You might also like
- Full Paper - Gusri Akhyar IbrahimDocument7 pagesFull Paper - Gusri Akhyar IbrahimTuzarra MaghfirahNo ratings yet
- IT Grade - WikipediaDocument2 pagesIT Grade - WikipediaVratislav Němec ml.No ratings yet
- Dewpoint Copper DPC-0521-DDocument4 pagesDewpoint Copper DPC-0521-DTengku MunzirNo ratings yet
- 1.4 Sondir Jembatan S. Desa Burau PantaiDocument16 pages1.4 Sondir Jembatan S. Desa Burau PantaiNursusanti SyafruddinNo ratings yet
- Semperit FUBDocument2 pagesSemperit FUBДанил ЗинченкоNo ratings yet
- 2019-Me-111 Lab Report 1 (Slider Crank Mechanism)Document10 pages2019-Me-111 Lab Report 1 (Slider Crank Mechanism)touqeerahmad 9058No ratings yet
- Parametric Optimization of Gas Tungsten Arc Welding Using Activated Flux On Weld Penetration On SS 304 PDFDocument8 pagesParametric Optimization of Gas Tungsten Arc Welding Using Activated Flux On Weld Penetration On SS 304 PDFsivaNo ratings yet
- Dewpoint Copper DPC-0118-C Product CatalogueDocument2 pagesDewpoint Copper DPC-0118-C Product Cataloguemye ryeNo ratings yet
- Laboratorium Uji Tanah: Kementerian Pendidikan Dan Kebudayaan Ri Politeknik Negeri Banyuwangi Program Studi Teknik SipilDocument2 pagesLaboratorium Uji Tanah: Kementerian Pendidikan Dan Kebudayaan Ri Politeknik Negeri Banyuwangi Program Studi Teknik SipilLandmark Properti BanyuwangiNo ratings yet
- 0805SMD010 HitanoDocument9 pages0805SMD010 Hitanoemail emailNo ratings yet
- Fastener Size Tables - MechaniCalcDocument14 pagesFastener Size Tables - MechaniCalcperdhana2000No ratings yet
- Torque Using in Installation For HSBDocument1 pageTorque Using in Installation For HSBKeith CuberoNo ratings yet
- Slider Crank Mechanism (AutoRecovered)Document6 pagesSlider Crank Mechanism (AutoRecovered)Jàwád QûreShïNo ratings yet
- Flexible Joint TWFDocument5 pagesFlexible Joint TWFAhmad FauziNo ratings yet
- Optimisation and Prediction of The Weld Bead Geometry of A Mild Steel Metal Inert Gas WeldDocument11 pagesOptimisation and Prediction of The Weld Bead Geometry of A Mild Steel Metal Inert Gas WeldSam SadaNo ratings yet
- ST - 13.01.05 Technical Specification For PipingDocument16 pagesST - 13.01.05 Technical Specification For PipingMaksim.em001No ratings yet
- Data Sondir FixDocument15 pagesData Sondir FixSah putraNo ratings yet
- 2019-Me-111 Lab Report 2 (Quick Return Mechanism)Document8 pages2019-Me-111 Lab Report 2 (Quick Return Mechanism)touqeerahmad 9058No ratings yet
- Datasheet KPPDocument1 pageDatasheet KPPRogelio LiceaNo ratings yet
- Drivability Analysis For Sohar Refiniary PDFDocument11 pagesDrivability Analysis For Sohar Refiniary PDFuygarkoprucuNo ratings yet
- Kurva Kesetimbangan Uap Cair RDocument6 pagesKurva Kesetimbangan Uap Cair RWanda YunitaNo ratings yet
- TOZEN Flexible Rubber JointDocument5 pagesTOZEN Flexible Rubber JointDidit PandithaNo ratings yet
- 2010 Alam - Surface Texture Investigation in High Speed Flat End Milling of Ti6Al-4VDocument5 pages2010 Alam - Surface Texture Investigation in High Speed Flat End Milling of Ti6Al-4VprasannaNo ratings yet
- Typ 15C01 6 enDocument3 pagesTyp 15C01 6 enLeonardoNo ratings yet
- Storm Drainage - PVCDocument1 pageStorm Drainage - PVCMahmoud EldusokyNo ratings yet
- Cantherm mf73t1Document4 pagesCantherm mf73t1ariasaldemarNo ratings yet
- Flexible Rubber Joint TozenDocument5 pagesFlexible Rubber Joint Tozenzaem afifiNo ratings yet
- Hyundai-Lifeboat - GRP Pipe BrochureDocument9 pagesHyundai-Lifeboat - GRP Pipe Brochure유연호No ratings yet
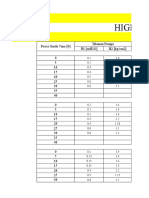
- High SpeedDocument13 pagesHigh SpeeddimasNo ratings yet
- Technical Factor HWDocument14 pagesTechnical Factor HWKhoa Lê TrườngNo ratings yet
