You might also like
- Dispersion of Carbon Nanotubes in Aluminum Powder via Mechanical AlloyingDocument5 pagesDispersion of Carbon Nanotubes in Aluminum Powder via Mechanical AlloyingAlejandro Franco CorreaNo ratings yet
- 2014L - Dispersão Aperfeiçoada de Nanotubos de Carbono em Nanocompósitos de AlumínioDocument9 pages2014L - Dispersão Aperfeiçoada de Nanotubos de Carbono em Nanocompósitos de AlumínioIgor Alexsander Barbosa MagnoNo ratings yet
- 2015L - Síntese e Caracterização em Uma Etapa de Um Nanocompósito Baseado em Nanotubos de CarbonoDocument9 pages2015L - Síntese e Caracterização em Uma Etapa de Um Nanocompósito Baseado em Nanotubos de CarbonoIgor Alexsander Barbosa MagnoNo ratings yet
- Hiroyuki FukudaDocument5 pagesHiroyuki FukudaMahalingam SNo ratings yet
- Effect of Ball-Milling Time On Mechanical Properties of Carbon Nanotubes Reinforced Aluminum Matrix CompositesDocument8 pagesEffect of Ball-Milling Time On Mechanical Properties of Carbon Nanotubes Reinforced Aluminum Matrix Compositeskr_padmavathiNo ratings yet
- Fla Haut 2000Document10 pagesFla Haut 2000jaden flyn riderNo ratings yet
- Processing of Copper-Carbon Nanotube Composites by Vacuum HotDocument7 pagesProcessing of Copper-Carbon Nanotube Composites by Vacuum HotUriel PeñaNo ratings yet
- 15.2019. Al CNT Sic by SPSDocument6 pages15.2019. Al CNT Sic by SPSMENo ratings yet
- CNT Reinforced Aluminum StripsDocument7 pagesCNT Reinforced Aluminum Stripscm230No ratings yet
- Carbon Nanotube/Aluminium Composites With Uniform DispersionDocument4 pagesCarbon Nanotube/Aluminium Composites With Uniform DispersionADRIANONo ratings yet
- Carbon Nanotube/Aluminium Composites With Uniform DispersionDocument3 pagesCarbon Nanotube/Aluminium Composites With Uniform DispersionAdalberto Gomes de MirandaNo ratings yet
- Investigation of The Main Strengthening Mechanism of Carbon Nanotube Reinforced Aluminum CompositesDocument9 pagesInvestigation of The Main Strengthening Mechanism of Carbon Nanotube Reinforced Aluminum CompositesMohamed RamadanNo ratings yet
- Effect of Carbon Nanotubes As ReinforcementDocument11 pagesEffect of Carbon Nanotubes As ReinforcementPabloNo ratings yet
- Modelling and F. E. Analysis of Al-Aa8090 Nano Composites by R. V. E MethodDocument14 pagesModelling and F. E. Analysis of Al-Aa8090 Nano Composites by R. V. E MethodTJPRC PublicationsNo ratings yet
- Production and Properties of Aluminum-Carbon Nanotube CompositesDocument5 pagesProduction and Properties of Aluminum-Carbon Nanotube Compositespaula zamoraNo ratings yet
- Improved Processing of Carbon Nanotube-Magnesium Alloy CompositesDocument7 pagesImproved Processing of Carbon Nanotube-Magnesium Alloy CompositesMárcio MartinsNo ratings yet
- 19-碳环氧树脂复合材料抗裂性-Effect of CNT functionalization on crack resistance of a carbonepoxy composite at a cryogenic temperatureDocument8 pages19-碳环氧树脂复合材料抗裂性-Effect of CNT functionalization on crack resistance of a carbonepoxy composite at a cryogenic temperaturezeyu wenNo ratings yet
- Microstructure and Mechanical Behaviour of Aluminium Matrix Composites Reinforced With Graphene Oxide and Carbon NanotubesDocument11 pagesMicrostructure and Mechanical Behaviour of Aluminium Matrix Composites Reinforced With Graphene Oxide and Carbon NanotubesamuthakarNo ratings yet
