You might also like
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Slime Tutorial of Yee OldDocument16 pagesSlime Tutorial of Yee OldCarlos EuastaquioNo ratings yet
- Piping Presentation - PpsDocument61 pagesPiping Presentation - PpsVijayabaraniNo ratings yet
- Hvac Engineer Interview 70 Question AnswersDocument12 pagesHvac Engineer Interview 70 Question AnswersRobin DittoNo ratings yet
- Piping QuizDocument20 pagesPiping QuizMuhammad Tamanna ButhaNo ratings yet
- WISE Journal Volume 6, No. 1 (Spring, 2017)Document108 pagesWISE Journal Volume 6, No. 1 (Spring, 2017)Vas RaNo ratings yet
- ControTrace Vs Jacketed Piping enDocument3 pagesControTrace Vs Jacketed Piping enYoung-seok Hwang100% (1)
- How Do You Carry Out Estimation? Ans: 1. Input From BidDocument21 pagesHow Do You Carry Out Estimation? Ans: 1. Input From BidSunil ShaNo ratings yet
- Project Standards and Specifications Piping Design Criteria Rev1.0Document15 pagesProject Standards and Specifications Piping Design Criteria Rev1.0Alejandro AguanteNo ratings yet
- Ducting SystemDocument56 pagesDucting SystemJohn Ostrea100% (1)
- HVACEngineerinterview 70 QuestionanswersDocument11 pagesHVACEngineerinterview 70 QuestionanswersSreejil SreedharanNo ratings yet
- Air Cooled Heat ExchangerDocument15 pagesAir Cooled Heat Exchangerros56No ratings yet
- Aramco Equipment Interview Questions: Date: 28‐11‐ Ϯϭϭϲ 1. MdmtDocument13 pagesAramco Equipment Interview Questions: Date: 28‐11‐ Ϯϭϭϲ 1. MdmtAmadco Established86% (7)
- Pipe RoutingDocument4 pagesPipe RoutingJaykumarNo ratings yet
- Electrode SelectionDocument1 pageElectrode SelectionVijayabaraniNo ratings yet
- Air-Cooled Heat Exchangers Fin-Fan: by M.M.SorourDocument64 pagesAir-Cooled Heat Exchangers Fin-Fan: by M.M.SorourNader GaafarNo ratings yet
- CNC ReportDocument39 pagesCNC Reportrasaiya69% (13)
- Ag 31-011 120407 1Document91 pagesAg 31-011 120407 1Klich77No ratings yet
- Flow Assurance IntroductionDocument71 pagesFlow Assurance IntroductionClement ChimaNo ratings yet
- Air Cooled Heat ExchangerDocument24 pagesAir Cooled Heat Exchangeriaft100% (2)
- CH Fume Extraction System RSP BF#1Document7 pagesCH Fume Extraction System RSP BF#1bappabatliboi100% (1)
- C1 The Basic of Plant Layout Design - Process Plant Layout and Piping DesignDocument81 pagesC1 The Basic of Plant Layout Design - Process Plant Layout and Piping Designdung100% (2)
- Refrigerant Piping Design GuideDocument91 pagesRefrigerant Piping Design GuidedndudcNo ratings yet
- PPA01Document55 pagesPPA01api-199867830% (1)
- Duct & Vent EngineeringDocument70 pagesDuct & Vent Engineeringtop20202080% (5)
- Piping GuideDocument18 pagesPiping GuideEr Moosa Mohammed100% (1)
- Piping QuizDocument20 pagesPiping QuizAlex CarreraNo ratings yet
- Ex Fix Safe Zone For UE by Fahad AJDocument1 pageEx Fix Safe Zone For UE by Fahad AJAlHasaNo ratings yet
- Typical Specification For Steam Surface Condensers Appendix ADocument5 pagesTypical Specification For Steam Surface Condensers Appendix Ahappale2002No ratings yet
- Optimization of Shell and Tube Heat ExchDocument7 pagesOptimization of Shell and Tube Heat ExchnataliaNo ratings yet
- My Personal SWOT Analysis For The Human Resource ManagerDocument1 pageMy Personal SWOT Analysis For The Human Resource Managerzahur27100% (2)
- NCEA Numeracy Sample Common Assessment ActivityDocument16 pagesNCEA Numeracy Sample Common Assessment ActivityStuff Newsroom20% (5)
- Minimum Requirements For The Basic Design of Winterization SystemsDocument7 pagesMinimum Requirements For The Basic Design of Winterization SystemsAnonymous v5uipHNo ratings yet
- Installation, Operation and Maintenance - LOK-FLANGE ® Multitube Heat ExchangersDocument5 pagesInstallation, Operation and Maintenance - LOK-FLANGE ® Multitube Heat ExchangersCLIFFORDPANo ratings yet
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- ePDQ DirectLink en OriginalDocument24 pagesePDQ DirectLink en Originalsoleone9378No ratings yet
