You might also like
- IBR - 1950 - Reg. 360Document3 pagesIBR - 1950 - Reg. 360ayoki100% (2)
- IBR 360 Butt WeldsDocument3 pagesIBR 360 Butt WeldsRajivharolikar100% (1)
- CHAPTER XIII IBR Welder QualificationDocument11 pagesCHAPTER XIII IBR Welder QualificationAnubhav Lakhmani100% (1)
- Indian Boiler Regulations 1950Document150 pagesIndian Boiler Regulations 1950mishtinil33% (3)
- Form No. 101 - 401 Bharat Heavy Electricals Limited Tiruchirappalli-620014 Welding Technology Centre Page 1 of 2Document10 pagesForm No. 101 - 401 Bharat Heavy Electricals Limited Tiruchirappalli-620014 Welding Technology Centre Page 1 of 2JithinAbrahamNo ratings yet
- Boiler Inspectrate SyllabusDocument6 pagesBoiler Inspectrate SyllabusMithilesh SinghNo ratings yet
- Hydrotest Procedure for WHR CPP BoilersDocument12 pagesHydrotest Procedure for WHR CPP BoilersJOHnNo ratings yet
- Procedure For Tubing & ExpansionDocument6 pagesProcedure For Tubing & ExpansionBoby ThomasNo ratings yet
- All about steam boiler hydrostatic testingDocument2 pagesAll about steam boiler hydrostatic testingRoland NicolasNo ratings yet
- DOs & Donts of WeldingDocument21 pagesDOs & Donts of WeldingkamalNo ratings yet
- Vizag Bed Coil Replacement ProcedureDocument8 pagesVizag Bed Coil Replacement ProcedureMahadev KovalliNo ratings yet
- Erection & Welding of P91 Pipe MaterialDocument10 pagesErection & Welding of P91 Pipe MateriallightsonsNo ratings yet
- Procedure For Condenser Flood Test and Vacuum Tightness TestDocument13 pagesProcedure For Condenser Flood Test and Vacuum Tightness TestJackSparrow86No ratings yet
- Boiler Tube Leakage ArrestingDocument2 pagesBoiler Tube Leakage ArrestingKarthi Keyan100% (2)
- STEAM-PIPES AND FITTINGS REGULATIONSDocument7 pagesSTEAM-PIPES AND FITTINGS REGULATIONSRajivharolikar100% (2)
- IBR Safety Valve ClausesDocument7 pagesIBR Safety Valve ClausesSaurabh BarangeNo ratings yet
- REGULATIONS UPDATEDDocument74 pagesREGULATIONS UPDATEDSakthi VelNo ratings yet
- Highlight of IBRDocument15 pagesHighlight of IBRAnonymous XBq5J84No ratings yet
- Regulation 391A - Remanent life assessment of boilersDocument6 pagesRegulation 391A - Remanent life assessment of boilersdnageshm4n244100% (1)
- Specification For Piping FabricationDocument24 pagesSpecification For Piping FabricationSanjay SenNo ratings yet
- Indian Boilers Act and Regulations GuideDocument63 pagesIndian Boilers Act and Regulations GuideDurga Prasad100% (1)
- Kerosene Leak TestDocument4 pagesKerosene Leak Testskc50% (2)
- Alternate Arrangements For Air Tightness TestingDocument7 pagesAlternate Arrangements For Air Tightness TestingRupesh Sinha100% (1)
- Understanding IBR 1950Document7 pagesUnderstanding IBR 1950sammar_10No ratings yet
- Double-V-Weld Consumption Formula in Excel SheetDocument6 pagesDouble-V-Weld Consumption Formula in Excel SheetvinothNo ratings yet
- Colour Coding As Per BHELDocument7 pagesColour Coding As Per BHELKedar Choksi0% (1)
- P 36 Material 15NiCuMoNb5-6-4Document13 pagesP 36 Material 15NiCuMoNb5-6-4Mudassar Iqbal100% (1)
- Welder Id Card DhavalDocument18 pagesWelder Id Card DhavalDhaval engineeringNo ratings yet
- Method Statement For Titanium PipeworkDocument3 pagesMethod Statement For Titanium Pipeworkprem nautiyalNo ratings yet
