You might also like
- ASTMB348Document8 pagesASTMB348Ricardo Zárate GodinezNo ratings yet
- High Temperature Corrosion: Fundamentals and EngineeringFrom EverandHigh Temperature Corrosion: Fundamentals and EngineeringNo ratings yet
- 03 - Astm b265 - TitaniumDocument10 pages03 - Astm b265 - TitaniumJoshua WalkerNo ratings yet
- Asme SB 862 Astm b862 PDFDocument14 pagesAsme SB 862 Astm b862 PDFp v krishnakantNo ratings yet
- Titanium and Titanium Alloy Bars and Billets: Standard Specification ForDocument7 pagesTitanium and Titanium Alloy Bars and Billets: Standard Specification ForJesus VelizNo ratings yet
- ASTM B 348 Titanium & Titanium Alloy Bars & Billets - 2002Document9 pagesASTM B 348 Titanium & Titanium Alloy Bars & Billets - 2002ecsuperal100% (1)
- Astm B265Document10 pagesAstm B265avinash bahadurNo ratings yet
- Astm B265Document8 pagesAstm B265Đào Trung NguyênNo ratings yet
- Astm b381 - Titanium ForgingDocument8 pagesAstm b381 - Titanium ForgingJUSUF SIANTURINo ratings yet
- ASTM B 265 Titanium & Titanium Alloy Strip Sheet & Plate - 1999Document8 pagesASTM B 265 Titanium & Titanium Alloy Strip Sheet & Plate - 1999ecsuperalNo ratings yet
- Cancamos de Carga CompleteDocument8 pagesCancamos de Carga CompleteKaler Soto PeraltaNo ratings yet
- Astm B 348 - 03Document9 pagesAstm B 348 - 03kaminaljuyuNo ratings yet
- Titanium Plate B-265Document10 pagesTitanium Plate B-265Sharad KokateNo ratings yet
- Astm B348Document9 pagesAstm B348jerri souzaNo ratings yet
- Titanium Grade 1 Vs Grade 2: ASTM B338/ASTM B337 Seamless and Welding TubingDocument4 pagesTitanium Grade 1 Vs Grade 2: ASTM B338/ASTM B337 Seamless and Welding Tubingaman131No ratings yet
- Titanium Grade 1 Vs Grade 2Document6 pagesTitanium Grade 1 Vs Grade 2aman131No ratings yet
- Ams4943l 2020Document8 pagesAms4943l 2020BauyrzhanNo ratings yet
- PDFsam - B 367 - 13Document6 pagesPDFsam - B 367 - 13mike.jensen0581No ratings yet
- Ams4945h 2020Document10 pagesAms4945h 2020BauyrzhanNo ratings yet
- Ur W18rev5Document13 pagesUr W18rev5carmenNo ratings yet
- Ur W18rev5Document13 pagesUr W18rev5taddeoNo ratings yet
- A 618 - 01 Qtyxoc9bnje4tqDocument4 pagesA 618 - 01 Qtyxoc9bnje4tqLUISNo ratings yet
- SB-381 - ASME BPVC 2021 Sección II Part BDocument10 pagesSB-381 - ASME BPVC 2021 Sección II Part BMohammad TaherNo ratings yet
- Astm A178 A178m-02 PDFDocument4 pagesAstm A178 A178m-02 PDFZaida Isadora Torres Vera100% (1)
- MTD 4 4869 For Bis Use Only Bureau ofDocument8 pagesMTD 4 4869 For Bis Use Only Bureau ofMangesh GhagNo ratings yet
- Astm B348-13 PDFDocument9 pagesAstm B348-13 PDFMihail100% (1)
- PDFsam - B 365 - 12Document4 pagesPDFsam - B 365 - 12mike.jensen0581No ratings yet
- Astm B 265-2010Document9 pagesAstm B 265-2010bryan wengNo ratings yet
- Powder Metallurgy (PM) Titanium and Titanium Alloy Structural ComponentsDocument4 pagesPowder Metallurgy (PM) Titanium and Titanium Alloy Structural ComponentsVijay KumarNo ratings yet
- Astm B 265 - 03Document8 pagesAstm B 265 - 03kaminaljuyuNo ratings yet
- B 32 - 00 - QjmylvjfraDocument11 pagesB 32 - 00 - QjmylvjfraAndresNo ratings yet
- B 367 - 93 R04 QJM2NWDocument5 pagesB 367 - 93 R04 QJM2NWHéctor NossaNo ratings yet
