You might also like
- Application of An Integrated CAD/CAE/CAM System For Stamping Dies For AutomobilesDocument14 pagesApplication of An Integrated CAD/CAE/CAM System For Stamping Dies For AutomobilesSugan Prabhu100% (1)
- A CAD-CAE-Integrated Injection Mold Design SystemDocument13 pagesA CAD-CAE-Integrated Injection Mold Design SystemaenymaNo ratings yet
- AI Applications To Metal Stamping Die Design - A Review: Vishal Naranje, Shailendra KumarDocument7 pagesAI Applications To Metal Stamping Die Design - A Review: Vishal Naranje, Shailendra KumarCandra WahyudiantoNo ratings yet
- Investigation of Progressive Die Tool For Electrical AppliancesDocument7 pagesInvestigation of Progressive Die Tool For Electrical Appliancesmis2hijosNo ratings yet
- Mf7111 Cam Lab Manual Edited - 2014Document34 pagesMf7111 Cam Lab Manual Edited - 2014Nabeel neduvalliNo ratings yet
- Geometric Features Extraction of A 3D Cad Model For Reconfigurable ManufacturingDocument10 pagesGeometric Features Extraction of A 3D Cad Model For Reconfigurable ManufacturingTJPRC PublicationsNo ratings yet
- Parametric Design of Dies For Cutting and Drawing Using Catia EnvironmentDocument8 pagesParametric Design of Dies For Cutting and Drawing Using Catia EnvironmentTudorache Ionut- IulianNo ratings yet
- Making customized tree-like structures with algorithmic design and digital fabricationDocument4 pagesMaking customized tree-like structures with algorithmic design and digital fabricationOnurbs OrusNo ratings yet
- Design and Development of Progressive Tool For Mold Tag: Articles You May Be Interested inDocument11 pagesDesign and Development of Progressive Tool For Mold Tag: Articles You May Be Interested inmazen banatNo ratings yet
- Knowledge - Based Parametric Modeling For Bolts, Nuts and Bearings Using SolidworksDocument11 pagesKnowledge - Based Parametric Modeling For Bolts, Nuts and Bearings Using SolidworkssamanthaNo ratings yet
- Lecture 01: Introduction: (Computer Organization vs. Computer Architecture Structural/Functional View of Computer)Document15 pagesLecture 01: Introduction: (Computer Organization vs. Computer Architecture Structural/Functional View of Computer)Vikas SagarNo ratings yet
- TCE030Document6 pagesTCE030Sathiya SeelanNo ratings yet
- CAE - Chapter 1 - Part 2Document7 pagesCAE - Chapter 1 - Part 2ahmed mediaNo ratings yet
- Stamping CAD-CAE Design General GuidelinesDocument14 pagesStamping CAD-CAE Design General Guidelinesjcastellon14370No ratings yet
- Computer Aided Progressive Die DesignDocument2 pagesComputer Aided Progressive Die DesignDeep AhireNo ratings yet
- ICT-enabled Collaborative Working Environment For Concurrent Conceptual DesignDocument21 pagesICT-enabled Collaborative Working Environment For Concurrent Conceptual Designcaroloops.liaoNo ratings yet
- Cad Cam Lab ManualDocument75 pagesCad Cam Lab ManualHariprasad100% (1)
- Cad 19 (S2) 2022 1-14Document14 pagesCad 19 (S2) 2022 1-14Petar PetrovicNo ratings yet
- Knowledge-Based Engineering For Process Planning and Die Design For Automotive PanelsDocument13 pagesKnowledge-Based Engineering For Process Planning and Die Design For Automotive PanelslorraineinskyNo ratings yet
- Feature Based Modeling and Automated Process Plan Generation For Turning ComponentsDocument10 pagesFeature Based Modeling and Automated Process Plan Generation For Turning Components17102117 vrushaliNo ratings yet
