You might also like
- Review Paper On 3D Printing Concrete Technology and Mechanics From Industrial AspectDocument11 pagesReview Paper On 3D Printing Concrete Technology and Mechanics From Industrial AspectGenby ArdinugrahaNo ratings yet
- Fabricación Aditiva de Geopolímeros para Un Entorno Construido SostenibleDocument8 pagesFabricación Aditiva de Geopolímeros para Un Entorno Construido SostenibleGEYLI YURELI BLANCO PRADANo ratings yet
- Development Challenges and Future OutlooDocument5 pagesDevelopment Challenges and Future OutlooRaj KumarNo ratings yet
- Developments of 3D Concrete Printing Process: April 2019Document12 pagesDevelopments of 3D Concrete Printing Process: April 2019AslıNo ratings yet
- Journal of Building EngineeringDocument19 pagesJournal of Building EngineeringDaniel AlejandroNo ratings yet
- Porous 3D Printed Concrete Beams Show An Environmental Promise A Cradle To Grave Comparative Life Cycle AssessmentDocument16 pagesPorous 3D Printed Concrete Beams Show An Environmental Promise A Cradle To Grave Comparative Life Cycle Assessmenthamed sadaghianNo ratings yet
- A Comprehensive Review On Fresh State Rheological Properties of Extrusion Mortars Designed For 3D Printing ApplicationsDocument20 pagesA Comprehensive Review On Fresh State Rheological Properties of Extrusion Mortars Designed For 3D Printing ApplicationsAlfonzo SamudioNo ratings yet
- Current Progress of 3D Concrete Printing Technologies: June 2017Document9 pagesCurrent Progress of 3D Concrete Printing Technologies: June 2017Møhămmĕd F M AbûghăliNo ratings yet
- Business - Tehcnical Background Report - 6pgsDocument9 pagesBusiness - Tehcnical Background Report - 6pgsTairus OmondiNo ratings yet
- 10 1016@j Autcon 2019 103005Document19 pages10 1016@j Autcon 2019 103005Yared derejeNo ratings yet
- Three Dimensional Printing in The Construction Industry A ReviewDocument10 pagesThree Dimensional Printing in The Construction Industry A ReviewIlhame HarNo ratings yet
- Clay Robotics: A Hybrid 3D Printing Casting ProcessDocument6 pagesClay Robotics: A Hybrid 3D Printing Casting ProcessKelvinNo ratings yet
- Buildings 12 01703 v2Document19 pagesBuildings 12 01703 v2Yajdeep ManohurNo ratings yet
- ERJ - Volume 162 - Issue 0 - Pages 119-137Document18 pagesERJ - Volume 162 - Issue 0 - Pages 119-137Quỳnh NhưNo ratings yet
- 3D Construction Printing - A Review With Contemporary Method of Decarbonisation and Cost Benefit AnalysisDocument12 pages3D Construction Printing - A Review With Contemporary Method of Decarbonisation and Cost Benefit Analysiswizard hamdsNo ratings yet
- Cement and Concrete Research: Robert J. Flatt, Timothy WanglerDocument7 pagesCement and Concrete Research: Robert J. Flatt, Timothy WanglerMirza BasitNo ratings yet
- RakshithDocument20 pagesRakshithBASAVARAJ GKNo ratings yet
- 3D Printing of Buildings and Building Components As The Fu 2016 Procedia EngDocument8 pages3D Printing of Buildings and Building Components As The Fu 2016 Procedia Engrrm77No ratings yet
- Project Report Group25Document22 pagesProject Report Group25kccvinodkNo ratings yet
- Synopsis 3D Concrete PrinterDocument9 pagesSynopsis 3D Concrete PrinterRakshith Nk KashyapNo ratings yet
- 3D Printing of Geopolymer-Based Concrete For Building ApplicationsDocument6 pages3D Printing of Geopolymer-Based Concrete For Building Applicationshamed sadaghianNo ratings yet
- 3 DConcrete Printing TechnologyDocument7 pages3 DConcrete Printing TechnologypappuNo ratings yet
- Research Engineering 3d PrintingDocument7 pagesResearch Engineering 3d Printingapi-301370676No ratings yet
- Additive Manufacturing of Concrete in Construction Potentials and Challenges of 3D Concrete PrintingDocument19 pagesAdditive Manufacturing of Concrete in Construction Potentials and Challenges of 3D Concrete PrintingVaradaraju UpadhyayulaNo ratings yet
- Department of Civil Engineering: Application of 3-D Printing in ConstructionDocument16 pagesDepartment of Civil Engineering: Application of 3-D Printing in ConstructionAshwathNo ratings yet
