You might also like
- Reinforced Concrete Buildings: Behavior and DesignFrom EverandReinforced Concrete Buildings: Behavior and DesignRating: 5 out of 5 stars5/5 (1)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesFrom EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesNo ratings yet
- Brochure-Bonna-Pipe - En-092021 RCC PIPEDocument36 pagesBrochure-Bonna-Pipe - En-092021 RCC PIPENaing Win AungNo ratings yet
- Bonna Sabla Concrete PipesDocument19 pagesBonna Sabla Concrete Pipesst_calvoNo ratings yet
- Spiral Welded Tubes BrochuresDocument4 pagesSpiral Welded Tubes BrochuresSoumitra GuptaNo ratings yet
- Robor Ductile Iron Brochure5Document12 pagesRobor Ductile Iron Brochure5Christiaan SnydersNo ratings yet
- Casing Seals Insolators-WaterDocument8 pagesCasing Seals Insolators-WaterHenry PerillaNo ratings yet
- Jacking Pipes Humes PDFDocument24 pagesJacking Pipes Humes PDFrizanindya100% (1)
- Appendix 4 - RCCP BONNA PIPE BrochureDocument25 pagesAppendix 4 - RCCP BONNA PIPE BrochureDicaNo ratings yet
- Appendix 4 - RCCP BONNA PIPE Brochure PDFDocument25 pagesAppendix 4 - RCCP BONNA PIPE Brochure PDFDica100% (1)
- Summary Bonna Pipe Brochure SmallDocument24 pagesSummary Bonna Pipe Brochure Smalltonful143No ratings yet
- Mechanical Engineering Ductile Pipe Manufacturing ProcessDocument14 pagesMechanical Engineering Ductile Pipe Manufacturing ProcessEl WijaNo ratings yet
- Pipe ManufactureDocument26 pagesPipe ManufactureFazlul Karim AkashNo ratings yet
- Aspects of Tube and Pipe Manufacturing Processes: Meter To Nanometer DiameterDocument10 pagesAspects of Tube and Pipe Manufacturing Processes: Meter To Nanometer DiameterKundanNo ratings yet
- TKBT Anchor EquipmentDocument32 pagesTKBT Anchor EquipmentLuca Brandi100% (1)
- Ductile PipesDocument33 pagesDuctile Pipesanirbanpwd76No ratings yet
- A Rehabilitation of RCC - PSC BridgesDocument77 pagesA Rehabilitation of RCC - PSC BridgesOneTech ManNo ratings yet
- Metallic Casing Spacers-Isolators Designed Especially For Water and Sewer Cased PipelinesDocument8 pagesMetallic Casing Spacers-Isolators Designed Especially For Water and Sewer Cased Pipelinesabs0001No ratings yet
- Study On Axial Load Carrying Capacity of Concrete-Filled Double Skin Slender Waist-Shaped Stub ColumnDocument10 pagesStudy On Axial Load Carrying Capacity of Concrete-Filled Double Skin Slender Waist-Shaped Stub ColumnIJRASETPublicationsNo ratings yet
- Steel Reinforced Concrete Shafts For MicrotunnelingDocument4 pagesSteel Reinforced Concrete Shafts For MicrotunnelingZivadin LukicNo ratings yet
- Clad PipesDocument4 pagesClad PipesSohail Tisekar100% (1)
- HOBAS Hydropower Pipelines - GPRDocument12 pagesHOBAS Hydropower Pipelines - GPRcesar munozNo ratings yet
- ISI Marked Rigid Steel Conduits and Fittings Product CatalogueDocument20 pagesISI Marked Rigid Steel Conduits and Fittings Product CatalogueSaptarshi RoyNo ratings yet
- ABB - Composite Hollow Core InsulatorDocument8 pagesABB - Composite Hollow Core InsulatorAnu SunNo ratings yet
- Post Tension IngDocument40 pagesPost Tension IngMmuthu KarthikeyanNo ratings yet
- Training Report on Industrial Training of Automobile EngineeringDocument16 pagesTraining Report on Industrial Training of Automobile EngineeringPavneet SurjanNo ratings yet
- SSAB Water Mains enDocument12 pagesSSAB Water Mains enservice techniqueNo ratings yet
- Shear Stud ConnectorsDocument6 pagesShear Stud ConnectorsKrish DoodnauthNo ratings yet
- Cast Iron Soil PipeDocument10 pagesCast Iron Soil PipeFronda Jerome BlasNo ratings yet
- Industries: The Manila'S Expert EngineersDocument12 pagesIndustries: The Manila'S Expert EngineersJohn Carlos Moralidad CriticaNo ratings yet
- Duct and PVC in ConcreteDocument6 pagesDuct and PVC in ConcreteAli AimranNo ratings yet
- Prestressed Concrete 2Document30 pagesPrestressed Concrete 2Mehdi AliNo ratings yet
