You might also like
- Mec 224 Properties of Mat TheoryDocument73 pagesMec 224 Properties of Mat TheoryNoreliana Md Sharif100% (5)
- Classification of Dental Ceramics: April 2013Document11 pagesClassification of Dental Ceramics: April 2013Eman Abdalla AhmedNo ratings yet
- Reference List 1996-2009Document37 pagesReference List 1996-2009Đi Để ĐếnNo ratings yet
- IPS E-Max CeramDocument64 pagesIPS E-Max CeramMihai Cucu100% (2)
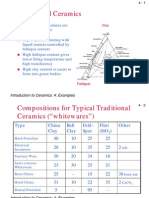
- Introduction To CeramicsDocument29 pagesIntroduction To CeramicsShrikrishna BirajdarNo ratings yet
- Materials & Design: Sang Hyun Ji, Da Sol Kim, Min Soo Park, Doojin Lee, Ji Sun YunDocument7 pagesMaterials & Design: Sang Hyun Ji, Da Sol Kim, Min Soo Park, Doojin Lee, Ji Sun YunLaura Savi RossoNo ratings yet
- Impressão 3D de Metais Usando Tintas de Hidrogel de Celulose Biodegradável - 2021Document10 pagesImpressão 3D de Metais Usando Tintas de Hidrogel de Celulose Biodegradável - 2021Joaquina NarinaNo ratings yet
- 1 s2.0 S0955221922004800 MainDocument7 pages1 s2.0 S0955221922004800 MainlenbertiNo ratings yet
- Dijital S.Document13 pagesDijital S.toprak-emineNo ratings yet
- 1 s2.0 Aa MainDocument27 pages1 s2.0 Aa MainShabanali GhorbaniNo ratings yet
- J Jmapro 2020 01 055Document5 pagesJ Jmapro 2020 01 055123No ratings yet
- 3d-Printing of Ceramic Aerogels by Spatial PhotopolymerizationDocument8 pages3d-Printing of Ceramic Aerogels by Spatial PhotopolymerizationBryanda ReyesNo ratings yet
- Design and Additive Manufacturing of Periodic Ceramic ArchitecturesDocument18 pagesDesign and Additive Manufacturing of Periodic Ceramic ArchitecturesHiba MhiriNo ratings yet
- 1 s2.0 S259015082200059X MainDocument4 pages1 s2.0 S259015082200059X MainArunNo ratings yet
- 1-s2.0-S0955221921002983-mainSi3N4-SiO2 Ceramics by Digital LightDocument10 pages1-s2.0-S0955221921002983-mainSi3N4-SiO2 Ceramics by Digital LightRAJARAM KUMAR GUPTANo ratings yet
- Materials and Process Development For Manufacturing Porcelain Figures Using A Binder Jetting 3D PrinterDocument8 pagesMaterials and Process Development For Manufacturing Porcelain Figures Using A Binder Jetting 3D PrintercesarNo ratings yet
- Artigo - Slurry-Based Additive Manufacturing of Ceramic Parts by Selective Laserburn-OutDocument7 pagesArtigo - Slurry-Based Additive Manufacturing of Ceramic Parts by Selective Laserburn-OutAntonio SilvaNo ratings yet
- The Resulted Roughness at Turning of SomeDocument5 pagesThe Resulted Roughness at Turning of SomeNicolae LucaNo ratings yet
- Wei2018 - MOLD SLSDocument30 pagesWei2018 - MOLD SLSjanakNo ratings yet
- Innovative Combination of Laser-Structuring and PVD CoatingDocument10 pagesInnovative Combination of Laser-Structuring and PVD CoatingblgndllNo ratings yet
- 3D Printing of Kaolinite Clay Ceramics Using The DIW (Direct Ink Writing)Document10 pages3D Printing of Kaolinite Clay Ceramics Using The DIW (Direct Ink Writing)Lim Chun YongNo ratings yet
- Materials 13 03133 v2Document13 pagesMaterials 13 03133 v2si parNo ratings yet
- Investigation On Two-Body Abrasive Wear Behavior of Silicon Carbide Filled Glass Fabric-Epoxy CompositesDocument16 pagesInvestigation On Two-Body Abrasive Wear Behavior of Silicon Carbide Filled Glass Fabric-Epoxy CompositesHerpika DianaNo ratings yet
