You might also like
- Ensuring Quality to Gain Access to Global Markets: A Reform ToolkitFrom EverandEnsuring Quality to Gain Access to Global Markets: A Reform ToolkitNo ratings yet
- Appraisal of Flexible Pipe Systems: Guidance Notes ForDocument27 pagesAppraisal of Flexible Pipe Systems: Guidance Notes ForsegunoyesNo ratings yet
- Standard Operating Procedure: Qualification and Verification For Hvac System and AreasDocument64 pagesStandard Operating Procedure: Qualification and Verification For Hvac System and AreasMaryanthony NamyaloNo ratings yet
- Certification Procedure: Perry Johnson Registrars, Inc. Quality SystemsDocument25 pagesCertification Procedure: Perry Johnson Registrars, Inc. Quality SystemsPrashanth BNNo ratings yet
- Testing UMTS: Assuring Conformance and Quality of UMTS User EquipmentFrom EverandTesting UMTS: Assuring Conformance and Quality of UMTS User EquipmentNo ratings yet
- BRL k652 - Evaluation GuidelineDocument22 pagesBRL k652 - Evaluation GuidelineSuman YadavNo ratings yet
- TAProcedure - TA14 Rev 03Document16 pagesTAProcedure - TA14 Rev 03Vasiljka Đordan JelacaNo ratings yet
- RTP 10i Tablet Press IQ/OQ: We Don't Just Sell Machines - We Provide ServiceDocument34 pagesRTP 10i Tablet Press IQ/OQ: We Don't Just Sell Machines - We Provide ServiceAndreas StathatosNo ratings yet
- Corporate Supplier Specification For Wafer FoundriesDocument14 pagesCorporate Supplier Specification For Wafer FoundriesOnatNo ratings yet
- QA/QC Requirements for Engineering, Procurement, Construction and Commissioning of Gas Train 5Document91 pagesQA/QC Requirements for Engineering, Procurement, Construction and Commissioning of Gas Train 5faisal jasimNo ratings yet
- Template Validation Plan For Equipment or ProcessDocument14 pagesTemplate Validation Plan For Equipment or Processkhilifi chaouki100% (1)
- QC ManualDocument65 pagesQC Manualrichard nagassarNo ratings yet
- Control PanelsDocument31 pagesControl PanelsaakashNo ratings yet
- CERTIFICATION PROCEDURESDocument8 pagesCERTIFICATION PROCEDURESAlizamin SalmanovNo ratings yet
- Performing An Installation QualificationDocument8 pagesPerforming An Installation QualificationThomasNo ratings yet
- Procedures For Approval of Service Suppliers - v01!05!13Document43 pagesProcedures For Approval of Service Suppliers - v01!05!13_LuisErnesto_No ratings yet
- Procedures For Approval of Service Suppliers - v01!05!13Document43 pagesProcedures For Approval of Service Suppliers - v01!05!13_LuisErnesto_No ratings yet
- CIDB Technical Opinion on WIRA Eco Building System (WEBSDocument71 pagesCIDB Technical Opinion on WIRA Eco Building System (WEBSChin ChloeNo ratings yet
- BET Proc Stand1Document106 pagesBET Proc Stand1Waqar AshrafNo ratings yet
- Purpose Responsibilities: Vendor Qualification and MonitoringDocument36 pagesPurpose Responsibilities: Vendor Qualification and MonitoringOlafusi RaymondNo ratings yet
- Saep 1145Document20 pagesSaep 1145Amit shah100% (1)
- IBP1095 - 19 in Flexible Pipes Systems and AncillariesDocument8 pagesIBP1095 - 19 in Flexible Pipes Systems and AncillariesMarcelo Varejão CasarinNo ratings yet
- Validation Commissioning DocumentsDocument4 pagesValidation Commissioning DocumentsPrashansa ShresthaNo ratings yet
- 22 CN Approval of Service Suppliers Rev 04 July 2022Document54 pages22 CN Approval of Service Suppliers Rev 04 July 2022Htet Lwin AungNo ratings yet
- ASQR01 Rev 11 FINAL 08 - 31 - 2018Document17 pagesASQR01 Rev 11 FINAL 08 - 31 - 2018testNo ratings yet
- 300L IQ AddendumDocument17 pages300L IQ AddendumabhiNo ratings yet