- AVM Pipes Fittings CatalogueDocument41 pagesAVM Pipes Fittings CataloguebinunalukandamNo ratings yet
- Pipe Brochure (Spiral Welded Pipe)Document20 pagesPipe Brochure (Spiral Welded Pipe)AmalsyahNo ratings yet
- Burao Water Supply Expansion Sub-Project LOT - Install two 1000m3 Reservoirs on the GroundDocument19 pagesBurao Water Supply Expansion Sub-Project LOT - Install two 1000m3 Reservoirs on the Groundmustafe0% (1)
- DAT-CHINA-shanxi Datong Product Catalog PDFDocument12 pagesDAT-CHINA-shanxi Datong Product Catalog PDFNguyen Minh ThienNo ratings yet
- Piping MaterialsDocument6 pagesPiping MaterialsMichael LangatNo ratings yet
- Retain: Spare PartsDocument1 pageRetain: Spare PartsAhmed Mohamed Abd ElhakamNo ratings yet
- Welded Steel Pipe: Product InformationDocument7 pagesWelded Steel Pipe: Product InformationDBasak_1974No ratings yet
- Analysis of Materials Used in Hyperloop CapsuleDocument7 pagesAnalysis of Materials Used in Hyperloop CapsuleIJRASETPublicationsNo ratings yet
- Sheet PilingDocument24 pagesSheet PilingniyatiNo ratings yet
- Thames Gateway Water Treatment enDocument5 pagesThames Gateway Water Treatment enlucidbaseNo ratings yet
- 100-Year Design Life of Rock Bolts and Shotcrete - 5th Ground Support in Mining Underg ConstDocument6 pages100-Year Design Life of Rock Bolts and Shotcrete - 5th Ground Support in Mining Underg Consteep1977No ratings yet
- CAD Design Prestressed Concrete PipeDocument6 pagesCAD Design Prestressed Concrete PipePratik KharmateNo ratings yet
- Introduction to ASP PipesDocument24 pagesIntroduction to ASP PipesJavan Omiti100% (1)
- PSC Girder MethodologyDocument12 pagesPSC Girder MethodologySaurabh KumarNo ratings yet
- Comparing Properties of Pipes Made from Ductile Iron, Steel, Concrete, HDPE & GRPDocument3 pagesComparing Properties of Pipes Made from Ductile Iron, Steel, Concrete, HDPE & GRPDBasak_1974No ratings yet
- SteelPipe Versus DIPDocument10 pagesSteelPipe Versus DIPHichem BenniaNo ratings yet
- HI TECH Corrugate Pipe BroucherDocument30 pagesHI TECH Corrugate Pipe BroucherarsssyNo ratings yet
- Driven Ductile Iron PilesDocument61 pagesDriven Ductile Iron PilesFrans van der MerweNo ratings yet
- Question & Answer - 20marks ADocument62 pagesQuestion & Answer - 20marks AIswaryaNo ratings yet
- S TR CIVIL STEEL (Rev.0 2009) 1648785854104Document11 pagesS TR CIVIL STEEL (Rev.0 2009) 1648785854104Vimala PonnusamyNo ratings yet
- Culvert - Helcor Corrugated Steel Pipe (Armtec)Document12 pagesCulvert - Helcor Corrugated Steel Pipe (Armtec)didbeauNo ratings yet
- Lecture 4Document30 pagesLecture 4officialhemed41No ratings yet
- Conlit Ductwork System Provides Fire Protection for Circular and Rectangular Steel DuctworkDocument8 pagesConlit Ductwork System Provides Fire Protection for Circular and Rectangular Steel DuctworkrkssNo ratings yet
- Excel Pipes Jacking PipesDocument4 pagesExcel Pipes Jacking PipesAli ZarehNo ratings yet
- Manuscript Ipd 2Document87 pagesManuscript Ipd 2John Louie PimentelNo ratings yet
- A Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsFrom EverandA Short Guide to the Types and Details of Constructing a Suspension Bridge - Including Various Arrangements of Suspension Spans, Methods of Vertical Stiffening and Wire Cables Versus Eyebar ChainsNo ratings yet
- Sexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicFrom EverandSexton's Pocket-Book for Boiler-Makers and Steam Users: Comprising a Variety of Useful Information for Employer and Workmen, Government Inspectors, Board of Trade Surveyors, Engineers in Charge of Works and Ships, Foreman of Manufactories, and the General Steam-Using PublicNo ratings yet
- Structural Concrete: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionFrom EverandStructural Concrete: The Commonwealth and International Library: Structures and Solid Body Mechanics DivisionNo ratings yet