- CBB Exam Preparation CourseDocument2 pagesCBB Exam Preparation CourseaadmaadmNo ratings yet
- Asme Sec I PWHT RequirementDocument6 pagesAsme Sec I PWHT RequirementSajin ChandranNo ratings yet
- Jutasama Tube Expansion ProcedureDocument3 pagesJutasama Tube Expansion Procedurefizanlamin100% (1)
- Table UCS-56-1 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 1Document4 pagesTable UCS-56-1 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 1MechanicalNo ratings yet
- 45 TPH boiler inspection report highlights issuesDocument30 pages45 TPH boiler inspection report highlights issuesparthi20065768No ratings yet
- Procedure For Commissioning of Auxiliary Prds SystemDocument14 pagesProcedure For Commissioning of Auxiliary Prds SystemJackSparrow86100% (1)
- Job Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptDocument13 pagesJob Procedure For Tanks Radiography Test: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- CFBC Boiler SOPDocument18 pagesCFBC Boiler SOPgangatharanNo ratings yet
- Hydro Test Key PointsDocument16 pagesHydro Test Key PointsRahulNo ratings yet
- NK - 008 Approved Procedure For STEAM BLOWING of North KaranpuraDocument28 pagesNK - 008 Approved Procedure For STEAM BLOWING of North KaranpuraHimanshu ChaturvediNo ratings yet
- 4.IBR Rules PDFDocument87 pages4.IBR Rules PDFKiran Sahu67% (3)
- Calculate Tube Expansion Percentage Using This FormulaDocument1 pageCalculate Tube Expansion Percentage Using This FormulaWaqas Waqas100% (2)
- Boiler Hydro Test 1Document7 pagesBoiler Hydro Test 1sambhu100% (1)
- Dish End InspectionDocument2 pagesDish End InspectionTomy George80% (5)
- Codes StandardsDocument61 pagesCodes Standardshrk100No ratings yet
- Steam Turbine Inspection Bhel PDFDocument26 pagesSteam Turbine Inspection Bhel PDFMohammedBujair100% (4)
- Mill Test Certificate: Run Date 12/07/2018 OR0019M - JAZ User ID E1037Document1 pageMill Test Certificate: Run Date 12/07/2018 OR0019M - JAZ User ID E1037yugandhar100% (2)
- Quality Assurance Plan For Ptfe Lined Pipes & FittingsDocument1 pageQuality Assurance Plan For Ptfe Lined Pipes & Fittingsروشان فاطمة روشانNo ratings yet
- Pressure Vessel Dimension InspectionDocument10 pagesPressure Vessel Dimension InspectionYetkin ErdoğanNo ratings yet
- Job Procedure For PWHT of Storage Tanks: 10 of Ramadan City, Industrial Area A1, EgyptDocument5 pagesJob Procedure For PWHT of Storage Tanks: 10 of Ramadan City, Industrial Area A1, EgyptShubham ShuklaNo ratings yet
- Apcosil 605Document1 pageApcosil 605rihtak123No ratings yet
- Boiler Pressure PartsDocument67 pagesBoiler Pressure PartsAmul PontingNo ratings yet
- كيفية حساب كمية سلك اللحام المطلوبةDocument6 pagesكيفية حساب كمية سلك اللحام المطلوبةMohamed AtefNo ratings yet
- Ibr RegDocument6 pagesIbr RegSitaram Jha100% (1)
- Asme Section I: Section - Iii Code ExtractionDocument3 pagesAsme Section I: Section - Iii Code ExtractionReadersmo100% (1)
- Minco TipSensProbeDocument2 pagesMinco TipSensProbeAnonymous cXjAZTNo ratings yet
- Pages From Fs-1046!22!23-Tdc - r1 LTDocument1 pagePages From Fs-1046!22!23-Tdc - r1 LTtiroco8756No ratings yet
- Thyssenkrupp Materials (UK) LTD Stainless Steel 1.4878: Material Data SheetDocument3 pagesThyssenkrupp Materials (UK) LTD Stainless Steel 1.4878: Material Data SheetShariq KhanNo ratings yet