- Diameter-And Length-Dependent Self-Organizations of Multi-Walled Carbon Nanotubes On Spherical Alumina MicroparticlesDocument12 pagesDiameter-And Length-Dependent Self-Organizations of Multi-Walled Carbon Nanotubes On Spherical Alumina MicroparticlesFAEZENo ratings yet
- 04-Graphene Nanosheet, Al2O3 CompositeDocument7 pages04-Graphene Nanosheet, Al2O3 CompositeKaivalya SawantNo ratings yet
- Factors Affecting Strengthening in Al-CNT CompositesDocument12 pagesFactors Affecting Strengthening in Al-CNT CompositesADRIANONo ratings yet
- Carbon Nanotube Reinforced Composites Potential and Current ChallengesDocument8 pagesCarbon Nanotube Reinforced Composites Potential and Current ChallengesMuhammad AdnanNo ratings yet
- Mejora de La Resistencia A La Flexión y La Tenacidad A La Fractura en Compuestos de Matriz de Alúmina Reforzados Con Nanotubos de Carbono PDFDocument7 pagesMejora de La Resistencia A La Flexión y La Tenacidad A La Fractura en Compuestos de Matriz de Alúmina Reforzados Con Nanotubos de Carbono PDFYess Gomez TabordaNo ratings yet
- Aluminium CoatingDocument10 pagesAluminium CoatingShreyank Deepali GoelNo ratings yet
- Carbon Nanotubes in Novel Ceramic Matrix Nanocomposites: A. Peigney, Ch. Laurent, E. Flahaut, A. RoussetDocument7 pagesCarbon Nanotubes in Novel Ceramic Matrix Nanocomposites: A. Peigney, Ch. Laurent, E. Flahaut, A. RoussetLiza Montalvo BarreraNo ratings yet
- Synergistic EffectDocument8 pagesSynergistic Effectprabhat singhNo ratings yet
- Thermal Conductivity of Copper Matrix Composites RDocument8 pagesThermal Conductivity of Copper Matrix Composites Rashutosh singhNo ratings yet
- Mechanical properties and microstructure of carbon nanotube reinforced aluminum compositesDocument9 pagesMechanical properties and microstructure of carbon nanotube reinforced aluminum compositesKatari KiranNo ratings yet
- 22 PG Koppad Et AlDocument5 pages22 PG Koppad Et Almohamed aliNo ratings yet
- Compsoiye ManufacturingDocument12 pagesCompsoiye ManufacturingMuhammad Bilal SahiNo ratings yet
- Synthesis and Processing of Nanomaterials: (α) tip-growth mechanism and (β) root-growth mechanismDocument8 pagesSynthesis and Processing of Nanomaterials: (α) tip-growth mechanism and (β) root-growth mechanismKhairani AriffinNo ratings yet
- In Situ Synthesis of Super-Long Cu Nanowires Inside Carbon NanotubesDocument3 pagesIn Situ Synthesis of Super-Long Cu Nanowires Inside Carbon NanotubesRamon Roman DovalNo ratings yet
- Comparison of Experimental and Modelling Results of Thermal Properties in Cu-Aln Composite MaterialsDocument8 pagesComparison of Experimental and Modelling Results of Thermal Properties in Cu-Aln Composite MaterialsKamel FedaouiNo ratings yet
- Carbon Nanotube ArraysDocument5 pagesCarbon Nanotube ArraysDjoko JohnNo ratings yet
- V2 I 221Document17 pagesV2 I 221Nguyen Quoc TuanNo ratings yet
- CNT On CUDocument7 pagesCNT On CUDevashish VaidyaNo ratings yet
- Effect of Wear Tests On Silicon Carbide Nanowires/ Aluminium Metal Powder CompositesDocument8 pagesEffect of Wear Tests On Silicon Carbide Nanowires/ Aluminium Metal Powder Compositeschandra mouliNo ratings yet
