You might also like
- K31 ManualDocument3 pagesK31 ManualDavid KasaiNo ratings yet
- EDMDocument11 pagesEDMwool8796100% (1)
- MotorsDocument18 pagesMotorsAmado CamachoNo ratings yet
- Dl4cu Ardf RX 80mDocument3 pagesDl4cu Ardf RX 80mBlagoja GjakovskiNo ratings yet
- Plasma Arc Voltage Torch Height Controller: Operation Manual Vision 1404Document23 pagesPlasma Arc Voltage Torch Height Controller: Operation Manual Vision 1404BoroDragovicNo ratings yet
- High Gain Yagi Wi-Fi AntennaDocument3 pagesHigh Gain Yagi Wi-Fi AntennaTrey OwenNo ratings yet
- CNC 3018 InstructionsDocument11 pagesCNC 3018 InstructionsSoeAyeNo ratings yet
- TB6600 User Guide V1.2Document11 pagesTB6600 User Guide V1.2apic20No ratings yet
- TB6600 Stepper Motor Driver BM3D v1.1Document8 pagesTB6600 Stepper Motor Driver BM3D v1.1cristian_floric5702No ratings yet
- TB6600 User Guide V1.2Document11 pagesTB6600 User Guide V1.2Anonymous gdJiDHNo ratings yet
- JDSW43A-USB MACH3 (Red) PDFDocument39 pagesJDSW43A-USB MACH3 (Red) PDFTri SetiaNo ratings yet
- Features:: Mach3 USB Card Installation ManualDocument42 pagesFeatures:: Mach3 USB Card Installation ManualAndronic SebastianNo ratings yet
- Myplasm CNC System: Operating ManualDocument33 pagesMyplasm CNC System: Operating ManualAnders Sttebins GraciusNo ratings yet
- Hot Wire CNC Foam CutterDocument12 pagesHot Wire CNC Foam CutterrevildaNo ratings yet
- AXBB E ManualDocument29 pagesAXBB E ManualKenny HebertNo ratings yet
- Gs 3 MDocument316 pagesGs 3 MNazielNo ratings yet
- DCpower SuplyDocument12 pagesDCpower Suplymm30973097No ratings yet
- Digital Arc Voltage Height Controller Operation Manual (V1.9)Document64 pagesDigital Arc Voltage Height Controller Operation Manual (V1.9)PandegaNo ratings yet
- 10kW All-In-One The Hybrid Inverter User Manual: Important NoticeDocument54 pages10kW All-In-One The Hybrid Inverter User Manual: Important NoticeAbdulrehman SoomroNo ratings yet
- Esp 32 NotesDocument4 pagesEsp 32 NotesChuck_YoungNo ratings yet
- Tina Ti Spice ModelsDocument17 pagesTina Ti Spice Modelsdragos_bondNo ratings yet
- BLDC Sepic Motor Torque ControlDocument60 pagesBLDC Sepic Motor Torque ControlSuresh SsbnNo ratings yet
- Probe Mach3Document1 pageProbe Mach3Paulo TeixeiraNo ratings yet
- FAQ Mach3Document41 pagesFAQ Mach3MAXIMODRAGONNo ratings yet
- Practical Electronics 1992 04Document64 pagesPractical Electronics 1992 04BrunnoNo ratings yet
- Bltouch: Auto Bed Leveling Sensor For 3D PrintersDocument5 pagesBltouch: Auto Bed Leveling Sensor For 3D PrintersMarcosFenollarNo ratings yet
- Heidenhain EncoderDocument2 pagesHeidenhain EncoderCristian AlonsoNo ratings yet
- Data Pulley CVTDocument2 pagesData Pulley CVTMuflihMuhammadNo ratings yet
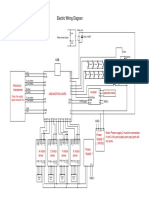
- Mach3 Electric Wiring DiagramDocument1 pageMach3 Electric Wiring DiagramSimasArmonas100% (1)
- Gorenje Tiki TGRDocument32 pagesGorenje Tiki TGRmiroslavNo ratings yet
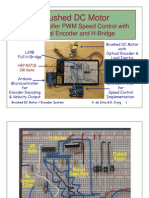
- Arduino PWM MotorDocument50 pagesArduino PWM MotorMohammed Benlamlih100% (7)
- Power Supply Current Limiter CircuitDocument2 pagesPower Supply Current Limiter CircuitnassimNo ratings yet
- Types of DC GeneratorsDocument28 pagesTypes of DC GeneratorsagreykatoNo ratings yet
- Operation Manual KH-212Document63 pagesOperation Manual KH-212Jorge Centeno Ramos100% (2)