- Reg. 338 Boiler and Super Heater Tubes, Headers and Other Pressure Parts TubesDocument4 pagesReg. 338 Boiler and Super Heater Tubes, Headers and Other Pressure Parts TubesWASIM MAKANDARNo ratings yet
- Hydraulic Steel Tubes: © 2021 Chuan Kok Hardware & Machinery Pte LTDDocument10 pagesHydraulic Steel Tubes: © 2021 Chuan Kok Hardware & Machinery Pte LTDNaseema SulaimanNo ratings yet
- 4130wog0913 - Rev14Document3 pages4130wog0913 - Rev14Quality controller100% (1)
- SS 409M WeldingDocument12 pagesSS 409M WeldingwentropremNo ratings yet
- HindiBook AshtavakrageetaDocument35 pagesHindiBook AshtavakrageetaSitaram JhaNo ratings yet
- Welding Manual R01Document185 pagesWelding Manual R01Sitaram JhaNo ratings yet
- 安 装 使 用 说 明 书 Installation and Operation Manual: AQC Waste Heat BoilerDocument35 pages安 装 使 用 说 明 书 Installation and Operation Manual: AQC Waste Heat BoilerSitaram JhaNo ratings yet
- Procedure For Magnetic Particle Inspection A1Document10 pagesProcedure For Magnetic Particle Inspection A1Sitaram JhaNo ratings yet
- RT&HT As Per IBRDocument2 pagesRT&HT As Per IBRSitaram JhaNo ratings yet
- विवाह मंत्रा: (Vivah Mantra)Document13 pagesविवाह मंत्रा: (Vivah Mantra)SB Dev59% (39)
- Function For Welding, NDTDocument24 pagesFunction For Welding, NDTSitaram JhaNo ratings yet
- 安 装 使 用 说 明 书 Installation and Operation Manual: AQC Waste Heat BoilerDocument35 pages安 装 使 用 说 明 书 Installation and Operation Manual: AQC Waste Heat BoilerSitaram JhaNo ratings yet
- Some of The Books Written by Shri Yogeshwarnand JiDocument25 pagesSome of The Books Written by Shri Yogeshwarnand JiSitaram JhaNo ratings yet
- P.No. Group N AWS No. Class Filler No (F. No.) A. No. Si No. Material Grade Filler Metal SFA NoDocument3 pagesP.No. Group N AWS No. Class Filler No (F. No.) A. No. Si No. Material Grade Filler Metal SFA NoSitaram JhaNo ratings yet
- Bhel Guidelines For WeldingDocument2 pagesBhel Guidelines For WeldingSitaram JhaNo ratings yet
- Ibr RegDocument6 pagesIbr RegSitaram Jha100% (1)
- P.No. Group N AWS No. Class Filler No (F. No.) A. No. Si No. Material Grade Filler Metal SFA NoDocument3 pagesP.No. Group N AWS No. Class Filler No (F. No.) A. No. Si No. Material Grade Filler Metal SFA NoSitaram JhaNo ratings yet
- Ibr RegDocument6 pagesIbr RegSitaram Jha100% (1)
- Welding DesignDocument28 pagesWelding DesignSitaram JhaNo ratings yet
- Welding Manual R01Document185 pagesWelding Manual R01Sitaram JhaNo ratings yet
- Weld Metal RT Film InterpretationDocument10 pagesWeld Metal RT Film Interpretationsekarsanthanam95% (22)
- Nominal Size (NB) Outside Diameter Wall Thickness Weight (MM) (MM) (MM) KG/M M/tonne KG/M M/tonne Black GalvanisedDocument1 pageNominal Size (NB) Outside Diameter Wall Thickness Weight (MM) (MM) (MM) KG/M M/tonne KG/M M/tonne Black GalvanisedVisas SivaNo ratings yet
- Drawing Guide Weld SymbolsDocument4 pagesDrawing Guide Weld SymbolsAhmed Mostafa AL-AboudyNo ratings yet
- BS 4449 1997Document24 pagesBS 4449 1997Sitaram JhaNo ratings yet
- Radiographic TestingDocument47 pagesRadiographic TestingsmrndrdasNo ratings yet