- Carbon 05 00025Document16 pagesCarbon 05 00025Anonymous eaJQKWkNo ratings yet
- The Role of Powder Layer Thickness On The Quality ofDocument8 pagesThe Role of Powder Layer Thickness On The Quality ofAbdul KhaladNo ratings yet
- Articulo ExpoDocument8 pagesArticulo ExpoJMa PetiteNo ratings yet
- Jips 20 186Document7 pagesJips 20 186MairaMaraviChavezNo ratings yet
- 1-S2.0-S0272884222024920-Main ARTICALE WRITINGDocument12 pages1-S2.0-S0272884222024920-Main ARTICALE WRITINGRAJARAM KUMAR GUPTANo ratings yet
- Environmental Performance of Graphene-Based 3D MacrostructuresDocument13 pagesEnvironmental Performance of Graphene-Based 3D MacrostructuresAntônio PereiraNo ratings yet
- Microstructure Characterization and Quantitative Analysis of Copper Alloy Matrix Composites Reinforced With Wc-Xni Powders Prepared by Spontaneous InfiltrationDocument9 pagesMicrostructure Characterization and Quantitative Analysis of Copper Alloy Matrix Composites Reinforced With Wc-Xni Powders Prepared by Spontaneous Infiltrationnorthpole_plNo ratings yet
- Laser-Assisted Direct Manufacturing of Functionally Graded 3D ObjectsDocument10 pagesLaser-Assisted Direct Manufacturing of Functionally Graded 3D ObjectsKeyvan Rahmani MonfaredNo ratings yet
- Metals 11 00555Document12 pagesMetals 11 00555Faysal KhanNo ratings yet
- Citas Referencias Francisco HerreraDocument3 pagesCitas Referencias Francisco HerreraAngel LopezNo ratings yet
- 1 s2.0 S0008884603004046 MainDocument7 pages1 s2.0 S0008884603004046 MainAbhinav Kumar ThaKurNo ratings yet
- 1 s2.0 S0167577X2202105X MainDocument4 pages1 s2.0 S0167577X2202105X MainRoxana TodericiNo ratings yet
- Cip DentalDocument7 pagesCip DentalRicardo CintraNo ratings yet
- ZM Bend PaperDocument10 pagesZM Bend Paperrahul.meenaNo ratings yet
- PolymersDocument14 pagesPolymersJuan RochaNo ratings yet
- Fabrication and Mechanical Properties of Si N / (W, Ti) C/Co Graded Nano-Composite Ceramic Tool MaterialsDocument9 pagesFabrication and Mechanical Properties of Si N / (W, Ti) C/Co Graded Nano-Composite Ceramic Tool MaterialsThanh DinhNo ratings yet
- Foam Glass Processing Using A Polishing Glass Powder ResidueDocument9 pagesFoam Glass Processing Using A Polishing Glass Powder ResidueAlejandro Vargas CalderonNo ratings yet
- Spray Pyrolysis ThesisDocument4 pagesSpray Pyrolysis ThesisAngie Miller100% (2)
- Improving The Quality and Durability of Restorative Coatings by Arc Deposition and Modification With Natural Additive Bentonite ClayDocument8 pagesImproving The Quality and Durability of Restorative Coatings by Arc Deposition and Modification With Natural Additive Bentonite ClayVelumani sNo ratings yet
- 1 s2.0 S0109564122003189 MainDocument11 pages1 s2.0 S0109564122003189 MainFatemeh TaghizadehNo ratings yet
- 3D Printing Lightweight#1Document14 pages3D Printing Lightweight#1Hima WanNo ratings yet
- A Review Paper On Manufacturing CeramicsDocument10 pagesA Review Paper On Manufacturing CeramicsShashank PhansikarNo ratings yet
- Effect of Graphene Oxide Nanosheets of Microstructure and MechanicalDocument7 pagesEffect of Graphene Oxide Nanosheets of Microstructure and Mechanicalfh7k9ccdx6No ratings yet