- A Carbon Nanotube-Reinforced Noble Tin Anode Structure For Lithium-Ion BatteriesDocument8 pagesA Carbon Nanotube-Reinforced Noble Tin Anode Structure For Lithium-Ion BatteriesdiskysmNo ratings yet
- Carbon nanotubes grown and separated in fluidized bedDocument8 pagesCarbon nanotubes grown and separated in fluidized bedtapasdoraNo ratings yet
- Materials and Design: Sajjad Amirkhanlou, Mostafa Ketabchi, Nader Parvin, Shohreh Khorsand, Reza BahramiDocument8 pagesMaterials and Design: Sajjad Amirkhanlou, Mostafa Ketabchi, Nader Parvin, Shohreh Khorsand, Reza BahramimostafashalbafiNo ratings yet
- The Specific Heat and Effective Thermal ConductiviDocument8 pagesThe Specific Heat and Effective Thermal Conductiviماهر مرشد حمد الشمريNo ratings yet
- Aluminium KompositDocument11 pagesAluminium KompositZulfikar SuwardiNo ratings yet
- Friction and Wear Behaviour of Ni Coated CNTDocument5 pagesFriction and Wear Behaviour of Ni Coated CNTnarayanan1701_318170No ratings yet
- Fabrication, Testing, and Modeling of Carbon Nanotube Composites For Vibration DampingDocument9 pagesFabrication, Testing, and Modeling of Carbon Nanotube Composites For Vibration Dampingsabiju@No ratings yet
- Bokov Et Al. - 2021 - Interplay Between Decarburization, Oxide Segregation, and DensificationDocument12 pagesBokov Et Al. - 2021 - Interplay Between Decarburization, Oxide Segregation, and DensificationAnna ShelyugNo ratings yet
- Synthesis of WS2CNT Hybrid Nanoparticles For FabriDocument13 pagesSynthesis of WS2CNT Hybrid Nanoparticles For FabriAlex LaikhtmanNo ratings yet
- Ritz Method For PlateDocument9 pagesRitz Method For PlatelijomanitNo ratings yet
- U-3 CNT-1Document6 pagesU-3 CNT-1Dr-Suresh LakhanpalNo ratings yet
- Ma 2010Document11 pagesMa 2010Sy Nguyen VietNo ratings yet
- Carbon Nanotube and Polyacrylonitrile Nanofiber Devices For Sensing ApplicationsDocument7 pagesCarbon Nanotube and Polyacrylonitrile Nanofiber Devices For Sensing ApplicationsPardeshi SoniNo ratings yet
- Journal of Alloys and Compounds: L.A. Batista, M.D.V. Felisberto, L.S. Silva, T.H.R. Da Cunha, E.M. MazzerDocument4 pagesJournal of Alloys and Compounds: L.A. Batista, M.D.V. Felisberto, L.S. Silva, T.H.R. Da Cunha, E.M. MazzerADRIANONo ratings yet
- Ceramic XrayDocument9 pagesCeramic XrayFandi MarcelloNo ratings yet
- Hardness AgglomerationDocument9 pagesHardness AgglomerationkeerthanaaNo ratings yet
- Dispersion and Alignment of Carbon Nanotubes in Polymer Matrix A ReviewDocument24 pagesDispersion and Alignment of Carbon Nanotubes in Polymer Matrix A ReviewYovaraj Karunakaran0% (1)
- Fluidized-Bed Synthesis of Sub-Millimeter-Long Single Walled Carbon Nanotube ArraysDocument8 pagesFluidized-Bed Synthesis of Sub-Millimeter-Long Single Walled Carbon Nanotube ArraysSonakshi SinghNo ratings yet
- Structure and Properties of Y O - Doped Al O - MWCNT Nanocomposites Prepared by Pressureless Sintering and Hot-PressingDocument10 pagesStructure and Properties of Y O - Doped Al O - MWCNT Nanocomposites Prepared by Pressureless Sintering and Hot-PressingKhulud K. HabanjarNo ratings yet
- Hot Consolidation and Mechanical Properties of Nanocrystalline Equiatomic Alfeticrzncu High Entropy Alloy After Mechanical AlloyingDocument6 pagesHot Consolidation and Mechanical Properties of Nanocrystalline Equiatomic Alfeticrzncu High Entropy Alloy After Mechanical AlloyingBuluc GheorgheNo ratings yet