- Nominal Size (NB) Outside Diameter Wall Thickness Weight (MM) (MM) (MM) KG/M M/tonne KG/M M/tonne Black GalvanisedDocument1 pageNominal Size (NB) Outside Diameter Wall Thickness Weight (MM) (MM) (MM) KG/M M/tonne KG/M M/tonne Black GalvanisedVisas SivaNo ratings yet
- Welding DefectDocument17 pagesWelding DefectAna Hidayah Syuhada100% (1)
- 1319 3 Guidelines For WeldingDocument64 pages1319 3 Guidelines For Weldingg_sanchetiNo ratings yet
- Case 1518-5Document2 pagesCase 1518-5slawateNo ratings yet
- Codes in Structural Engineering: Developments and Needs For International PracticeDocument10 pagesCodes in Structural Engineering: Developments and Needs For International PracticeSitaram JhaNo ratings yet
- Bhakti-Ratnavali - Visnu PuriDocument45 pagesBhakti-Ratnavali - Visnu Purisr_jhaNo ratings yet
- SS 409M WeldingDocument12 pagesSS 409M WeldingwentropremNo ratings yet
- Manual Varec Series 180 181 Double Port Regulator Varec en en 5197388Document4 pagesManual Varec Series 180 181 Double Port Regulator Varec en en 5197388reneNo ratings yet
- Black Knight 1000 BrochureDocument2 pagesBlack Knight 1000 BrochureAdamMitchellNo ratings yet
- 1548625684Document1,251 pages1548625684Yogesh S Shinde0% (1)
- Process Flow Limits Valve Symbology Connections Fluid Codes: IG N E DDocument1 pageProcess Flow Limits Valve Symbology Connections Fluid Codes: IG N E DCabello V. LizandroNo ratings yet
- Engineering Data Sheet: Bill of MaterialDocument7 pagesEngineering Data Sheet: Bill of MaterialJairo andres Guarnizo SuarezNo ratings yet
- Project Diary Example 07 PDFDocument7 pagesProject Diary Example 07 PDFNAZRE ALAMNo ratings yet
- Construction Engineering AND ManagementDocument15 pagesConstruction Engineering AND ManagementDanika Kaye GornesNo ratings yet
- Analysis Design of Multistorey Building PDFDocument124 pagesAnalysis Design of Multistorey Building PDFnap_carino100% (2)
- Tunnel Lighting 2Document4 pagesTunnel Lighting 2dimaomarNo ratings yet
- Spa External Wall Details 20170504Document78 pagesSpa External Wall Details 20170504Glenn DomiNo ratings yet
- 1 s2.0 S0020740306002050 MainDocument10 pages1 s2.0 S0020740306002050 MainerravidwivediNo ratings yet
- HIGH STRENGTH SILICONE SEALANTDocument1 pageHIGH STRENGTH SILICONE SEALANTEstevan huertasNo ratings yet
- Interpretations ASME B16.34-1998Document21 pagesInterpretations ASME B16.34-1998Claudenir AlvesNo ratings yet
- Guide To Steel Pipes For Vessels - Wide Flange Beams ExcelDocument195 pagesGuide To Steel Pipes For Vessels - Wide Flange Beams ExcelAlmario SagunNo ratings yet
- Detail 2006 10Document28 pagesDetail 2006 10filipgavrilNo ratings yet
- Bolted Slip Resistant Connection EC3Document2 pagesBolted Slip Resistant Connection EC3cretz2No ratings yet
- Case Study of Long Span StructureDocument6 pagesCase Study of Long Span Structureharshada londheNo ratings yet
- ACI - Sezen - Setzler - 2008-Reinforcement Slip in Reinforced Concrete ColumnsDocument10 pagesACI - Sezen - Setzler - 2008-Reinforcement Slip in Reinforced Concrete ColumnsTeddy SusantoNo ratings yet
- Book Reviews From TensiNewsDocument26 pagesBook Reviews From TensiNewsm,narNo ratings yet
- BoQ For Water TankDocument10 pagesBoQ For Water TankMenaka GurusingheNo ratings yet