- Install cable troughs and ductsDocument7 pagesInstall cable troughs and ductssosi2020No ratings yet
- Installation Guidance For Circular Trench Pipes DN1400 - DN1800 PD80Document6 pagesInstallation Guidance For Circular Trench Pipes DN1400 - DN1800 PD80sosi2020No ratings yet
- Lifting Guidance For DN 2000 DN 2200 and DN 2400 Pipes PD38Document4 pagesLifting Guidance For DN 2000 DN 2200 and DN 2400 Pipes PD38sosi2020No ratings yet
- Installation Guidance For Cable Troughs and Service Ducts PD84Document7 pagesInstallation Guidance For Cable Troughs and Service Ducts PD84sosi2020No ratings yet
- Installation Guidance For Precast Concrete Headwalls PD81Document7 pagesInstallation Guidance For Precast Concrete Headwalls PD81sosi2020No ratings yet
- Installation Guidance For Circular Trench Pipes DN1400 - DN1800 PD80Document6 pagesInstallation Guidance For Circular Trench Pipes DN1400 - DN1800 PD80sosi2020No ratings yet
- Installation Guidance For Cable Troughs and Service Ducts PD84Document7 pagesInstallation Guidance For Cable Troughs and Service Ducts PD84sosi2020No ratings yet
- Installation Guidance For Cable Troughs and Service Ducts PD84Document7 pagesInstallation Guidance For Cable Troughs and Service Ducts PD84sosi2020No ratings yet
- Guidance For Watertight Manhole System PD71Document10 pagesGuidance For Watertight Manhole System PD71sosi2020No ratings yet
- Installation Guidance For Circular Trench Pipes DN1400 - DN1800 PD80Document6 pagesInstallation Guidance For Circular Trench Pipes DN1400 - DN1800 PD80sosi2020No ratings yet
- Typical Manhole Construction DetailsDocument9 pagesTypical Manhole Construction Detailssosi2020No ratings yet
- Installation Guidance For Circular Trench Pipes DN1400 - DN1800 PD80Document6 pagesInstallation Guidance For Circular Trench Pipes DN1400 - DN1800 PD80sosi2020No ratings yet
- Installation Guidance For Circular Trench Pipes DN1400 - DN1800 PD80Document6 pagesInstallation Guidance For Circular Trench Pipes DN1400 - DN1800 PD80sosi2020No ratings yet
- Jointing large concrete pipesDocument6 pagesJointing large concrete pipessosi2020No ratings yet
- Guidance for lifting large diameter pipesDocument3 pagesGuidance for lifting large diameter pipessosi2020No ratings yet
- Installation Guidance For Precast Concrete Headwalls PD81Document7 pagesInstallation Guidance For Precast Concrete Headwalls PD81sosi2020No ratings yet
- Calculation Method For Soakaway Depths PD30Document3 pagesCalculation Method For Soakaway Depths PD30sosi2020No ratings yet
- Typical Manhole Construction DetailsDocument9 pagesTypical Manhole Construction Detailssosi2020No ratings yet
- Typical Manhole Construction DetailsDocument9 pagesTypical Manhole Construction Detailssosi2020No ratings yet
- Guidance for lifting large diameter pipesDocument3 pagesGuidance for lifting large diameter pipessosi2020No ratings yet
- Calculation Method For Soakaway Depths PD30Document3 pagesCalculation Method For Soakaway Depths PD30sosi2020No ratings yet
- Calculation Method For Soakaway Depths PD30Document3 pagesCalculation Method For Soakaway Depths PD30sosi2020No ratings yet
- Hytran Water Hammer Software ProgramDocument17 pagesHytran Water Hammer Software ProgrammuazeemKNo ratings yet
- Epanet Vs Watergems (083011)Document9 pagesEpanet Vs Watergems (083011)MABA02100% (1)
- HYTRANDocument443 pagesHYTRANRodrigo Saraiva100% (5)
- Epaswmm5 ManualDocument245 pagesEpaswmm5 Manualsosi2020No ratings yet
- Calculation Method For Soakaway Depths PD30Document3 pagesCalculation Method For Soakaway Depths PD30sosi2020No ratings yet
- MS-24 Hydrotest Pipeline ProcedureDocument13 pagesMS-24 Hydrotest Pipeline Proceduresosi2020100% (13)
- ACHD 07 The Innsmouth ConspiracyDocument6 pagesACHD 07 The Innsmouth ConspiracyJNo ratings yet