- Densification During Hot Pressing of Carbon Nanotube Metal Magnesium Aluminate Spinel Nanocomposites 2007 Journal of The European Ceramic SocietyDocument11 pagesDensification During Hot Pressing of Carbon Nanotube Metal Magnesium Aluminate Spinel Nanocomposites 2007 Journal of The European Ceramic SocietyIon ZabetNo ratings yet
- Classification of PdeDocument14 pagesClassification of PdeChaitanya KarwaNo ratings yet
- Materials: Spark Plasma Sintering As A Solid-State Recycling Technique: The Case of Aluminum Alloy Scrap ConsolidationDocument24 pagesMaterials: Spark Plasma Sintering As A Solid-State Recycling Technique: The Case of Aluminum Alloy Scrap ConsolidationChaitanya KarwaNo ratings yet
- Porthole Die-2Document9 pagesPorthole Die-2Chaitanya KarwaNo ratings yet
- Lecture1 PDFDocument39 pagesLecture1 PDFRonildo OliveiraNo ratings yet
- Materials: Spark Plasma Sintering As A Solid-State Recycling Technique: The Case of Aluminum Alloy Scrap ConsolidationDocument24 pagesMaterials: Spark Plasma Sintering As A Solid-State Recycling Technique: The Case of Aluminum Alloy Scrap ConsolidationChaitanya KarwaNo ratings yet
- PNNL Scale Up ZK60 Tube Using ShAPE ProcessDocument7 pagesPNNL Scale Up ZK60 Tube Using ShAPE ProcessChaitanya KarwaNo ratings yet
- Porthole Die-1Document6 pagesPorthole Die-1Chaitanya KarwaNo ratings yet
- Netting Malaria: Your Structure (Time Taken: 3 Seconds, Avg. Time: 4 Minutes, 57 Seconds)Document5 pagesNetting Malaria: Your Structure (Time Taken: 3 Seconds, Avg. Time: 4 Minutes, 57 Seconds)Chaitanya KarwaNo ratings yet
- CDRX Modelling in Friction Stir Welding of AA7075-T6 Aluminum Alloy: Analytical ApproachesDocument4 pagesCDRX Modelling in Friction Stir Welding of AA7075-T6 Aluminum Alloy: Analytical ApproachesChaitanya KarwaNo ratings yet
- Porthole Die-1Document6 pagesPorthole Die-1Chaitanya KarwaNo ratings yet
- Going To Brazil: Your Structure (Time Taken: 2 Seconds, Avg. Time: 4 Minutes, 2 Seconds)Document5 pagesGoing To Brazil: Your Structure (Time Taken: 2 Seconds, Avg. Time: 4 Minutes, 2 Seconds)Chaitanya KarwaNo ratings yet
- PNNL Scale Up ZK60 Tube Using ShAPE ProcessDocument7 pagesPNNL Scale Up ZK60 Tube Using ShAPE ProcessChaitanya KarwaNo ratings yet
- Does It Ad (D) Up?: Your Structure (Time Taken: 1 Seconds, Avg. Time: 4 Minutes, 55 Seconds)Document5 pagesDoes It Ad (D) Up?: Your Structure (Time Taken: 1 Seconds, Avg. Time: 4 Minutes, 55 Seconds)Chaitanya KarwaNo ratings yet
- Going Mad?: Your Structure (Time Taken: 5 Seconds, Avg. Time: 4 Minutes, 5 Seconds)Document5 pagesGoing Mad?: Your Structure (Time Taken: 5 Seconds, Avg. Time: 4 Minutes, 5 Seconds)Chaitanya KarwaNo ratings yet
- Room For Rent: Your Structure (Time Taken: 2 Seconds, Avg. Time: 4 Minutes, 2 Seconds)Document5 pagesRoom For Rent: Your Structure (Time Taken: 2 Seconds, Avg. Time: 4 Minutes, 2 Seconds)Chaitanya KarwaNo ratings yet
- Porthole Die-2Document9 pagesPorthole Die-2Chaitanya KarwaNo ratings yet
- Data and Goliath: Category: Travel, Corporate StrategyDocument5 pagesData and Goliath: Category: Travel, Corporate StrategyChaitanya KarwaNo ratings yet