- Impact of Prefabrication Technology On The Cradle To Site CO2Document16 pagesImpact of Prefabrication Technology On The Cradle To Site CO2ramtin hajirezaeiNo ratings yet
- 2016 HagerDocument9 pages2016 HagerDhana lakshmi GNo ratings yet
- 3D PrintingDocument2 pages3D PrintingalaaNo ratings yet
- Sustainability 14 14236 v2Document26 pagesSustainability 14 14236 v2LéoNo ratings yet
- Material Waste Reduction Between IBS and Conventional ConstructionDocument4 pagesMaterial Waste Reduction Between IBS and Conventional ConstructionIOSRjournalNo ratings yet
- Best Practices and Applications of 3D Printing in The ConstructioDocument8 pagesBest Practices and Applications of 3D Printing in The ConstructioAslıNo ratings yet
- Sustainability A Review of 3D Printing in Construction and Its Impact On The Labor MarketDocument22 pagesSustainability A Review of 3D Printing in Construction and Its Impact On The Labor MarketRubén A. Flores RojasNo ratings yet
- 3D Printing in Concrete-6028Document9 pages3D Printing in Concrete-6028Hamais Sajid100% (1)
- 2022.04 Green Concrete Sustainable 3DCP-Silva & KaasgaardDocument7 pages2022.04 Green Concrete Sustainable 3DCP-Silva & KaasgaardOmar AvilaNo ratings yet
- Journal of Building EngineeringDocument17 pagesJournal of Building EngineeringCarlos JiménezNo ratings yet
- Advantages of Contour Crafting in Construction Applications: Recent Patents On Engineering February 2020Document15 pagesAdvantages of Contour Crafting in Construction Applications: Recent Patents On Engineering February 2020Noor asviya banu S ANo ratings yet
- 25 - Cheng Et Al. 2015 - Construction and Demolition Waste Management Using BIM TechnologyDocument10 pages25 - Cheng Et Al. 2015 - Construction and Demolition Waste Management Using BIM TechnologyVICTOR ERNESTO GOMEZ TAMARANo ratings yet
- Development of An Artificial Intelligence Model ToDocument18 pagesDevelopment of An Artificial Intelligence Model ToSakshi SinglaNo ratings yet
- Advantagesof Contour Craftingin Construction ApplicationsDocument14 pagesAdvantagesof Contour Craftingin Construction ApplicationsCE16Aswani MNo ratings yet
- A Review of "3D Concrete Printing" Materials and Process Characterization, Economic Considerations and Environmental SustainabilityDocument32 pagesA Review of "3D Concrete Printing" Materials and Process Characterization, Economic Considerations and Environmental Sustainabilityhamed sadaghianNo ratings yet
- Ascaad2016 014Document10 pagesAscaad2016 014Chandra Pramodya GemilangNo ratings yet
- A Review of 3D Printable Construction Materials and ApplicationsDocument7 pagesA Review of 3D Printable Construction Materials and ApplicationsAbdulla Jawad AlshemaryNo ratings yet
- Building Information Modeling-Based Model For Calculating Direct and Indirect Emissions in Construction ProjectsDocument13 pagesBuilding Information Modeling-Based Model For Calculating Direct and Indirect Emissions in Construction ProjectsRong BernardNo ratings yet
- Final 2nd PartDocument28 pagesFinal 2nd PartSunilNo ratings yet
- Optimising 3D Printed Concrete Structures Using Topology OptimisationDocument10 pagesOptimising 3D Printed Concrete Structures Using Topology OptimisationDhamo DharanNo ratings yet
- Purview of 3Dp in The Indian Built Environment Sector: SciencedirectDocument8 pagesPurview of 3Dp in The Indian Built Environment Sector: Sciencedirectpradeep rocksNo ratings yet
- Assignment - DeviDocument10 pagesAssignment - DevijasekanNo ratings yet
- An Environmental-Economic Friendly Construction, Robot-Aided Fabrication With Clay An Experimental StudyDocument17 pagesAn Environmental-Economic Friendly Construction, Robot-Aided Fabrication With Clay An Experimental StudyMounia Ait Ben HamouNo ratings yet
- 3D Concrete Printing Technology: Construction and Building ApplicationsFrom Everand3D Concrete Printing Technology: Construction and Building ApplicationsNo ratings yet
- Application of BIM in Conjunction With Circular EconomyDocument14 pagesApplication of BIM in Conjunction With Circular EconomyBAHZAD SEDEEQNo ratings yet
