-Fall 2015Mohamad IssaNo ratings yet
- A Multi-Threaded Socket-Based Java ServerDocument3 pagesA Multi-Threaded Socket-Based Java ServerOliver ZakariaNo ratings yet
- Krushna Prasad Shadangi, Kaustubha Mohanty: HighlightsDocument7 pagesKrushna Prasad Shadangi, Kaustubha Mohanty: HighlightsArif HidayatNo ratings yet
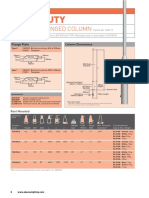
- Light Duty: 4-8M Base Hinged ColumnDocument3 pagesLight Duty: 4-8M Base Hinged ColumnAbrar AhmadNo ratings yet
- PHY 110A Lab 02 - Free-Fall Acceleration ExperimentDocument4 pagesPHY 110A Lab 02 - Free-Fall Acceleration ExperimentogangaNo ratings yet
- CEE 117 Exam 2Document5 pagesCEE 117 Exam 2engr marcialawNo ratings yet
- Screw Product RangeDocument6 pagesScrew Product RangePhox IndiaNo ratings yet
- Fluid Models of Phase Mixing, Landau Damping, and Nonlinear Gyrokinetic DynamicsDocument11 pagesFluid Models of Phase Mixing, Landau Damping, and Nonlinear Gyrokinetic DynamicsElizabeth ManobandaNo ratings yet
- Microjet Recorder E: Instruction ManualDocument99 pagesMicrojet Recorder E: Instruction ManualkmpoulosNo ratings yet
- GMA 1 AnswersDocument4 pagesGMA 1 AnswersechotothepowerofoneNo ratings yet
- SP6 - 1 - Steel Section Details PDFDocument209 pagesSP6 - 1 - Steel Section Details PDFAnkur JainNo ratings yet
- Statexer#5Document6 pagesStatexer#5Ghost31No ratings yet
- Java Package NotesDocument8 pagesJava Package NotesaliNo ratings yet
- Notes On The Plastic IndustryDocument14 pagesNotes On The Plastic IndustryIvandale GundranNo ratings yet
- 56 1 1 ChemistryDocument15 pages56 1 1 ChemistryAniket SuryavanshiNo ratings yet
- Make Up TorqueDocument1 pageMake Up TorqueNicasio AlonzoNo ratings yet
- Root Locus ExamplesDocument5 pagesRoot Locus Examplesahmed s. Nour100% (1)
- Design of PM Synchronous and Brushless DC MotorsDocument8 pagesDesign of PM Synchronous and Brushless DC MotorsEdinson VasquezNo ratings yet
- Mechanics of Deformable Bodies Module 2Document19 pagesMechanics of Deformable Bodies Module 2eysNo ratings yet
- 1 s2.0 S003194220200184X MainDocument4 pages1 s2.0 S003194220200184X MainanneNo ratings yet
- Presentasi Erosion Control SystemDocument33 pagesPresentasi Erosion Control SystemIdham Nurul MahmudNo ratings yet
- CATIA V5 LICENSING COOKBOOK (Win-32)Document40 pagesCATIA V5 LICENSING COOKBOOK (Win-32)spawaskaNo ratings yet
- Geo F2 (Kilombero Prenecta 19)Document6 pagesGeo F2 (Kilombero Prenecta 19)De Silver BettoNo ratings yet
- Chapter 7 Flashcards - QuizletDocument3 pagesChapter 7 Flashcards - QuizletRoniel Jiggy MalañgenNo ratings yet
- Experiment 1 - G13 PDFDocument20 pagesExperiment 1 - G13 PDFAllan ChongNo ratings yet
- Quantum Computing. A Short Course From Theory To Experiment. by Joachim Stolze and Dieter Suter. (ChemPhysChem, Vol. 6, Issue 3) (2005)Document1 pageQuantum Computing. A Short Course From Theory To Experiment. by Joachim Stolze and Dieter Suter. (ChemPhysChem, Vol. 6, Issue 3) (2005)sepot24093No ratings yet