You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Thread Consumption Standard SheetDocument108 pagesThread Consumption Standard SheetAbhinav KumarNo ratings yet
- Code of ConductDocument40 pagesCode of ConductAbhinav KumarNo ratings yet
- Learning OutcomeDocument32 pagesLearning OutcomeAbhinav KumarNo ratings yet
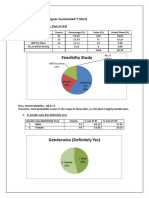
- Feasibilty Study: 1. Graphic T-Shirt (Designer Customized T-Shirt)Document10 pagesFeasibilty Study: 1. Graphic T-Shirt (Designer Customized T-Shirt)Abhinav KumarNo ratings yet
- 3 BodyPart Ed7e85cf A0a1 40ed b475 A3e59cca9e67Document35 pages3 BodyPart Ed7e85cf A0a1 40ed b475 A3e59cca9e67Abhinav KumarNo ratings yet
- Maintenance Management: Abhinav Kumar BFT/14/884Document13 pagesMaintenance Management: Abhinav Kumar BFT/14/884Abhinav KumarNo ratings yet
- Lao Silk HandicraftDocument22 pagesLao Silk HandicraftAbhinav KumarNo ratings yet
- ChecklistDocument2 pagesChecklistAbhinav KumarNo ratings yet
- Industrial EngineeringDocument191 pagesIndustrial EngineeringAbhinav KumarNo ratings yet
- NEW NEW Ramsons New Book - 281210Document68 pagesNEW NEW Ramsons New Book - 281210Abhinav Kumar100% (2)
- Resso Emsa 2016Document59 pagesResso Emsa 2016Samuel Pereira100% (1)
- 2014 Book TheEightInternationalConferencDocument529 pages2014 Book TheEightInternationalConferencAna-Maria Vasilache100% (1)
- DPP (4-5) 12th Physics - AN Batch - Eng - WADocument3 pagesDPP (4-5) 12th Physics - AN Batch - Eng - WAYoutuber RSNo ratings yet
- Q1 - 2024 - BUILD BSIC - FL-2020-055 FinalDocument11 pagesQ1 - 2024 - BUILD BSIC - FL-2020-055 FinalActionNewsJaxNo ratings yet
- 6MD86 Complete Wg2Document83 pages6MD86 Complete Wg2daralaketa100% (1)
- Pradeep FX-1000Document9 pagesPradeep FX-1000razib1271100% (3)
- Stylistics MidtermDocument2 pagesStylistics MidtermWinefredo Quiapo PaghubasanNo ratings yet
- Expecting To Fly in Search of The Spirit by Pat AnslowDocument180 pagesExpecting To Fly in Search of The Spirit by Pat AnslowPillai KarthikNo ratings yet
- Btech Ce 3 Sem Fluid Mechanics Rce303 2020Document2 pagesBtech Ce 3 Sem Fluid Mechanics Rce303 2020shivchauhan0507No ratings yet
- 894-Hydrolic Power UnitDocument3 pages894-Hydrolic Power UnitAhmed HamdyNo ratings yet
- Midterm l1 2Document59 pagesMidterm l1 2bobadillamarie156No ratings yet
- Crank ShaftDocument49 pagesCrank Shaftpramo_dassNo ratings yet
- Reles 21Document32 pagesReles 21José Ignacio SarasolaNo ratings yet
- Employee Wellbeing ProgramDocument5 pagesEmployee Wellbeing ProgramManish SharmaNo ratings yet
- Diagramas de Operacionn Conbindas en Sistema HidraulicoDocument5 pagesDiagramas de Operacionn Conbindas en Sistema Hidraulicomarcos.lopes36291861No ratings yet
- Thailand's Electric Tuk-Tuks Set To Take On The World - The BigChilliDocument6 pagesThailand's Electric Tuk-Tuks Set To Take On The World - The BigChilli07939312No ratings yet
- DLL Eng Q4 W4Document8 pagesDLL Eng Q4 W4Magie Lyn MendozaNo ratings yet
- EnScented PPT - MKT340Document12 pagesEnScented PPT - MKT340Faiza HoqueNo ratings yet
- MC - New QP - Refinery Process OperatorDocument16 pagesMC - New QP - Refinery Process OperatorgreendaycheNo ratings yet
- Progress, Coexistence, and Intellectual FreedomDocument21 pagesProgress, Coexistence, and Intellectual FreedomrunningturtleNo ratings yet
- Safa Observation Checklist 01.01.2020Document4 pagesSafa Observation Checklist 01.01.2020ad DNo ratings yet
- List of Salespeople Software Company USA 2016Document45 pagesList of Salespeople Software Company USA 2016ifti100100% (1)
- Chapter 3 (Methodology)Document7 pagesChapter 3 (Methodology)BYO KOSMETIKNo ratings yet
- Math 7 Elimination QuizDocument3 pagesMath 7 Elimination QuizDiana Janica MagalongNo ratings yet
- Tax Remedies SummaryDocument107 pagesTax Remedies SummaryKristian ArdoñaNo ratings yet
- Postal Exam TipsDocument23 pagesPostal Exam TipsShay EllisNo ratings yet
- Galaxy Canopies: Main FeaturesDocument1 pageGalaxy Canopies: Main Featuresdane0% (1)
- Blackbook Main Content FinalDocument89 pagesBlackbook Main Content Finaldharampandey181975No ratings yet
- LUMINA 1 Bed Inventory 10:20Document1 pageLUMINA 1 Bed Inventory 10:20Dunja GreenNo ratings yet
- Impact and Challenges of Using Virtual Reality & Artificial Intelligence in BusinessesDocument4 pagesImpact and Challenges of Using Virtual Reality & Artificial Intelligence in BusinessesAfif LotfiNo ratings yet