- Astm B 862 - 02 Titanium Weld PipeDocument9 pagesAstm B 862 - 02 Titanium Weld Pipeisrael.serrano.rodriguezNo ratings yet
- B 367 - 93 R98 Qjm2ny05m1i5oaDocument5 pagesB 367 - 93 R98 Qjm2ny05m1i5oaHéctor NossaNo ratings yet
- Astm B387Document4 pagesAstm B387raulNo ratings yet
- Astm A210Document3 pagesAstm A210Rajan SteeveNo ratings yet
- ASTM B 348 - 21 Titanium and Titanium Alloy Bars and BilletsDocument9 pagesASTM B 348 - 21 Titanium and Titanium Alloy Bars and Billetsreza acbariNo ratings yet
- A848 PDFDocument6 pagesA848 PDFEduardoNo ratings yet
- Requirements Concerning Pipes and Pressure Vessels: International Association of Classification SocietiesDocument69 pagesRequirements Concerning Pipes and Pressure Vessels: International Association of Classification SocietiesthanhNo ratings yet
- ASTM A179 2005 LTCS Tubes Seamless Cold-Drawn For Heat-Exchanger and CondenserDocument2 pagesASTM A179 2005 LTCS Tubes Seamless Cold-Drawn For Heat-Exchanger and Condensernse mcxNo ratings yet
- Cold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion ResistanceDocument5 pagesCold-Formed Welded and Seamless High-Strength, Low-Alloy Structural Tubing With Improved Atmospheric Corrosion Resistancergi178No ratings yet
- Astm A333Document7 pagesAstm A333TimNo ratings yet
- ASTM A848-01 (Reapproved 2011)Document6 pagesASTM A848-01 (Reapproved 2011)amh.fpdNo ratings yet
- Seamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServiceDocument6 pagesSeamless and Welded Carbon and Alloy-Steel Tubes For Low-Temperature ServicehNo ratings yet
- Seamless and Welded Steel Pipe For Low-Temperature ServiceDocument8 pagesSeamless and Welded Steel Pipe For Low-Temperature ServicehNo ratings yet
- A 178 Â " A 178M Â " 02 - QTE3OC9BMTC4TQDocument4 pagesA 178 Â " A 178M Â " 02 - QTE3OC9BMTC4TQhans ccNo ratings yet
- Steel Rivets and Bars For Rivets, Pressure VesselsDocument4 pagesSteel Rivets and Bars For Rivets, Pressure VesselsxaviereduardoNo ratings yet
- Astm B860Document3 pagesAstm B860EvelynNo ratings yet
- IS 228 Part 23Document6 pagesIS 228 Part 23Gurdeep SinghNo ratings yet
- Titanium and Titanium Alloy Forgings: Standard Specification ForDocument7 pagesTitanium and Titanium Alloy Forgings: Standard Specification ForGreg YeeNo ratings yet
- GB3077-1999 English VersionDocument20 pagesGB3077-1999 English VersionHermanto SupuNo ratings yet
- Tin-Coated, Copper-Clad Steel Wire For Electronic ApplicationDocument6 pagesTin-Coated, Copper-Clad Steel Wire For Electronic ApplicationRed RedNo ratings yet
- A 1020 - A 1020m - 01 QtewmjavqtewmjbnlvjfraDocument4 pagesA 1020 - A 1020m - 01 QtewmjavqtewmjbnlvjfraPatricio SantisNo ratings yet
- Seamless and Welded Austenitic Stainless Steel Tubing For General ServiceDocument5 pagesSeamless and Welded Austenitic Stainless Steel Tubing For General ServiceMartuaHaojahanSaragihSidabutarNo ratings yet
- Pressure Vessel Plates, Carbon Steel, Manganese-Titanium For Glass or Diffused Metallic CoatingsDocument2 pagesPressure Vessel Plates, Carbon Steel, Manganese-Titanium For Glass or Diffused Metallic CoatingsOsama TaghlebiNo ratings yet