- SEVEN Quality Inspection and Test Plans (ITP) Procedure 0DMQL00-DLVR-00-SEV-QM-PRO-00004Document10 pagesSEVEN Quality Inspection and Test Plans (ITP) Procedure 0DMQL00-DLVR-00-SEV-QM-PRO-00004Meshaal ALBalharithNo ratings yet
- CCTV Method Statement Final Rev-01 PDFDocument33 pagesCCTV Method Statement Final Rev-01 PDFabdul wasay100% (1)
- QP-STD-Q-004 R1 Quality Reqts For ProjectsDocument49 pagesQP-STD-Q-004 R1 Quality Reqts For ProjectsSaravanan Varadarajan100% (5)
- SG II QUALITY Annex 24.12.2015Document89 pagesSG II QUALITY Annex 24.12.2015parthaNo ratings yet
- SP 1171Document45 pagesSP 1171Vasudev ShanmughanNo ratings yet
- Supplier Audits and SurveysDocument13 pagesSupplier Audits and SurveysBighneswar PatraNo ratings yet
- Aep1145 PDFDocument21 pagesAep1145 PDFMohammed AL-GomaieNo ratings yet
- Procedural Standards Certified Testing Cleanrooms: 2009 - Third EditionDocument140 pagesProcedural Standards Certified Testing Cleanrooms: 2009 - Third EditionAraya Job Dhananukulkit100% (2)
- Anchors For Roof Mounted EquipmentDocument14 pagesAnchors For Roof Mounted EquipmentVuk MarovicNo ratings yet
- Test Specification Number 2 December 2020Document69 pagesTest Specification Number 2 December 2020maheshNo ratings yet
- Gme-Qs-L2-202 Specification For Quality Assurance R1 27-09-2016Document37 pagesGme-Qs-L2-202 Specification For Quality Assurance R1 27-09-2016Kannan MurugesanNo ratings yet
- 7420 PDFDocument12 pages7420 PDFusstmyyNo ratings yet
- Pnsddc6a PDFDocument11 pagesPnsddc6a PDFNguyễn QuyếtNo ratings yet
- Template For Performace Qualification Protocol - Pharmaceutical GuidanceDocument4 pagesTemplate For Performace Qualification Protocol - Pharmaceutical GuidanceMIRZA AFAQ ALINo ratings yet
- Micro ManualDocument55 pagesMicro ManualNiranjan PradhanNo ratings yet
- Routing Decision Support SystemsDocument11 pagesRouting Decision Support SystemsSamo SpontanostNo ratings yet
- EMEC Certification GuideDocument34 pagesEMEC Certification Guidegdgc8s8r6gNo ratings yet
- BRC Global Standard For Agents and Brokers Issue 2 UK Free PDFDocument74 pagesBRC Global Standard For Agents and Brokers Issue 2 UK Free PDFНаталия ПухальскаяNo ratings yet
- LPS 1048 Requirements For The Approval of Sprinkler System Contractors in The UK and IrelandDocument29 pagesLPS 1048 Requirements For The Approval of Sprinkler System Contractors in The UK and IrelandMohammad NaghizadehNo ratings yet
- Checklist Testing and Inspection Without Interconnection 2Document26 pagesChecklist Testing and Inspection Without Interconnection 2Hamid Rehman100% (1)
- Dimensional Control ProcedureDocument22 pagesDimensional Control Proceduresilitonga3388100% (2)
- IPC IPC-ML-10-005 Consultants RegulationDocument20 pagesIPC IPC-ML-10-005 Consultants RegulationsaladinNo ratings yet
- Design-Qualification-Protocol-cum-Report-for-Lifting-Positioning-DeviceDocument12 pagesDesign-Qualification-Protocol-cum-Report-for-Lifting-Positioning-Devicesantosh yadavNo ratings yet
- S.A.E.P. - 1145Document20 pagesS.A.E.P. - 1145silvrsurfr637No ratings yet
- VAL - 170401 - BMAA VAL Activity 3 URS - Template PDFDocument10 pagesVAL - 170401 - BMAA VAL Activity 3 URS - Template PDFDineshNo ratings yet
- AC7110 Rev F 1Document8 pagesAC7110 Rev F 1Shamnas AyoobNo ratings yet
- Audit Criteria: AC 7109 REV. DDocument9 pagesAudit Criteria: AC 7109 REV. DsenthilNo ratings yet
- Kiwa Guia de EvaluaciónDocument82 pagesKiwa Guia de EvaluaciónMauricio CarestiaNo ratings yet
- AC7109 Rev D - Nadcap Audit Criteria For Coatings (To Be Used On or AFTER 18-Aug-13)Document9 pagesAC7109 Rev D - Nadcap Audit Criteria For Coatings (To Be Used On or AFTER 18-Aug-13)Ravi Kumar100% (1)