- Court Documents - Purdue Pharma CaseDocument236 pagesCourt Documents - Purdue Pharma CaseHung LeNo ratings yet
- Hsslive Xii History All in One Notes 2023 by SujithDocument72 pagesHsslive Xii History All in One Notes 2023 by SujithKanupriya AgnihotriNo ratings yet
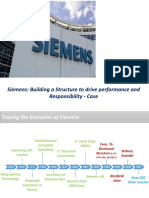
- Siemens: Building A Structure To Drive Performance and Responsibility - CaseDocument6 pagesSiemens: Building A Structure To Drive Performance and Responsibility - CaseBitopan SonowalNo ratings yet
- Dialogo Ingles 4 FinalDocument3 pagesDialogo Ingles 4 FinalJoae KsnsnsNo ratings yet
- Program Pakan Budidaya Lele: Farm Pond Code AREA (m2) Stocking Date Stocking Amount DensityDocument6 pagesProgram Pakan Budidaya Lele: Farm Pond Code AREA (m2) Stocking Date Stocking Amount DensityChevienrenaldy SamsuNo ratings yet
- Week 1-12 strength and conditioning programDocument6 pagesWeek 1-12 strength and conditioning programBrian Michael CarrollNo ratings yet
- Farmakoterapi Penyakit Infeksi: in Infectious Diseases Dewi Rahmawati, M.Farm-Klin.,AptDocument87 pagesFarmakoterapi Penyakit Infeksi: in Infectious Diseases Dewi Rahmawati, M.Farm-Klin.,AptYemima MNo ratings yet
- Nescafe Cold CoffeeDocument24 pagesNescafe Cold CoffeeMuhammad Omer SaeedNo ratings yet
- Gateway International Academy 1 (E Maths)Document5 pagesGateway International Academy 1 (E Maths)Phoo MyatNo ratings yet
- Wind Energy Services Brochure 4696 3 Da en PDFDocument62 pagesWind Energy Services Brochure 4696 3 Da en PDFghadasaudiNo ratings yet
- Underwater vessels, sensors, weapons and control systemsDocument1 pageUnderwater vessels, sensors, weapons and control systemsNguyễn ThaoNo ratings yet
- POMR Satiti Acute CholangitisDocument30 pagesPOMR Satiti Acute CholangitisIka AyuNo ratings yet
- PhysicsDocument3 pagesPhysicsMohit TiwariNo ratings yet
- Resume Dianne Ostrander 4-27-06-09Document2 pagesResume Dianne Ostrander 4-27-06-09api-12400587No ratings yet
- Pe 3 (Module 1) PDFDocument6 pagesPe 3 (Module 1) PDFJoshua Picart100% (1)
- Philippine School Action Plan for Scouting ProgramDocument1 pagePhilippine School Action Plan for Scouting ProgramLaira Joy Salvador - ViernesNo ratings yet
- Customer Status Update Report 27th January 2015 ColourDocument20 pagesCustomer Status Update Report 27th January 2015 ColourmaryNo ratings yet
- The 8 Body ConstitutionsDocument29 pagesThe 8 Body ConstitutionsNiNo ratings yet
- Mechanics of Solids by Sadhu Singhpdf Ebook and Ma PDFDocument1 pageMechanics of Solids by Sadhu Singhpdf Ebook and Ma PDFNeeraj Janghu0% (2)
- Oxidation of CopperDocument21 pagesOxidation of CopperAmeen ShahidNo ratings yet
- A Review of Air Filter TestDocument14 pagesA Review of Air Filter Testhussain mominNo ratings yet
- Louis Moreau Gottschalk's Pan-American Symphonic Ideal-SHADLEDocument30 pagesLouis Moreau Gottschalk's Pan-American Symphonic Ideal-SHADLERafaelNo ratings yet
- ESL Students' Experiences of Online Peer Feedback: Martin Guardado, Ling ShiDocument19 pagesESL Students' Experiences of Online Peer Feedback: Martin Guardado, Ling ShiJun PrinceNo ratings yet
- Acc Gr11 May 2009 PaperDocument13 pagesAcc Gr11 May 2009 PaperSam ChristieNo ratings yet
- Rocha Et Al 2020 Fostering Inter - and Transdisciplinarity in Discipline-Oriented Universities To Improve Sustainability Science and PracticeDocument12 pagesRocha Et Al 2020 Fostering Inter - and Transdisciplinarity in Discipline-Oriented Universities To Improve Sustainability Science and PracticeAna CarolinaNo ratings yet
- Crisil DataDocument6 pagesCrisil DataVihang NaikNo ratings yet
- 03 Agriculture GeofileDocument4 pages03 Agriculture GeofilejillysillyNo ratings yet
- 3 Huang2015Document10 pages3 Huang2015kikoNo ratings yet
- Communalism in India - Causes, Incidents and MeasuresDocument5 pagesCommunalism in India - Causes, Incidents and Measures295Sangita PradhanNo ratings yet