- Characterization of Sintered Metal Additive Manufactured ProductsDocument7 pagesCharacterization of Sintered Metal Additive Manufactured ProductsM Waqas Malik MumtazNo ratings yet
- Design, Manufacturing and Properties of Controllable Porosity of CeramicDocument11 pagesDesign, Manufacturing and Properties of Controllable Porosity of CeramicJ MOHAMMEDAZHARUDEENNo ratings yet
- Construction and Building Materials: Inkyu Rhee, Yoong Ahm Kim, Gun-Ok Shin, Ji Hoon Kim, Hiroyuki MuramatsuDocument9 pagesConstruction and Building Materials: Inkyu Rhee, Yoong Ahm Kim, Gun-Ok Shin, Ji Hoon Kim, Hiroyuki MuramatsuSPK-CIVIL PSG CTNo ratings yet
- 1 s2.0 S0950061821004074 MainDocument13 pages1 s2.0 S0950061821004074 MainEverton AndradeNo ratings yet
- Flexible Fiber-Reinforced Plastic Formworks For The Production of Curved Textile-Reinforced ConcreteDocument9 pagesFlexible Fiber-Reinforced Plastic Formworks For The Production of Curved Textile-Reinforced ConcreteHau NguyenNo ratings yet
- Polyester Resin and Cement Powder CompositesDocument8 pagesPolyester Resin and Cement Powder CompositesDer FamousNo ratings yet
- 1 s2.0 S0272884222035696 MainDocument11 pages1 s2.0 S0272884222035696 MainNazanin SabetNo ratings yet
- Art. 6 PDFDocument11 pagesArt. 6 PDFсоняNo ratings yet
- Advanced Materials - 2014 - Compton - 3D Printing of Lightweight Cellular CompositesDocument6 pagesAdvanced Materials - 2014 - Compton - 3D Printing of Lightweight Cellular CompositesGabrielaLPNo ratings yet
- Local Composition Detouring For Defect Free Compositionally Graded Materials in Additive ManufacturingDocument10 pagesLocal Composition Detouring For Defect Free Compositionally Graded Materials in Additive ManufacturingLewis TendereNo ratings yet
- Shahmirzaloo 2020 Mater. Res. Express 7 116526Document16 pagesShahmirzaloo 2020 Mater. Res. Express 7 116526Arturo CervantesNo ratings yet
- Hot Lithography Sla 3d Printing of Epoxy ResinDocument6 pagesHot Lithography Sla 3d Printing of Epoxy ResinMircavid HeydəroğluNo ratings yet
- 3D Printing of Ceramic Components Using A CustomizDocument8 pages3D Printing of Ceramic Components Using A CustomizAYU WULANDARNo ratings yet
- Genesis and Mechanism of Microstructural Scale Deformation and Cracking in ZnAlMg CoatingsDocument15 pagesGenesis and Mechanism of Microstructural Scale Deformation and Cracking in ZnAlMg Coatingsrahul.meenaNo ratings yet
- Bending Strength of 3D-Printed Zirconia Ceramic Cellular StructuresDocument8 pagesBending Strength of 3D-Printed Zirconia Ceramic Cellular Structuresrizkboss8312No ratings yet
- DILIP 2011 Use of Friction Surfacing For Additive ManufacturingDocument7 pagesDILIP 2011 Use of Friction Surfacing For Additive Manufacturingapt.dwdi.iitbNo ratings yet
- Home Work 1Document3 pagesHome Work 1sami abbasNo ratings yet
- Characterization of The Interaction Between GlazesDocument9 pagesCharacterization of The Interaction Between Glazesmap vitcoNo ratings yet
- 11.2 Group IV CompoundsDocument7 pages11.2 Group IV CompoundsTrevor TatendaNo ratings yet
- Global VP Engineering Electronics in USA Resume Thirukumar VethanayagamDocument3 pagesGlobal VP Engineering Electronics in USA Resume Thirukumar VethanayagamThirukumarVNo ratings yet