- Cybercut: An Internet-Based Cad/Cam SystemDocument33 pagesCybercut: An Internet-Based Cad/Cam SystemJitendra JainNo ratings yet
- amm.687 691.3433Document5 pagesamm.687 691.3433Erick MejíaNo ratings yet
- Application of Cad in RP TechnologyffDocument13 pagesApplication of Cad in RP TechnologyffPushkar FegadeNo ratings yet
- Process Information Model For Sheet Metal OperationsDocument10 pagesProcess Information Model For Sheet Metal OperationsgcldesignNo ratings yet
- Automatic Strip Layout Design in Progressive Dies: Behrooz ArezooDocument17 pagesAutomatic Strip Layout Design in Progressive Dies: Behrooz Arezoomazen banatNo ratings yet
- The Calculator Technique Is in The Applied Overview in The Civil EngineeringDocument5 pagesThe Calculator Technique Is in The Applied Overview in The Civil EngineeringedrianNo ratings yet
- Automation of Design Process Using Etabs, Microsoft Excel and AutoCADDocument13 pagesAutomation of Design Process Using Etabs, Microsoft Excel and AutoCADakhilesh120No ratings yet
- BIM-based Decision Support System For Concrete Formwork DesignDocument7 pagesBIM-based Decision Support System For Concrete Formwork DesignSuman.SNo ratings yet
- Computer Aided Design and AnalysisDocument25 pagesComputer Aided Design and AnalysisOyedotun TundeNo ratings yet
- 8185-26324-1-PBDocument15 pages8185-26324-1-PBnitishdr1231No ratings yet
- Integrated Process Simulation and Die-Design in Sheet Metal FormingDocument4 pagesIntegrated Process Simulation and Die-Design in Sheet Metal FormingElaine JohnsonNo ratings yet
- Cec312 Lectures Note 2022docxDocument37 pagesCec312 Lectures Note 2022docxishaq kazeemNo ratings yet
- CAD Exrecise BookDocument90 pagesCAD Exrecise BookPrashant NarwadeNo ratings yet
- Cad-Cam Manual PDFDocument34 pagesCad-Cam Manual PDFM.Saravana Kumar..M.E100% (2)
- Unit 4- PDD NotesDocument32 pagesUnit 4- PDD NotesJatin SuryawanshiNo ratings yet
- 01-04-Lsass Inter Digital FabDocument13 pages01-04-Lsass Inter Digital FabSalisu BorodoNo ratings yet
- Digitaltwinmodelingmethodfor CNCmachinetoolDocument5 pagesDigitaltwinmodelingmethodfor CNCmachinetoolG U RajuNo ratings yet
- A Hybrid Intelligent Systems Approach For Die Design IIT BombayDocument6 pagesA Hybrid Intelligent Systems Approach For Die Design IIT BombaysudhakarNo ratings yet
- Development of A Remote Collaborative Forging Engineering SystemDocument9 pagesDevelopment of A Remote Collaborative Forging Engineering SystemAmir JoonNo ratings yet
- Symmetry: Design and Development of Sheet-Metal Elbows Using Programming With Visual Basic For Applications in CATIADocument23 pagesSymmetry: Design and Development of Sheet-Metal Elbows Using Programming With Visual Basic For Applications in CATIASundar VeerasamyNo ratings yet
- 2004-Liu-Automatically Extracting Sheet-Metal Features From Solid ModelDocument10 pages2004-Liu-Automatically Extracting Sheet-Metal Features From Solid ModelsachinkashidNo ratings yet
- Real-Time Progress Management System For Steel Structure ConstructionDocument8 pagesReal-Time Progress Management System For Steel Structure ConstructionRohimNo ratings yet
- Ed5161 - Cad - Record (1) - 2 PDFDocument35 pagesEd5161 - Cad - Record (1) - 2 PDFNaveenprakash100% (1)
- 15AE308J - Design Lab Manual New 2020Document43 pages15AE308J - Design Lab Manual New 2020rushan ahmedNo ratings yet