- An Emerging Dragon: Category: Uncategorized, Competitive ResponseDocument5 pagesAn Emerging Dragon: Category: Uncategorized, Competitive ResponseChaitanya KarwaNo ratings yet
- Evaluating The China Opportunity: Your Structure (Time Taken: 1 Seconds, Avg. Time: 4 Minutes, 10 Seconds)Document5 pagesEvaluating The China Opportunity: Your Structure (Time Taken: 1 Seconds, Avg. Time: 4 Minutes, 10 Seconds)Chaitanya KarwaNo ratings yet
- The Sound of Music: Your Structure (Time Taken: 2 Seconds, Avg. Time: 4 Minutes, 49 Seconds)Document5 pagesThe Sound of Music: Your Structure (Time Taken: 2 Seconds, Avg. Time: 4 Minutes, 49 Seconds)Chaitanya KarwaNo ratings yet
- Youhealth?: Your Structure (Time Taken: 2 Seconds, Avg. Time: 5 Minutes, 31 Seconds)Document5 pagesYouhealth?: Your Structure (Time Taken: 2 Seconds, Avg. Time: 5 Minutes, 31 Seconds)Chaitanya KarwaNo ratings yet
- Tabula Rasa: Your Structure (Time Taken: 3 Seconds, Avg. Time: 4 Minutes, 13 Seconds)Document5 pagesTabula Rasa: Your Structure (Time Taken: 3 Seconds, Avg. Time: 4 Minutes, 13 Seconds)Chaitanya KarwaNo ratings yet
- Tabula Rasa: Your Structure (Time Taken: 3 Seconds, Avg. Time: 4 Minutes, 13 Seconds)Document5 pagesTabula Rasa: Your Structure (Time Taken: 3 Seconds, Avg. Time: 4 Minutes, 13 Seconds)Chaitanya KarwaNo ratings yet
- A Wizard's Touch: Your Structure (Time Taken: 1 Seconds, Avg. Time: 4 Minutes, 42 Seconds)Document5 pagesA Wizard's Touch: Your Structure (Time Taken: 1 Seconds, Avg. Time: 4 Minutes, 42 Seconds)Chaitanya KarwaNo ratings yet
- Evaluating The China Opportunity: Your Structure (Time Taken: 1 Seconds, Avg. Time: 4 Minutes, 10 Seconds)Document5 pagesEvaluating The China Opportunity: Your Structure (Time Taken: 1 Seconds, Avg. Time: 4 Minutes, 10 Seconds)Chaitanya KarwaNo ratings yet
- Can You Hear Me Now?: Category: Telecom, Competitive ResponseDocument5 pagesCan You Hear Me Now?: Category: Telecom, Competitive ResponseChaitanya KarwaNo ratings yet
- Tabula Rasa: Your Structure (Time Taken: 3 Seconds, Avg. Time: 4 Minutes, 13 Seconds)Document5 pagesTabula Rasa: Your Structure (Time Taken: 3 Seconds, Avg. Time: 4 Minutes, 13 Seconds)Chaitanya KarwaNo ratings yet
- Planning For The Worst: Your Structure (Time Taken: 3 Seconds, Avg. Time: 5 Minutes, 46 Seconds)Document5 pagesPlanning For The Worst: Your Structure (Time Taken: 3 Seconds, Avg. Time: 5 Minutes, 46 Seconds)Chaitanya KarwaNo ratings yet
- A Wizard's Touch: Your Structure (Time Taken: 1 Seconds, Avg. Time: 4 Minutes, 42 Seconds)Document5 pagesA Wizard's Touch: Your Structure (Time Taken: 1 Seconds, Avg. Time: 4 Minutes, 42 Seconds)Chaitanya KarwaNo ratings yet
- Standard Test Method For Electrical InsulationDocument18 pagesStandard Test Method For Electrical InsulationKian ChuanNo ratings yet
- Dissolution Kinetics of Metallic Copper With CuSO4-NaCl-HClDocument8 pagesDissolution Kinetics of Metallic Copper With CuSO4-NaCl-HClNatitoPazGonzalezArmijoNo ratings yet
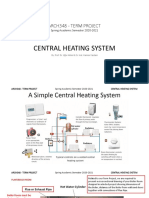
- Arch348 - Term Project-Central Heating SystemDocument17 pagesArch348 - Term Project-Central Heating Systemmert avlarNo ratings yet
- Vapor-Liquid Equilibria of CCl4-Toluene MixtureDocument5 pagesVapor-Liquid Equilibria of CCl4-Toluene MixtureAakash Sharma100% (1)