- Project Quality PlanDocument18 pagesProject Quality PlanPlanning0% (1)
- SDI and DSSA AZ Supplier Quality Assurance ManualDocument14 pagesSDI and DSSA AZ Supplier Quality Assurance ManualJeelanNo ratings yet
- RP 6.0 2015 Vfinal - 0Document18 pagesRP 6.0 2015 Vfinal - 0Kewell LimNo ratings yet
- l135 Storage of Dangerous SubstancesDocument19 pagesl135 Storage of Dangerous SubstancesEason NgNo ratings yet
- Thermoplastic Multi-Layer (Non-Vulcanized) Hoses and Hose Assemblies For The Transfer of Hydrocarbons, Solvents and Chemicals - SpecificationDocument8 pagesThermoplastic Multi-Layer (Non-Vulcanized) Hoses and Hose Assemblies For The Transfer of Hydrocarbons, Solvents and Chemicals - SpecificationEason NgNo ratings yet
- 1 Exploded Drawing Sigma Piston Metering Pump: Liquid EndDocument2 pages1 Exploded Drawing Sigma Piston Metering Pump: Liquid EndEason NgNo ratings yet
- Composite Hoses: and AssembliesDocument8 pagesComposite Hoses: and AssembliesEason NgNo ratings yet
- Sigma plunger pump control type adjustable meteringDocument2 pagesSigma plunger pump control type adjustable meteringEason NgNo ratings yet
- Isone 2015 Emm Report Final 6 14 16Document102 pagesIsone 2015 Emm Report Final 6 14 16Eason NgNo ratings yet
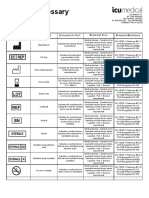
- Symbols Glossary - ICU Medical, IncDocument9 pagesSymbols Glossary - ICU Medical, IncFirman UmatiNo ratings yet
- Iso 13628 3 en PDFDocument11 pagesIso 13628 3 en PDFEason NgNo ratings yet
- International Standard: Pipework - Fittings For Corrugated Metal HosesDocument11 pagesInternational Standard: Pipework - Fittings For Corrugated Metal HosesEason NgNo ratings yet
- X8Dth-6F: Superserver® Superblade® Microblade Motherboards Chassis Accessories Amd SolutionsDocument2 pagesX8Dth-6F: Superserver® Superblade® Microblade Motherboards Chassis Accessories Amd SolutionsmohammedNo ratings yet
- Mezclador de Video JVC KM H3000 PDFDocument56 pagesMezclador de Video JVC KM H3000 PDFtaniadoalNo ratings yet
- European Commission Letter Re New IEEE Patent Policy (January 5 2015)Document2 pagesEuropean Commission Letter Re New IEEE Patent Policy (January 5 2015)abdNo ratings yet
- Abb MotorDocument38 pagesAbb MotorsanjayNo ratings yet
- UniPunch SystemDocument52 pagesUniPunch Systemmohammad2k2No ratings yet
- Motor Control Switchrack: Installation & Maintenance InformationDocument3 pagesMotor Control Switchrack: Installation & Maintenance InformationHalenaBuanNo ratings yet
- BS 6399-1996 Loading For Building-Part3 Imposed Roof Loads PDFDocument31 pagesBS 6399-1996 Loading For Building-Part3 Imposed Roof Loads PDFSenthooran MahendranNo ratings yet
- Univer Product Overview CatalogDocument200 pagesUniver Product Overview CatalogParinpa KetarNo ratings yet
- MIL-A-21180D High Strength Aluminum Alloy CastingsDocument25 pagesMIL-A-21180D High Strength Aluminum Alloy CastingsSeema TiwariNo ratings yet
- RCE Series: Digital Pressure TransducersDocument6 pagesRCE Series: Digital Pressure Transducerszakaria alhosinyNo ratings yet
- Matthews Studio Equipment 2016 Chapter 5 Truss & Grid ClampsDocument6 pagesMatthews Studio Equipment 2016 Chapter 5 Truss & Grid ClampsgakeishaNo ratings yet
- Netra Final Draft Spec - 14.06.19Document89 pagesNetra Final Draft Spec - 14.06.19RCC PGTNo ratings yet
- Antenna SpecificationsDocument3 pagesAntenna SpecificationsRobertNo ratings yet
- FloFit Installation GuideDocument3 pagesFloFit Installation GuidepetemanukNo ratings yet
- Husain Resume PDFDocument4 pagesHusain Resume PDFAnonymous KATmseNo ratings yet