- Simulation Lab Manual-2Document48 pagesSimulation Lab Manual-2Satti NagendrareddyNo ratings yet
- Applying Pro/ENGINEER for CADCAM SimulationsDocument9 pagesApplying Pro/ENGINEER for CADCAM SimulationsHafiezul HassanNo ratings yet
- DETC2000/DFM-14009: Information Modeling of Conceptual Process Planning Integrated With Conceptual DesignDocument11 pagesDETC2000/DFM-14009: Information Modeling of Conceptual Process Planning Integrated With Conceptual DesignbarmarwanNo ratings yet
- Integrating CAD and CAPP with a computational techniques modelDocument11 pagesIntegrating CAD and CAPP with a computational techniques modelDĕĕpáķ ŚĥáŕmáNo ratings yet
- The Scope of Rapid Prototyping in Civil EngineeringDocument3 pagesThe Scope of Rapid Prototyping in Civil EngineeringseventhsensegroupNo ratings yet
- Early Cost Estimation of Injection Molds 315: Glossary Index 365 369Document6 pagesEarly Cost Estimation of Injection Molds 315: Glossary Index 365 369omardzstNo ratings yet
- J. L. Chenot E. Onate Modelling of Metal Forming Processes, by Kluwer Academic PublishersDocument8 pagesJ. L. Chenot E. Onate Modelling of Metal Forming Processes, by Kluwer Academic Publishersmazen banatNo ratings yet
- Parametric Modelling Assignment No. 2 (40 CharactersDocument15 pagesParametric Modelling Assignment No. 2 (40 CharactersusamaumerNo ratings yet
- Computer Aided DesignDocument5 pagesComputer Aided DesigniceandfeverNo ratings yet
- Cad/Cam: Chapter TwoDocument172 pagesCad/Cam: Chapter TwoMoathNo ratings yet
- CAD/CAM Module 2: Computer Aided Design and Engineering AnalysisDocument64 pagesCAD/CAM Module 2: Computer Aided Design and Engineering AnalysisMohanakumara K CNo ratings yet
- For Architectural Design: Mechanical EngineeringDocument1 pageFor Architectural Design: Mechanical EngineeringtimrompiescommunityNo ratings yet
- Structural Drafting ModelDocument10 pagesStructural Drafting ModelBeny AbdouNo ratings yet
- Computer-Aided Engineering - WikipediaDocument3 pagesComputer-Aided Engineering - Wikipediaramthecharm_46098467No ratings yet
- Overview of CAD SoftwareDocument4 pagesOverview of CAD SoftwareLakshika SubodhaniNo ratings yet
- Feasibility Study Answers Key Company ConcernsDocument1 pageFeasibility Study Answers Key Company Concernsmazen banatNo ratings yet
- Time Relays: Understanding On-Delay, Off-Delay, and Other FunctionsDocument20 pagesTime Relays: Understanding On-Delay, Off-Delay, and Other Functionsmazen banatNo ratings yet
- 21A Social Media Internet Email Policy Guidance ChecklistDocument1 page21A Social Media Internet Email Policy Guidance Checklistmazen banatNo ratings yet
- Equipment PraticeDocument14 pagesEquipment Praticemazen banatNo ratings yet
- UntitledDocument1 pageUntitledmazen banatNo ratings yet
- Iec 61969-1Document23 pagesIec 61969-1mazen banatNo ratings yet
- Commercial Ice Cream Maker Design DocDocument2 pagesCommercial Ice Cream Maker Design Docmazen banatNo ratings yet
- UntitledDocument1 pageUntitledmazen banatNo ratings yet
- Upgrade Fries Choose Your Drink:: Item ID Option Price (AED) Item IDDocument12 pagesUpgrade Fries Choose Your Drink:: Item ID Option Price (AED) Item IDmazen banatNo ratings yet
- Help and SupportDocument3 pagesHelp and Supportmazen banatNo ratings yet
- Mathematical Modelling of Wind Turbine in A Wind Energy Conversion System: Power Coefficient AnalysisDocument11 pagesMathematical Modelling of Wind Turbine in A Wind Energy Conversion System: Power Coefficient AnalysisReda AlHamwiNo ratings yet