- Experiment Number 1Document5 pagesExperiment Number 1haris shahNo ratings yet
- Tabel Talud StandartDocument54 pagesTabel Talud StandartAfif NurhidayatNo ratings yet
- Metrication Conversion Guide For 318M and 318S: 1A. LengthDocument10 pagesMetrication Conversion Guide For 318M and 318S: 1A. LengthMudasir DaudNo ratings yet
- Flange Bolt Torque Sequence and Torque Table - A Complete Bolt Tightening ProcedureDocument34 pagesFlange Bolt Torque Sequence and Torque Table - A Complete Bolt Tightening ProcedureHoussemSoltanaNo ratings yet
- Analysis Evaluation Enzyme Action CatalaseDocument10 pagesAnalysis Evaluation Enzyme Action CatalaseStella CecchiniNo ratings yet
- Termistor NTC Mf73t-1Document4 pagesTermistor NTC Mf73t-1Tatys SoleNo ratings yet
- Lect. Suspens Rsuspcorr ZRC (CM) D (MM) %pasa Tiempo (Min) Patron. Agua Temperatu Ra CDocument3 pagesLect. Suspens Rsuspcorr ZRC (CM) D (MM) %pasa Tiempo (Min) Patron. Agua Temperatu Ra CDamian Morocho MillerNo ratings yet
- Tolerances and Fits ExercisesDocument7 pagesTolerances and Fits ExercisesXacobe PiñeiroNo ratings yet
- AccuracyDocument1 pageAccuracyVineeshNo ratings yet
- An 30004Document2 pagesAn 30004ClenaNo ratings yet
- Mediacharge TrajectoriesDocument8 pagesMediacharge TrajectoriesRolando QuispeNo ratings yet
- Raw Data TorsionDocument2 pagesRaw Data TorsionHanif SaufiNo ratings yet
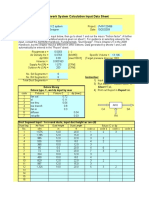
- Ductwork System Calculation Input Data Sheet: Fixture Library Fixture Type, C, and DP Input by UserDocument8 pagesDuctwork System Calculation Input Data Sheet: Fixture Library Fixture Type, C, and DP Input by Usersunii19847908No ratings yet
- P9999mko 2Document26 pagesP9999mko 2otman geotechChausséeNo ratings yet
- Dripnet PC HWD Technical Product SheetDocument16 pagesDripnet PC HWD Technical Product SheetMartín BrunelloNo ratings yet
- Technical Guidelines For HydroPlast U-PVC FittingsDocument20 pagesTechnical Guidelines For HydroPlast U-PVC FittingsOsama AhmedNo ratings yet
- Certificado BombasDocument3 pagesCertificado BombasRoger Quevedo MachucaNo ratings yet
- Calibration Report: Your Company Name And/or LogoDocument2 pagesCalibration Report: Your Company Name And/or LogoKyrie AbayaNo ratings yet
- 02CZ10Document8 pages02CZ10A.hNo ratings yet
- En Ag2100marinesmoothDocument2 pagesEn Ag2100marinesmootheloy marroquinNo ratings yet
- Standard Internal Circlips - DIN 472 MetricDocument5 pagesStandard Internal Circlips - DIN 472 MetricAbhinav KumarNo ratings yet
- 15-AB CLVRT 9Document2 pages15-AB CLVRT 9salimcivil12No ratings yet
- Batch Record Fraksinasi Minyak JaheDocument6 pagesBatch Record Fraksinasi Minyak Jaherisnasilvi13No ratings yet
- MU19 Pinos Elasticos Din 1481 Iso 8752 TecemDocument1 pageMU19 Pinos Elasticos Din 1481 Iso 8752 Tecemmugiwara ruffyNo ratings yet
- Duthch Cone Penetration Test (DCPT) : Soil Investigation and TopographyDocument2 pagesDuthch Cone Penetration Test (DCPT) : Soil Investigation and TopographyUlfi AlmizNo ratings yet
- Reade Particle Size Conversion AnsiDocument1 pageReade Particle Size Conversion AnsijhscribdaccNo ratings yet
- Pipe Support TableDocument1 pagePipe Support Tablehtoomyat.chrisNo ratings yet
- UPE Secpropsdimsprops Eurocode3 UK 16-11-2023Document8 pagesUPE Secpropsdimsprops Eurocode3 UK 16-11-2023Zack DaveNo ratings yet
- Flyer Dy DDM 1Document1 pageFlyer Dy DDM 1Do TrongNo ratings yet
- Online Frequency Estimation On A Building-Like STRDocument14 pagesOnline Frequency Estimation On A Building-Like STRjos romNo ratings yet
- An Asymptotic and AlgebraicDocument11 pagesAn Asymptotic and Algebraicjos romNo ratings yet