- Dokumen - Tips 7950 Xrs Part Number ListingDocument6 pagesDokumen - Tips 7950 Xrs Part Number ListingsaagNo ratings yet
- Technical Manual For WSOS Protocol Configuration ToolDocument37 pagesTechnical Manual For WSOS Protocol Configuration ToolRobNo ratings yet
- M2M BGS2 DatasheetDocument4 pagesM2M BGS2 DatasheetWalter MazibukoNo ratings yet
- Tausief Shaikh: (Senior Server Developer)Document21 pagesTausief Shaikh: (Senior Server Developer)optimistic_harishNo ratings yet
- RNP ConceptDocument55 pagesRNP Conceptrebin1988No ratings yet
- Food Safety Management System Implementation Guide: GloballyDocument36 pagesFood Safety Management System Implementation Guide: GloballyGen100% (1)
- Bluetooth HandoutDocument26 pagesBluetooth HandoutsaafinlandNo ratings yet
- NCONN Core Competency Area 1: Professional, Legal and Ethical Nursing PracticeDocument18 pagesNCONN Core Competency Area 1: Professional, Legal and Ethical Nursing PracticeJanine GarciaNo ratings yet
- Project Risk Management Lecture 1 (Printables)Document35 pagesProject Risk Management Lecture 1 (Printables)Muhammad AwaisNo ratings yet
- VST White Paper IA PDFDocument14 pagesVST White Paper IA PDFMudassar RafiqNo ratings yet
- Management: Civil (Tutorial Letter)Document18 pagesManagement: Civil (Tutorial Letter)DinkoanyaneNo ratings yet
- Hikvision DS-8100 DVR Manual-V3 1 0Document67 pagesHikvision DS-8100 DVR Manual-V3 1 0Jackson LokinantaNo ratings yet
- 1 - 1553-AOM 901 0153 SoM R8 SP1 PDFDocument163 pages1 - 1553-AOM 901 0153 SoM R8 SP1 PDFNaftal MassingueNo ratings yet
- UPN (UNP) European Standard U Channels, UPN Steel Profile Specifications, Dimensions, PropertiesDocument2 pagesUPN (UNP) European Standard U Channels, UPN Steel Profile Specifications, Dimensions, Propertiesguojun sunNo ratings yet
- REST API For Mobius Yellow Turtle v2.0 PDFDocument115 pagesREST API For Mobius Yellow Turtle v2.0 PDFMoeen NaqviNo ratings yet
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsFrom EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsRating: 5 out of 5 stars5/5 (1)
- Certified Solidworks Professional Advanced Surface Modeling Exam PreparationFrom EverandCertified Solidworks Professional Advanced Surface Modeling Exam PreparationRating: 5 out of 5 stars5/5 (1)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsFrom EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNo ratings yet
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)From EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Rating: 5 out of 5 stars5/5 (2)
- Mastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressFrom EverandMastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressRating: 5 out of 5 stars5/5 (1)
- SolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)From EverandSolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Rating: 4.5 out of 5 stars4.5/5 (5)
- Autodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersFrom EverandAutodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersNo ratings yet
- Beginning AutoCAD® 2020 Exercise WorkbookFrom EverandBeginning AutoCAD® 2020 Exercise WorkbookRating: 2.5 out of 5 stars2.5/5 (3)
- Autodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersFrom EverandAutodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersNo ratings yet
- Fusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.From EverandFusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.No ratings yet
- The Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsFrom EverandThe Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsRating: 4.5 out of 5 stars4.5/5 (10)