- A312a312m 24800Document13 pagesA312a312m 24800Med Ali SmaouiNo ratings yet
- Austenitic Ductile Iron Castings For Pressure-Containing Parts Suitable For Low-Temperature ServiceDocument5 pagesAustenitic Ductile Iron Castings For Pressure-Containing Parts Suitable For Low-Temperature ServiceHoem ITNo ratings yet
- A179a179m PDFDocument2 pagesA179a179m PDFBorza DorinNo ratings yet
- Pre-Patinated Copper For Architectural ApplicationsDocument4 pagesPre-Patinated Copper For Architectural Applicationsanurag yadavNo ratings yet
- AMS 5589 F-2013 - Eng.Document7 pagesAMS 5589 F-2013 - Eng.TetianaNo ratings yet
- AMS 2632 A-1995 (2008) - Eng.Document24 pagesAMS 2632 A-1995 (2008) - Eng.TetianaNo ratings yet
- ASME SB-161 (2013) - В 161-05 (R09) - eng.Document6 pagesASME SB-161 (2013) - В 161-05 (R09) - eng.TetianaNo ratings yet
- ASME SB-444 (2013) - В-444-06 (R11) - eng.Document4 pagesASME SB-444 (2013) - В-444-06 (R11) - eng.TetianaNo ratings yet
- AMS 2263 E-2006 (2012) - Eng.Document5 pagesAMS 2263 E-2006 (2012) - Eng.TetianaNo ratings yet
- AMS 5571 J-2012 - Eng.Document6 pagesAMS 5571 J-2012 - Eng.TetianaNo ratings yet
- AMS 2371 J-2011 - Eng.Document11 pagesAMS 2371 J-2011 - Eng.TetianaNo ratings yet
- Aerospace Material Specification: Tolerances Corrosion and Heat-Resistant Steel TubingDocument3 pagesAerospace Material Specification: Tolerances Corrosion and Heat-Resistant Steel TubingTetianaNo ratings yet
- Äèàìåòð Ñòàëè Ïðåä. Îòêë. ÏÎ Äèàìåòðó Ñòàëè Êâàëèòåòîâ h5 h11 h10 h9 h8 h7 h6 h12Document7 pagesÄèàìåòð Ñòàëè Ïðåä. Îòêë. ÏÎ Äèàìåòðó Ñòàëè Êâàëèòåòîâ h5 h11 h10 h9 h8 h7 h6 h12TetianaNo ratings yet
- Elements WorksheetDocument5 pagesElements WorksheetmangayarkarasirNo ratings yet
- Astm A653 - A653m-23Document13 pagesAstm A653 - A653m-231965karanfil6100% (2)
- Comparison of Metal Release From Various MetallicDocument11 pagesComparison of Metal Release From Various MetallicArmando DiazNo ratings yet
- Astm F 436 - 11Document6 pagesAstm F 436 - 11Marcos Verissimo Juca de PaulaNo ratings yet
- 3 Hours / 70 Marks: Seat NoDocument3 pages3 Hours / 70 Marks: Seat NoDivya ChandewarNo ratings yet
- NTN TR82 enDocument109 pagesNTN TR82 enthiru_jsrNo ratings yet
- Fmi Aug09Document13 pagesFmi Aug09murali036No ratings yet
- Sa765 - VS-350LF2Document2 pagesSa765 - VS-350LF2rtrajan_mech5408No ratings yet
- ISO 8501-1 Pictorial Standards of Cleanliness: Specialist Distributor of Steel and Stainless Steel AbrasivesDocument2 pagesISO 8501-1 Pictorial Standards of Cleanliness: Specialist Distributor of Steel and Stainless Steel AbrasivesPubcrawl100% (2)
- The Mechanism of Ductility Dip Cracking in Nickel-Chromium AlloysDocument13 pagesThe Mechanism of Ductility Dip Cracking in Nickel-Chromium Alloysbigchewy100% (1)
- Barrons 800 High-Frequency GRE Word ListDocument4 pagesBarrons 800 High-Frequency GRE Word ListShuvro AakashNo ratings yet
- Astm A194Document3 pagesAstm A194luizz100% (1)
- InglesDocument18 pagesInglesNoheli CandyNo ratings yet
- Synchro RingDocument9 pagesSynchro RingAshokNo ratings yet
- Flujo de Caja - Costos de ProducciónDocument11 pagesFlujo de Caja - Costos de ProducciónDanielIgnacioLuengoCordovaNo ratings yet