- A Novel Optimal Working Process in The Design of Parametric Progressive DiesDocument14 pagesA Novel Optimal Working Process in The Design of Parametric Progressive Diesmazen banatNo ratings yet
- Analissis de Turbina VerticalDocument11 pagesAnalissis de Turbina VerticalJuan ApzNo ratings yet
- UntitledDocument1 pageUntitledmazen banatNo ratings yet
- Showroom ProjectDocument1 pageShowroom Projectmazen banatNo ratings yet
- 72 PDFDocument5 pages72 PDFANJANEYULU RAMAVATHNo ratings yet
- J. L. Chenot E. Onate Modelling of Metal Forming Processes, by Kluwer Academic PublishersDocument8 pagesJ. L. Chenot E. Onate Modelling of Metal Forming Processes, by Kluwer Academic Publishersmazen banatNo ratings yet
- Automatic Strip Layout Design in Progressive Dies: Behrooz ArezooDocument17 pagesAutomatic Strip Layout Design in Progressive Dies: Behrooz Arezoomazen banatNo ratings yet
- Design and Analysis of An Industrial, Progressive Die For Cutting and FormingDocument35 pagesDesign and Analysis of An Industrial, Progressive Die For Cutting and Formingmazen banatNo ratings yet
- Design and Development of Progressive Tool For Mold Tag: Articles You May Be Interested inDocument11 pagesDesign and Development of Progressive Tool For Mold Tag: Articles You May Be Interested inmazen banatNo ratings yet
- Govpub C13Document92 pagesGovpub C13mazen banatNo ratings yet
- Vision 3d 4.1 User Manual enDocument296 pagesVision 3d 4.1 User Manual enmazen banatNo ratings yet
- I J NTR 03040039Document4 pagesI J NTR 03040039mis2hijosNo ratings yet
- Design & analysis of progressive dieDocument5 pagesDesign & analysis of progressive diemazen banatNo ratings yet
- Njit Etd1993 004Document116 pagesNjit Etd1993 004mazen banatNo ratings yet
- Integration of design and inspection systems literature reviewDocument22 pagesIntegration of design and inspection systems literature reviewmazen banatNo ratings yet
- Bench fitting essential toolsDocument7 pagesBench fitting essential toolsSaad AneesNo ratings yet
- 4 Runner OM617 ConversionnotesDocument349 pages4 Runner OM617 ConversionnotesLos Hijos Del Imam Jomeini HusseinyNo ratings yet
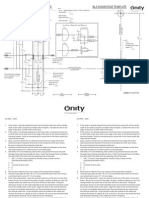
- ILS Magstripe - BLA TemplateDocument3 pagesILS Magstripe - BLA TemplatesubaquatecNo ratings yet
- Ips Katalog 2011 Engl WebDocument119 pagesIps Katalog 2011 Engl WebcslourencoNo ratings yet
- Caterpillar Cat 315D L Excavator (Prefix KBD) Service Repair Manual (KBD00001 and Up)Document27 pagesCaterpillar Cat 315D L Excavator (Prefix KBD) Service Repair Manual (KBD00001 and Up)kfm8seuuduNo ratings yet
- P2201 Operating Instruction Manual: Low Velocity Powder Actuated Fastening ToolDocument32 pagesP2201 Operating Instruction Manual: Low Velocity Powder Actuated Fastening TooleguillenNo ratings yet
- Tamru Desalegn and Adugna NigisaDocument180 pagesTamru Desalegn and Adugna Nigisasamuel fekade80% (5)
- Fabrication Process Report (Group C)Document12 pagesFabrication Process Report (Group C)Shareen 1122No ratings yet
- IMS SPA tool steels guideDocument6 pagesIMS SPA tool steels guidekbwoniu123No ratings yet
- Hand ToolsDocument124 pagesHand ToolsRupeshPandya100% (2)
- Installation of I04 Interface in HGU-84/P Aviator HelmetDocument13 pagesInstallation of I04 Interface in HGU-84/P Aviator HelmetcepusaNo ratings yet