- Adaptive Neural Motion Control of A QuadrotorDocument23 pagesAdaptive Neural Motion Control of A Quadrotorjos romNo ratings yet
- Surface Heat Transfer Coefficient's Calculation and Analysis On Atmospheric High Speed Aerosol QuenchingDocument6 pagesSurface Heat Transfer Coefficient's Calculation and Analysis On Atmospheric High Speed Aerosol Quenchingjos romNo ratings yet
- 03.TOTIME Drilling General Catalog PDFDocument71 pages03.TOTIME Drilling General Catalog PDFvedrenne92No ratings yet
- WC Basics Summary Bartek Kaplan Main PDFDocument29 pagesWC Basics Summary Bartek Kaplan Main PDFPrabin ANo ratings yet
- Unit-4 - Tool Materials Cutting Fluids and MachinabilityDocument63 pagesUnit-4 - Tool Materials Cutting Fluids and MachinabilityTharunNo ratings yet
- SH70 and GC81 PowerCarbide® - Detailed PresentationDocument17 pagesSH70 and GC81 PowerCarbide® - Detailed PresentationJiewei HoNo ratings yet
- Tools & Work Holding Devices in CNC MachinesDocument17 pagesTools & Work Holding Devices in CNC MachinesAhtisham AmjadNo ratings yet
- Tube Installation Accessories: GT Serrating ToolsDocument8 pagesTube Installation Accessories: GT Serrating ToolsMilad MNo ratings yet
- Flygt 2102 LDocument11 pagesFlygt 2102 LAlexandreNo ratings yet
- Bit Selection Handbook 5Document52 pagesBit Selection Handbook 5HernánNo ratings yet
- July 2017: Understanding The Basics of Hand Taps and Carbide TapsDocument24 pagesJuly 2017: Understanding The Basics of Hand Taps and Carbide TapswinasharNo ratings yet
- BHA Equipment SelectionDocument152 pagesBHA Equipment SelectionKarim IsmailNo ratings yet
- Composites IntroductionDocument112 pagesComposites Introductionsanthosh smartNo ratings yet
- Price List MirandaDocument56 pagesPrice List MirandaSahili SalveNo ratings yet
- Wc-Co 4323Document7 pagesWc-Co 4323Michael LaugierNo ratings yet
- Advanced Tool SharpeningDocument10 pagesAdvanced Tool SharpeningjenrocoNo ratings yet
- Techs Up Insert Wear Hand OutDocument2 pagesTechs Up Insert Wear Hand OutShahed FacebookNo ratings yet
- Turner Question and Answer Bank 2014Document88 pagesTurner Question and Answer Bank 2014bijukumarg93% (30)
- NPD10-DA90 SmallfileDocument6 pagesNPD10-DA90 SmallfileWernerNo ratings yet
- A Computational Approach To Evaluate Temperature and Heat Partition in Machining With Multilayer Coated ToolsDocument7 pagesA Computational Approach To Evaluate Temperature and Heat Partition in Machining With Multilayer Coated Toolsamit chapagainNo ratings yet
- Catalogo Mitsubishi PDFDocument88 pagesCatalogo Mitsubishi PDFanon_268991287No ratings yet
- C006a JDocument44 pagesC006a JVignesh WaranNo ratings yet
- HovedkatalogccDocument352 pagesHovedkatalogccibraheemNo ratings yet
- Thesis EmmaDocument56 pagesThesis EmmaAmol ThakareNo ratings yet
- EPMA Proceedings 2009 Sintering PDFDocument200 pagesEPMA Proceedings 2009 Sintering PDFEugene PaiNo ratings yet
- Catalogue: Products For Oil&gas IndustryDocument39 pagesCatalogue: Products For Oil&gas Industryfarid said errahmaniNo ratings yet
- MetalRemoval Rev AD06-29Document200 pagesMetalRemoval Rev AD06-29Jeshua GuillenNo ratings yet
- CTU Lathe Machine OperationDocument169 pagesCTU Lathe Machine OperationChristopher VergaraNo ratings yet
- 1475in Bit EMS11Document1 page1475in Bit EMS11eng20072007No ratings yet
- 17mecc12-Computer Integrated Manufacturing - PuzzlesDocument17 pages17mecc12-Computer Integrated Manufacturing - PuzzlesPrabhaharMuthuswamy0% (1)
- Wear of Coated and Uncoated Carbides in Turning Tool SteelDocument6 pagesWear of Coated and Uncoated Carbides in Turning Tool Steelking9sunNo ratings yet
- MCL 231 - Manufacturing Processes IiDocument16 pagesMCL 231 - Manufacturing Processes IiRohan GargNo ratings yet