- Applicability and Limitations of 3D Printing For Civil StructuresDocument11 pagesApplicability and Limitations of 3D Printing For Civil StructuresaaaNo ratings yet
- Largescale 3D Printing Concrete Technology Current Status and Future OpportunitiesDocument13 pagesLargescale 3D Printing Concrete Technology Current Status and Future OpportunitiesIttoop R AncherilNo ratings yet
- Materials 14 06094Document18 pagesMaterials 14 06094Made Adi WidyatmikaNo ratings yet
- BIM Application in Construction Waste RiskDocument13 pagesBIM Application in Construction Waste Risksouzy.foda26No ratings yet
- State of The Artof3DprintingtechnologyofcementitiousDocument22 pagesState of The Artof3DprintingtechnologyofcementitiousSofia DelacroixNo ratings yet
- 3D Concrete Printing For Construction ApplicationsDocument11 pages3D Concrete Printing For Construction ApplicationskadesaiNo ratings yet
- Ford 3DPandeducationliteraturereviewv1Document16 pagesFord 3DPandeducationliteraturereviewv1saqlain ahmadNo ratings yet
- 01 Three-Dimensional Printing For Catalytic ApplicationsDocument13 pages01 Three-Dimensional Printing For Catalytic ApplicationsDadja Eudes PignamssiNo ratings yet
- 3D Printed Concrete Applications Performance and ChallengesDocument39 pages3D Printed Concrete Applications Performance and ChallengesDieguiz100% (1)
- Design of A 3D Printed Concrete Bridge by TestingDocument16 pagesDesign of A 3D Printed Concrete Bridge by Testingibrahim hamzaNo ratings yet
- FTB 50 2 199 207Document9 pagesFTB 50 2 199 207Imane ARNo ratings yet
- Handbook of Industrial Mixing-Science and Practice (Book Review)Document3 pagesHandbook of Industrial Mixing-Science and Practice (Book Review)Imane ARNo ratings yet
- A Review of 3D Printing in Construction and ItsDocument21 pagesA Review of 3D Printing in Construction and ItsthietbimoitruongNo ratings yet
- Air Liquide - TurboBrayton Cryogenic Systems - EasiSchool PublicDocument28 pagesAir Liquide - TurboBrayton Cryogenic Systems - EasiSchool PublicImane ARNo ratings yet
- Electro Hydro Dy Nami QueDocument22 pagesElectro Hydro Dy Nami QueImane ARNo ratings yet
- BONUSDocument2 pagesBONUSImane ARNo ratings yet
- Energy and The New Reality, Volume 2: C-Free Energy Supply Chapter 9: Carbon Capture and StorageDocument80 pagesEnergy and The New Reality, Volume 2: C-Free Energy Supply Chapter 9: Carbon Capture and StorageImane ARNo ratings yet
- Mixing in The Chemical Engineering CurriculumDocument9 pagesMixing in The Chemical Engineering CurriculumImane ARNo ratings yet
- The Current Position - Context For Provision of Advice Services in ManchesterDocument7 pagesThe Current Position - Context For Provision of Advice Services in ManchesterImane ARNo ratings yet
- 055 PDFDocument6 pages055 PDFImane ARNo ratings yet
- Paper-Based Bipolar ElectrochemistryDocument8 pagesPaper-Based Bipolar ElectrochemistryImane ARNo ratings yet
- Flash Separation Aspen Notes 2007Document24 pagesFlash Separation Aspen Notes 2007Anonymous210100% (2)
- EULA EnUS PDFDocument8 pagesEULA EnUS PDFRoujChalabiNo ratings yet
- WertyuioDocument2 pagesWertyuioSuellen CasticiniNo ratings yet
- IF8 98 Pages32 36 PDFDocument5 pagesIF8 98 Pages32 36 PDFImane ARNo ratings yet
- UsbFix ReportDocument2 pagesUsbFix ReportImane ARNo ratings yet
- Liquid Liquid ExtractionDocument50 pagesLiquid Liquid ExtractionArrianne Jaye Mata86% (14)
- Stabilite Des Huiles Alimentaires Au Cours de Leur Stockage PDFDocument8 pagesStabilite Des Huiles Alimentaires Au Cours de Leur Stockage PDFImane ARNo ratings yet
- 01 Structure CristallineDocument24 pages01 Structure CristallineMariam Rosa100% (4)
- SalerioDocument28 pagesSalerioRizqaFebrilianyNo ratings yet
- Solution Examen Serie3MasterSGE 2015Document23 pagesSolution Examen Serie3MasterSGE 2015Imane ARNo ratings yet
- Process Costing LafargeDocument23 pagesProcess Costing LafargeGbrnr Ia AndrntNo ratings yet