- Lecture 1 - Pipe Pipe Fittings and Steam GenerationDocument37 pagesLecture 1 - Pipe Pipe Fittings and Steam GenerationToanique HeadmanNo ratings yet
- Guidance Document For Fuel Burning Equipments and Air Pollution Control SystemsDocument95 pagesGuidance Document For Fuel Burning Equipments and Air Pollution Control Systemshafidhrahadiyan2No ratings yet
- ControTrace Benefits SummaryDocument2 pagesControTrace Benefits SummaryYoung-seok Hwang100% (1)
- Boilers: - Asit MondalDocument29 pagesBoilers: - Asit MondalAJITSPATILNo ratings yet
- Vacuum SystemDocument28 pagesVacuum SystemHamid ArizNo ratings yet
- Handbook of Spectrum Monitoring 2011Document678 pagesHandbook of Spectrum Monitoring 2011haripost100% (1)
- HEI Typ Specs For Steam Surface Condensers Data SheetDocument5 pagesHEI Typ Specs For Steam Surface Condensers Data Sheetraden_aditiya39No ratings yet
- Piping Final ExamDocument11 pagesPiping Final ExamAhmed HaridiNo ratings yet
- Air Cooled Heat Exchanger 2Document28 pagesAir Cooled Heat Exchanger 2Gustavo FamaNo ratings yet
- Determine Total Dynamic HeadDocument8 pagesDetermine Total Dynamic Headprem1112No ratings yet
- Heat Exchanger PTR Day1Document4 pagesHeat Exchanger PTR Day1siraj.hoteccNo ratings yet
- Chap. 3 - Split Air Conditioning SystemDocument17 pagesChap. 3 - Split Air Conditioning SystemSparsh ShukalNo ratings yet
- H2 Safety VentDocument5 pagesH2 Safety Ventmsantosu000No ratings yet
- Particular & General Specification-FRPDocument9 pagesParticular & General Specification-FRPmainur mechanical engineerNo ratings yet
- 9A23702 Process Equipment Design in BiotechnologyDocument4 pages9A23702 Process Equipment Design in BiotechnologysivabharathamurthyNo ratings yet
- Ship Oil Pollution Emergency Plan (SOP EP) : Length OverallDocument5 pagesShip Oil Pollution Emergency Plan (SOP EP) : Length OverallVijay RaghavanNo ratings yet
- Modeling and Simulation of Duct Routing System Using Equal Friction MethodDocument38 pagesModeling and Simulation of Duct Routing System Using Equal Friction MethodSai Ram PrabhakarNo ratings yet
- Chapter 2.3: Steam System: Part-I: Objective Type Questions and AnswersDocument7 pagesChapter 2.3: Steam System: Part-I: Objective Type Questions and Answersmaran2786No ratings yet
- Process Equipment Design Chapter 5 - Heat Transfer Equipment Design (Part 1)Document86 pagesProcess Equipment Design Chapter 5 - Heat Transfer Equipment Design (Part 1)Naresh GanisonNo ratings yet
- RAC Workbook (ME-18179)Document58 pagesRAC Workbook (ME-18179)mfnzk1980No ratings yet
- Design Optimization of Ice Plant Test-Rig: H. S. Salave, V. N. RaibholeDocument6 pagesDesign Optimization of Ice Plant Test-Rig: H. S. Salave, V. N. RaibholeNeeraj SamadhiyaNo ratings yet
- Heat Exchanger Design - Part 1Document26 pagesHeat Exchanger Design - Part 1Siddhant SoymonNo ratings yet
- Air Cooled Condensors: General DescriptionDocument7 pagesAir Cooled Condensors: General DescriptionRajeev MaheshwariNo ratings yet
- Analysis of Vortex Tube: 1) Pravin Sharma 2) Krishna Rajput 3) Abhishek Singh 4) Deepak DubeyDocument15 pagesAnalysis of Vortex Tube: 1) Pravin Sharma 2) Krishna Rajput 3) Abhishek Singh 4) Deepak DubeyNISHANT395No ratings yet
- Boiler OverhaulDocument9 pagesBoiler OverhaulHemant PatilNo ratings yet
- TEMA Terminology:: o o o o oDocument5 pagesTEMA Terminology:: o o o o oNathanianNo ratings yet
- CE001 - Notes Lesson 4 - 5d - v2Document74 pagesCE001 - Notes Lesson 4 - 5d - v2葉朗No ratings yet
- Cooling TowersDocument4 pagesCooling TowersAmando GonzalesNo ratings yet
- Top 50 Questions For InterviewDocument6 pagesTop 50 Questions For InterviewNeha KumariNo ratings yet
- 1.00.00 GENERAL Information: (For Vendor Registration Purpose)Document7 pages1.00.00 GENERAL Information: (For Vendor Registration Purpose)Rajendran SrnNo ratings yet
- Fundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationFrom EverandFundamentals of Industrial Heat Exchangers: Selection, Design, Construction, and OperationNo ratings yet
- API 571 PreviewsDocument7 pagesAPI 571 PreviewsVijayabaraniNo ratings yet
- Section 01 Duties - Responsibilities of A Welding InspectorDocument8 pagesSection 01 Duties - Responsibilities of A Welding InspectorVijayabaraniNo ratings yet
- Wip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreDocument3 pagesWip Site, Igcar, Kalpakkam: Vacuum Techniques PVT LTD BanagloreVijayabaraniNo ratings yet
- Process PlantDocument133 pagesProcess PlantVijayabaraniNo ratings yet
- Plate Weight PDFDocument1 pagePlate Weight PDFVijayabaraniNo ratings yet
- Sherif Hassan Ouda: Curriculum VitaeDocument3 pagesSherif Hassan Ouda: Curriculum VitaeVijayabaraniNo ratings yet
- Blue SideDocument3 pagesBlue SideVijayabaraniNo ratings yet
- Final Draft Whitepaper With Track Changes Accepted SharksDocument10 pagesFinal Draft Whitepaper With Track Changes Accepted Sharksapi-676366041No ratings yet
- Top HTML and HTML5 Interview Questions (2021) - InterviewBitDocument59 pagesTop HTML and HTML5 Interview Questions (2021) - InterviewBitGaurav GhoshNo ratings yet
- "ABP Postgraduate Diploma in Business Management": Assignment: Management of Financial Resources and PerformanceDocument3 pages"ABP Postgraduate Diploma in Business Management": Assignment: Management of Financial Resources and PerformancenilangaxNo ratings yet
- The Real Business Cycle Model: Quantitative MacroeconomicsDocument36 pagesThe Real Business Cycle Model: Quantitative MacroeconomicsAmil MusovicNo ratings yet
- Topic 7. X-Ray, Luminescent and Transilluminating Diagnostics: The Indication ToDocument2 pagesTopic 7. X-Ray, Luminescent and Transilluminating Diagnostics: The Indication ToHERO RescueNo ratings yet
- Unit 03 Analysis-1Document37 pagesUnit 03 Analysis-1johnnyNo ratings yet
- FullPaperPublishedine Book OnlineLearningDocument13 pagesFullPaperPublishedine Book OnlineLearningALIF FITRI BIN MOHD JASMINo ratings yet
- Mareting in Digital World PresentationDocument34 pagesMareting in Digital World PresentationFeroj AhmedNo ratings yet
- Physics Project ON: Full Wave RectifierDocument14 pagesPhysics Project ON: Full Wave RectifierSachin MuruganNo ratings yet
- 2014.03.27 Volume 2 Design ENDocument134 pages2014.03.27 Volume 2 Design ENSalman KaziNo ratings yet
- CH412 Problems 0007Document1 pageCH412 Problems 0007BSMK60100% (1)
- Every Child Matters A Practical Guide For Teachers PDFDocument2 pagesEvery Child Matters A Practical Guide For Teachers PDFBarbaraNo ratings yet
- Future of LGs in PakistanDocument16 pagesFuture of LGs in Pakistansaad aliNo ratings yet
- Million Dollar Theft Sol 2015Document3 pagesMillion Dollar Theft Sol 2015KeremNo ratings yet
- Module 3 CSMDocument31 pagesModule 3 CSMmayankgami27No ratings yet
- CH 20 Events After The Reporting PeriodDocument6 pagesCH 20 Events After The Reporting PeriodPutin PhyNo ratings yet
- Tlisw CL 10 English Term 1 Student Portfolio 22-23Document2 pagesTlisw CL 10 English Term 1 Student Portfolio 22-23Darsh AgarwalNo ratings yet
- Saarrthi Sovereign Pune - 0Document1 pageSaarrthi Sovereign Pune - 0rajat charayaNo ratings yet
- Textbook Thermal Power Plant Control and Instrumentation The Control of Boilers and Hrsgs 2Nd Edition David Lindsley Ebook All Chapter PDFDocument53 pagesTextbook Thermal Power Plant Control and Instrumentation The Control of Boilers and Hrsgs 2Nd Edition David Lindsley Ebook All Chapter PDFtim.bass844100% (1)
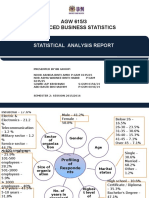
- AGW 615/3 Advanced Business Statistics: Statistical Analysis ReportDocument10 pagesAGW 615/3 Advanced Business Statistics: Statistical Analysis ReportNida AmriNo ratings yet
- Personal StatementDocument4 pagesPersonal StatementZoha RehmanNo ratings yet
- CNS M4 ShaDocument25 pagesCNS M4 Sha65nsvgkzgdNo ratings yet