- Singly and Doubly Reinforced BeamsDocument16 pagesSingly and Doubly Reinforced BeamsGodfrey RuizNo ratings yet
- Foundation Engineering Q & ADocument11 pagesFoundation Engineering Q & AGowtham RajaNo ratings yet
- Pile Integrity Final Report: Test Report No. KRL-42400-TR-461062 Test Report Date 08/02/2022Document6 pagesPile Integrity Final Report: Test Report No. KRL-42400-TR-461062 Test Report Date 08/02/2022Sabyasachi BangalNo ratings yet
- Vereecken 1976Document9 pagesVereecken 1976Kieu PhucNo ratings yet
- Chapter 7 - Climate - Solutions For Class 10 ICSE Total Geography Morning Star - KnowledgeBoatDocument5 pagesChapter 7 - Climate - Solutions For Class 10 ICSE Total Geography Morning Star - KnowledgeBoatSuraj Yadav100% (1)
- Assignment1 KineticsDocument2 pagesAssignment1 KineticsVishal HNo ratings yet
- Recycle PTQDocument6 pagesRecycle PTQremsorNo ratings yet
- Die-Cut Thickness and Dimension Tolerances GuideDocument1 pageDie-Cut Thickness and Dimension Tolerances Guidetripathi prashantNo ratings yet
- Experimental Assessment of Surface Integrity of Inconel-825 in WEDMDocument21 pagesExperimental Assessment of Surface Integrity of Inconel-825 in WEDMNitesh TiwariNo ratings yet
- Advanced Water Distribution Modeling and ManagementDocument54 pagesAdvanced Water Distribution Modeling and Managementscorpio1878No ratings yet
- Kapitel 07 DINO Techn TeilDocument5 pagesKapitel 07 DINO Techn Teilalecandro_90No ratings yet
- Clear Air TurbulanceDocument2 pagesClear Air TurbulanceAchmad Arifudin HidayatullohNo ratings yet
- Successful Patching: Bench Philosophy (21) : Patch Clamping GuidelinesDocument2 pagesSuccessful Patching: Bench Philosophy (21) : Patch Clamping GuidelinesNino MtchedlidzeNo ratings yet
- Quiz WA #3Document2 pagesQuiz WA #3Cosette Arizaga VillasanalNo ratings yet
- Determination of Hysteresis LoopDocument3 pagesDetermination of Hysteresis LoopchiranjeevNo ratings yet
- Mechanical Engineering PPT of AltafDocument10 pagesMechanical Engineering PPT of AltafAltaf HussainNo ratings yet
- 100 Ways To Pass The Earth Science Regents With Test TipsDocument4 pages100 Ways To Pass The Earth Science Regents With Test TipsRZNo ratings yet
- Centrifugal Pump Components and TheoryDocument52 pagesCentrifugal Pump Components and TheoryTahmid ShahriarNo ratings yet
- Algerian Renewable Energy Resource Atlas: 1 Edition 2019Document64 pagesAlgerian Renewable Energy Resource Atlas: 1 Edition 2019ZAKROUN100% (1)
- 2 - Weight-Volume Relationships, Plasticity, and Structure of SoilDocument30 pages2 - Weight-Volume Relationships, Plasticity, and Structure of SoilKhalid AljanabiNo ratings yet
- Finite Element Method Chapter 4 - The DSMDocument17 pagesFinite Element Method Chapter 4 - The DSMsteven_gogNo ratings yet
- InSARPrinciplesTheory UNAVCO 2016new PDFDocument71 pagesInSARPrinciplesTheory UNAVCO 2016new PDFAnuphao AobpaetNo ratings yet
- How Do Columns in RC Buildings Resist EarthquakeDocument2 pagesHow Do Columns in RC Buildings Resist EarthquakekooaduNo ratings yet
- A. Marakani - FEA and Design of A Plane TrussDocument7 pagesA. Marakani - FEA and Design of A Plane TrussLe Thanh PhanNo ratings yet
- Gel Phantom in Ultrasound DosimetryDocument7 pagesGel Phantom in Ultrasound DosimetrytomgrgicNo ratings yet