- Construction and Building Materials Volume 23 Issue 1 2009 (Doi 10.1016 - J.conbuildmat.2007.12.004) D.A. Adesanya A.A. Raheem - A Study of The Workability and Compressive Strength Characteristics oDocument7 pagesConstruction and Building Materials Volume 23 Issue 1 2009 (Doi 10.1016 - J.conbuildmat.2007.12.004) D.A. Adesanya A.A. Raheem - A Study of The Workability and Compressive Strength Characteristics osubhansamuelsNo ratings yet
- Understanding CementDocument196 pagesUnderstanding Cementlcruz06100% (2)
- Different Types of CementDocument19 pagesDifferent Types of Cementtuyisabe jean boscoNo ratings yet
- Pulverized Anahaw Leaf Saribus Rotundifolius As A Main Component in Making Portland Pozzolana CementDocument40 pagesPulverized Anahaw Leaf Saribus Rotundifolius As A Main Component in Making Portland Pozzolana CementAnabelleNo ratings yet
- Precast Reinforced Concrete Box Sections For Culverts, Storm Drains, and SewersDocument14 pagesPrecast Reinforced Concrete Box Sections For Culverts, Storm Drains, and SewersFRANZ RICHARD SARDINAS MALLCONo ratings yet
- A Brief Review of Compressed Stabilized Earth Brick CSEBDocument7 pagesA Brief Review of Compressed Stabilized Earth Brick CSEBMauricio SilesNo ratings yet
- A Review On Ultra High Performance Concrete Part II. Hydration, Microstructure and Properties PDFDocument10 pagesA Review On Ultra High Performance Concrete Part II. Hydration, Microstructure and Properties PDFNocifLyesNo ratings yet
- Clay Activation PDFDocument37 pagesClay Activation PDFr HariNo ratings yet
- FatihDocument17 pagesFatihPallavi G ANo ratings yet
- 4N5 Ijeset0202520 PDFDocument8 pages4N5 Ijeset0202520 PDFBia MughalNo ratings yet
- REPORT Bendable Concrete Without ReadingsDocument45 pagesREPORT Bendable Concrete Without ReadingsMking Maaz ShaikhNo ratings yet
- Glo Sika RCC Concrete Dams HandbookDocument51 pagesGlo Sika RCC Concrete Dams Handbooksravan_rubyNo ratings yet
- Green ConcreteDocument19 pagesGreen ConcreteAnubhav KalNo ratings yet
- Organisation Culture - Ultra TechDocument85 pagesOrganisation Culture - Ultra Techkhayyum0% (1)
- Bce413d (1644) - Activity Week - VenusDocument25 pagesBce413d (1644) - Activity Week - VenusDIOSAN DAVE VENUSNo ratings yet
- Concrete Road Design and Construction - Update (2007-2009)Document48 pagesConcrete Road Design and Construction - Update (2007-2009)William HarrowNo ratings yet
- Construction and Building Materials: Warda AshrafDocument13 pagesConstruction and Building Materials: Warda AshrafSara_Parker0% (1)
- Strength and WorkabilityDocument12 pagesStrength and WorkabilitytonydisojaNo ratings yet
- Great Grads 2020Document17 pagesGreat Grads 2020CCNY CommunicationsNo ratings yet
- Effect of Volcanic Pumice Powder On The Fresh Properties of Self-Compacting Concretes With and Without Silica FumeDocument9 pagesEffect of Volcanic Pumice Powder On The Fresh Properties of Self-Compacting Concretes With and Without Silica FumeTarek ChikerNo ratings yet
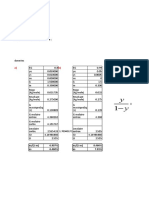
- Effects of Nanosilica Additions On Cement Pastes: A Porro J S Dolado I Campillo E Erkizia Y de Miguel Y Saez de IbarraDocument10 pagesEffects of Nanosilica Additions On Cement Pastes: A Porro J S Dolado I Campillo E Erkizia Y de Miguel Y Saez de IbarraMariwan Mirhaj MohamedSalihNo ratings yet
- Water Cement RatioDocument6 pagesWater Cement RatioPrashant PradhanNo ratings yet
- (For Engineer) BE Concrete TechnologyDocument46 pages(For Engineer) BE Concrete Technologysuman subediNo ratings yet
- Fly Ash-The Resource Irc68Document8 pagesFly Ash-The Resource Irc68Sibasish PattanayakNo ratings yet
- Readymix Brunei Fly Ash 2016Document59 pagesReadymix Brunei Fly Ash 2016LokeNo ratings yet
- Thermodynamics of Cement HydrationDocument222 pagesThermodynamics of Cement Hydrationhawk_shahinNo ratings yet
- Astm C1707Document3 pagesAstm C1707Jino LegastoNo ratings yet
- 363R 92Document93 pages363R 92DIDIER ANGEL LOPEZ RINCONNo ratings yet
- Effect of Guinea Corn Husk Ash As Partial Replacement For Cement in ConcreteDocument6 pagesEffect of Guinea Corn Husk Ash As Partial Replacement For Cement in ConcreteInternational Organization of Scientific Research (IOSR)No ratings yet