- ANSI Mh27.1 (2003) Patented Track Underhung Cranes and Monorail SystemsDocument0 pagesANSI Mh27.1 (2003) Patented Track Underhung Cranes and Monorail SystemsJavier Gamboa RNo ratings yet
- Basement Column Design Analysis and Capacity CheckDocument3 pagesBasement Column Design Analysis and Capacity CheckPhanithNo ratings yet
- NullDocument34 pagesNullM-NCPPCNo ratings yet
- House & Garden Top 100 Designers2009Document19 pagesHouse & Garden Top 100 Designers2009Siobhan CaseyNo ratings yet
- Two Way Slab Design Excel SheetDocument13 pagesTwo Way Slab Design Excel Sheetsalmantop186% (7)
- Reinforced Concrete DetailingDocument1 pageReinforced Concrete DetailingtinashemambarizaNo ratings yet
- 2009 33 Winter Wiring Matters Arctic CablesDocument2 pages2009 33 Winter Wiring Matters Arctic CablesFanieFikriNo ratings yet
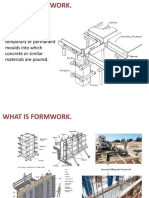
- What is Formwork? Understanding its Importance and UsageDocument21 pagesWhat is Formwork? Understanding its Importance and UsageMohamad HaniffNo ratings yet
- Energy Efficient Building, Design MethodsDocument2 pagesEnergy Efficient Building, Design Methodskirtim16No ratings yet
- Material Approval & Specification Comparison SheetDocument3 pagesMaterial Approval & Specification Comparison Sheetfrancisbautista100% (1)
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (51)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontRating: 4.5 out of 5 stars4.5/5 (18)
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- Busted!: Drug War Survival Skills and True Dope DFrom EverandBusted!: Drug War Survival Skills and True Dope DRating: 3.5 out of 5 stars3.5/5 (7)
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionFrom Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNo ratings yet
- Principles of direct and superior responsibility in international humanitarian lawFrom EverandPrinciples of direct and superior responsibility in international humanitarian lawNo ratings yet
- Slow Violence and the Environmentalism of the PoorFrom EverandSlow Violence and the Environmentalism of the PoorRating: 4 out of 5 stars4/5 (5)
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- New Paradigms in Environmental Biomonitoring Using PlantsFrom EverandNew Paradigms in Environmental Biomonitoring Using PlantsSupriya TiwariNo ratings yet
- Environmental Education in Practice: Concepts and ApplicationsFrom EverandEnvironmental Education in Practice: Concepts and ApplicationsNo ratings yet
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933From EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933No ratings yet
- Down to the Wire: Confronting Climate CollapseFrom EverandDown to the Wire: Confronting Climate CollapseRating: 4.5 out of 5 stars4.5/5 (8)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksFrom EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNo ratings yet
- The Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010From EverandThe Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010Rating: 5 out of 5 stars5/5 (2)
- Climate Action Challenge: A Proven Plan for Launching Your Eco-Initiative in 90 DaysFrom EverandClimate Action Challenge: A Proven Plan for Launching Your Eco-Initiative in 90 DaysNo ratings yet
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontRating: 4.5 out of 5 stars4.5/5 (9)