- Novamix Product Catalogue 07 2022 ENDocument112 pagesNovamix Product Catalogue 07 2022 ENLjubenNo ratings yet
- Closed-Book Practice-Ch 12 (2015!03!18)Document7 pagesClosed-Book Practice-Ch 12 (2015!03!18)JuanNo ratings yet
- Rogers PCB vs. Nelco Laminates vs. Taconic Material vs. Arlon: From Design, Manufacturing To Cost FOR Microwave ElectronicsDocument12 pagesRogers PCB vs. Nelco Laminates vs. Taconic Material vs. Arlon: From Design, Manufacturing To Cost FOR Microwave ElectronicsjackNo ratings yet
- A Pproach TRIBOLOGY BroellDocument5 pagesA Pproach TRIBOLOGY BroellDavid Lopez OaxacaNo ratings yet
- Caudalimetro Master 2.5dciDocument3 pagesCaudalimetro Master 2.5dciSebastian EscalanteNo ratings yet
- General Chemistry - DocsDocument17 pagesGeneral Chemistry - DocsJohn leeNo ratings yet
- Crystals 13 00255 v2Document13 pagesCrystals 13 00255 v2Menjamin SalasNo ratings yet
- Materials: Taguchi Grey Relational Analysis For Multi-Response Optimization of Wear in Co-Continuous CompositeDocument17 pagesMaterials: Taguchi Grey Relational Analysis For Multi-Response Optimization of Wear in Co-Continuous CompositeAshwin arjunanNo ratings yet
- クボタ HIP CH701 CH702 CH713 ENGDocument46 pagesクボタ HIP CH701 CH702 CH713 ENGThillai RajanNo ratings yet
- FULL Download Ebook PDF Fundamentals of Materials Science and Engineering An Integrated Approach 5th Edition PDF EbookDocument42 pagesFULL Download Ebook PDF Fundamentals of Materials Science and Engineering An Integrated Approach 5th Edition PDF Ebookbryan.span367100% (36)
- What Are Cermets PDFDocument5 pagesWhat Are Cermets PDFAnonymous Inwmu7iEvM100% (1)
- Hytect LP Fassade GB PDFDocument142 pagesHytect LP Fassade GB PDFAdmir MatoshiNo ratings yet
- Alforsan Ceramic Road MarkersDocument2 pagesAlforsan Ceramic Road MarkersawadallaNo ratings yet
- Chemistry Form 4 Chapter 9Document6 pagesChemistry Form 4 Chapter 9Suriati Bt A Rashid100% (1)
- Alex - Preparing Porcelain Surfaces For Optimal Bonding 2008Document14 pagesAlex - Preparing Porcelain Surfaces For Optimal Bonding 2008Janeth Dinorah Rodríguez CanoNo ratings yet
- Chapter 1. Ferrous Metals 1.1: Contributors PrefaceDocument5 pagesChapter 1. Ferrous Metals 1.1: Contributors PrefacesavicivanNo ratings yet
- GonzalezandHalloranreactionphosphoricacidaluminaBulletin Vol-59 No-07 July 1980-2Document7 pagesGonzalezandHalloranreactionphosphoricacidaluminaBulletin Vol-59 No-07 July 1980-2SunnyNo ratings yet
- Zirkon ZahnDocument16 pagesZirkon ZahnDiaa Eldin Saad0% (1)
- Design Porous Clay CeramicsDocument288 pagesDesign Porous Clay Ceramicsskjr611363No ratings yet
- Investigatory ProjectDocument7 pagesInvestigatory ProjectEstelaBegildoNo ratings yet
- Electrical Property of Ceramic and PolymerDocument32 pagesElectrical Property of Ceramic and PolymerbawokeNo ratings yet
- Australian and New Zealand Standard Industrial Classification - NZ Version 1996 - New Zealand Immigration ServiceDocument11 pagesAustralian and New Zealand Standard Industrial Classification - NZ Version 1996 - New Zealand Immigration Serviceverdadro1No ratings yet
- Alotec: High Performance Alumina For Personal and Body ProtectionDocument8 pagesAlotec: High Performance Alumina For Personal and Body ProtectionfuckscribNo ratings yet