- USB Motion Card STB5100 ManualDocument7 pagesUSB Motion Card STB5100 Manualsea13100% (2)
- 3 Eksen Mach3 Usb CNC Kontrol Kart - AKZ250 v1.17 PDFDocument41 pages3 Eksen Mach3 Usb CNC Kontrol Kart - AKZ250 v1.17 PDFErol KalfaoğluNo ratings yet
- Specification - MechanicalDocument5 pagesSpecification - MechanicalEDEN FALCONINo ratings yet
- EDN Design Ideas 1999Document201 pagesEDN Design Ideas 1999chag1956100% (5)
- CNC G-Code and M-Code Reference For CNC MachinesDocument8 pagesCNC G-Code and M-Code Reference For CNC MachinesShashank PathakNo ratings yet
- Omron 3 G 3Document82 pagesOmron 3 G 3Stanley FlorencioNo ratings yet
- Building Recommendations EL34 Amplifier 27 Jan 2018Document6 pagesBuilding Recommendations EL34 Amplifier 27 Jan 2018senthilnathan100% (1)
- OscillatorDocument14 pagesOscillatordhanysiregarNo ratings yet
- Instruction Manual: 109, 109 Happystart 111 115, 115 HDocument28 pagesInstruction Manual: 109, 109 Happystart 111 115, 115 Hzeljko87No ratings yet
- Winding Machines CatalogDocument20 pagesWinding Machines CatalogToroid Do BrasilNo ratings yet
- Power Supply Linear RegulatorDocument11 pagesPower Supply Linear RegulatorSurbhi100% (1)
- CNC Plasma Torch ConstructionDocument2 pagesCNC Plasma Torch ConstructionMariane MottaNo ratings yet
- Benchtop PhotolithographyDocument2 pagesBenchtop PhotolithographyPaola VegaNo ratings yet
- NRF24L01 Wireless Keyboard Data Transmission System Based On ArduinoDocument4 pagesNRF24L01 Wireless Keyboard Data Transmission System Based On ArduinoHassan AllawiNo ratings yet
- As 62103-2006 Electronic Equipment For Use in Power InstallationsDocument8 pagesAs 62103-2006 Electronic Equipment For Use in Power InstallationsSAI Global - APACNo ratings yet
- CNC Controller RZNC 0901 User Manual RuDocument34 pagesCNC Controller RZNC 0901 User Manual RuEmill CncNo ratings yet
- Power Supply Unit For An Electric Discharge MachineDocument6 pagesPower Supply Unit For An Electric Discharge MachineAhmed Shadeed100% (1)
- 200w Atx PC Power SupplyDocument7 pages200w Atx PC Power SupplyGustavo OchoaNo ratings yet
- Bridge Rectifier: Circuit Diagram & Its WorkingDocument12 pagesBridge Rectifier: Circuit Diagram & Its WorkingChandra Sekhar CNo ratings yet
- Ho Shing Servo Motor PresentationDocument28 pagesHo Shing Servo Motor PresentationheribertosfaNo ratings yet
- TB6500 ManualDocument11 pagesTB6500 ManualEnrique BautistaNo ratings yet
- TB6600 User Guide V1 2 PDFDocument11 pagesTB6600 User Guide V1 2 PDFHorvath StefanNo ratings yet
- TB6600 User GuideDocument11 pagesTB6600 User GuideRudyardo MartinezNo ratings yet
- Stepper Motor Driver SpecificationDocument3 pagesStepper Motor Driver SpecificationAshrafNo ratings yet
- Op Amps: Design, Application, and TroubleshootingFrom EverandOp Amps: Design, Application, and TroubleshootingRating: 5 out of 5 stars5/5 (2)
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 2No ratings yet
- TB6600 Stepper Motor Driver BM3D v1.1Document8 pagesTB6600 Stepper Motor Driver BM3D v1.1cristian_floric5702No ratings yet
- Spindle Motor HuanYang OptimizedDocument6 pagesSpindle Motor HuanYang Optimizedcristian_floric5702No ratings yet
- Printare LunaraDocument13 pagesPrintare Lunaracristian_floric5702No ratings yet
- Sold Zi Anterioara Total Incas. Total Plati Sold ZiDocument1 pageSold Zi Anterioara Total Incas. Total Plati Sold Zicristian_floric5702No ratings yet