- Astm B 444Document4 pagesAstm B 444Jamil SalmanNo ratings yet
- Concise Metals Engineering Data Book 1997Document256 pagesConcise Metals Engineering Data Book 1997Sam Weber100% (1)
- Grading of AISI MaterialsDocument38 pagesGrading of AISI Materialsyair Enrique Romero OspinoNo ratings yet
- Welding Steel and TankDocument39 pagesWelding Steel and Tankprasanth bhadranNo ratings yet
- High Carbon Steel Rolling DMHDocument10 pagesHigh Carbon Steel Rolling DMHimtiyaz aliNo ratings yet
- Sample Internship Report 1Document78 pagesSample Internship Report 1SiddarthanSrt100% (1)
- Machine DesignDocument627 pagesMachine DesignlucarNo ratings yet
- Pkd-Katalog Web EnglDocument60 pagesPkd-Katalog Web Engljavier_mor69No ratings yet
- Bronze & Iron CatalogueDocument116 pagesBronze & Iron CatalogueHector Dario Tobon BenjumeaNo ratings yet
- Chemical Composition: ASTM A36 Mild/Low Carbon SteelDocument2 pagesChemical Composition: ASTM A36 Mild/Low Carbon SteelBIPIN BALANNo ratings yet
- Chemistry Project Qualitative Analysis of Different Coins PDFDocument26 pagesChemistry Project Qualitative Analysis of Different Coins PDFvasnhNo ratings yet
- Lesson 2 - Common Electric Arc Welding ProcessesDocument1 pageLesson 2 - Common Electric Arc Welding ProcessesRama Krishna Reddy DonthireddyNo ratings yet
- Ss Filler Wire SelectionDocument26 pagesSs Filler Wire Selectionlemuel bacsaNo ratings yet
- DFMA II Design GuidelinesDocument26 pagesDFMA II Design Guidelinesshriom2No ratings yet
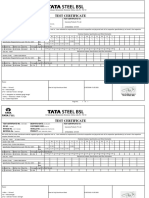
- Test CertificateDocument2 pagesTest CertificateTARUNKUMAR0% (1)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet
- Performance Management for the Oil, Gas, and Process Industries: A Systems ApproachFrom EverandPerformance Management for the Oil, Gas, and Process Industries: A Systems ApproachRating: 5 out of 5 stars5/5 (3)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneFrom EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneRating: 4.5 out of 5 stars4.5/5 (5)
- Marine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsFrom EverandMarine Rudders and Control Surfaces: Principles, Data, Design and ApplicationsRating: 4.5 out of 5 stars4.5/5 (3)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsFrom EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsRating: 4 out of 5 stars4/5 (5)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionFrom EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableFrom EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableNo ratings yet
- Design Recipes for FPGAs: Using Verilog and VHDLFrom EverandDesign Recipes for FPGAs: Using Verilog and VHDLRating: 2 out of 5 stars2/5 (1)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Iconic Advantage: Don’t Chase the New, Innovate the OldFrom EverandIconic Advantage: Don’t Chase the New, Innovate the OldRating: 4 out of 5 stars4/5 (1)
- Debugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingFrom EverandDebugging Embedded and Real-Time Systems: The Art, Science, Technology, and Tools of Real-Time System DebuggingRating: 5 out of 5 stars5/5 (1)