- A Center Punch Is Used To Mark The Centre of A PointDocument4 pagesA Center Punch Is Used To Mark The Centre of A PointemonNo ratings yet
- CARLTSOE SAFETY TOOLS GUIDEDocument4 pagesCARLTSOE SAFETY TOOLS GUIDEtopbedrt100% (1)
- Diy RcabDocument32 pagesDiy RcabMatias Dacosta NeghmeNo ratings yet
- Rock DrillDocument72 pagesRock Drilljosue100% (3)
- Operation Instruction: THDP-3 Single Punch Tablet PressDocument7 pagesOperation Instruction: THDP-3 Single Punch Tablet Press8859357No ratings yet
- Tooling For Euomac Multi ToolsDocument4 pagesTooling For Euomac Multi ToolsManuel AlejandroNo ratings yet
- Types of DiesDocument17 pagesTypes of DiesJayditya KumarNo ratings yet
- 920M BallLockDocument36 pages920M BallLockSilvioNo ratings yet
- Adam Junid - Assignment Sheet DCS 1205 Rev1 23mar16Document29 pagesAdam Junid - Assignment Sheet DCS 1205 Rev1 23mar16yogapostNo ratings yet
- DFMA On Desktop StaplerDocument15 pagesDFMA On Desktop Staplerranjithkraj100% (1)
- Making Copper JewelryDocument15 pagesMaking Copper Jewelrysimalaura100% (1)
- HL 600 OmtDocument10 pagesHL 600 Omtonur tezmanNo ratings yet
- SR TechniquesDocument673 pagesSR TechniquesReBeL Tv LxNo ratings yet
- Maintenance Practices Bank Module 07Document39 pagesMaintenance Practices Bank Module 07aditya khadeNo ratings yet
- Unit 9 Tools For Basic Layout: StructureDocument7 pagesUnit 9 Tools For Basic Layout: StructureAkash Kumar DevNo ratings yet
- Power and Industrial Plant Engineering Problems: by GRC - Greywolves Review CenterDocument383 pagesPower and Industrial Plant Engineering Problems: by GRC - Greywolves Review Centerkristan7No ratings yet
- How to Design Strippers in 15 Characters or LessDocument33 pagesHow to Design Strippers in 15 Characters or Lessmahdi sakhaeeNo ratings yet
- Introduction To Hand Tools Part 1Document86 pagesIntroduction To Hand Tools Part 1Zean BenedictNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- SketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyFrom EverandSketchUp Success for Woodworkers: Four Simple Rules to Create 3D Drawings Quickly and AccuratelyRating: 1.5 out of 5 stars1.5/5 (2)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsFrom EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsRating: 5 out of 5 stars5/5 (1)
- Beginning AutoCAD® 2020 Exercise WorkbookFrom EverandBeginning AutoCAD® 2020 Exercise WorkbookRating: 2.5 out of 5 stars2.5/5 (3)
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- Autodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersFrom EverandAutodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersNo ratings yet
- Contactless Vital Signs MonitoringFrom EverandContactless Vital Signs MonitoringWenjin WangNo ratings yet
- Autodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersFrom EverandAutodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersNo ratings yet
- Certified Solidworks Professional Advanced Surface Modeling Exam PreparationFrom EverandCertified Solidworks Professional Advanced Surface Modeling Exam PreparationRating: 5 out of 5 stars5/5 (1)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsFrom EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNo ratings yet
- Design Research Through Practice: From the Lab, Field, and ShowroomFrom EverandDesign Research Through Practice: From the Lab, Field, and ShowroomRating: 3 out of 5 stars3/5 (7)