You might also like
- AsahimasDocument10 pagesAsahimasfirzaasaNo ratings yet
- Innovartion Idea Presentation (SKB) 13-05-23Document16 pagesInnovartion Idea Presentation (SKB) 13-05-23Binod Deepak Rakhi SawantNo ratings yet
- R Y B Average Units/day/Machin e MC #1 3.78 3.12 2.76 3.220 52.70Document3 pagesR Y B Average Units/day/Machin e MC #1 3.78 3.12 2.76 3.220 52.70praveenchinnaNo ratings yet
- Hal-Report CompressDocument19 pagesHal-Report CompressAbdul QaderNo ratings yet
- My OEE Sheet, Pivot TableDocument14 pagesMy OEE Sheet, Pivot TableShobhith.DevadigaNo ratings yet
- Capacity Labor Combo DeliveryDocument17 pagesCapacity Labor Combo DeliveryomNo ratings yet
- WBM Report RECAP wbmDocument22 pagesWBM Report RECAP wbmAbdul Hameed OmarNo ratings yet
- SM 52961Document29 pagesSM 52961p-nicoNo ratings yet
- Sippican Part A - Part B - UpdatedDocument16 pagesSippican Part A - Part B - UpdatedDeep GandhiNo ratings yet
- Claa154wb03 An ChunghwapicturetubesDocument27 pagesClaa154wb03 An ChunghwapicturetubesNoel Alejandro Cordova RangelNo ratings yet
- Lean Six Sigma AssignmentDocument4 pagesLean Six Sigma AssignmentVASANTADA SRIKANTH (PGP 2016-18)No ratings yet
- Washing Machine Service ManualDocument44 pagesWashing Machine Service ManualLuisAlhodaSilvaNo ratings yet
- HRC™ Couplings: SelectionDocument2 pagesHRC™ Couplings: SelectionSh.nasirpurNo ratings yet
- S1 8 - 50 Ignacio MolinaDocument18 pagesS1 8 - 50 Ignacio MolinaCesar Rodriguez GuzmanNo ratings yet
- P88 Throughput AccountingDocument10 pagesP88 Throughput AccountingAbbas ZainyNo ratings yet
- GAMMON INDIA LIMITED: Steel Reinforcement & DetailingDocument120 pagesGAMMON INDIA LIMITED: Steel Reinforcement & DetailingdrpNo ratings yet
- 0260-135-PVM-U-001-02 Thermal Design of CTDocument14 pages0260-135-PVM-U-001-02 Thermal Design of CTanil peralaNo ratings yet
- BATCHING PLANT CALIBRATIONDocument10 pagesBATCHING PLANT CALIBRATIONsyed sulemanNo ratings yet
- KT FactorDocument1 pageKT FactorDEADMANNo ratings yet
- On-Premises Laundry: Tumble DryersDocument4 pagesOn-Premises Laundry: Tumble Dryersmandster1978No ratings yet
- HZC-3980 Circuit Breaker Analyzer-User Manual2020.4.13Document29 pagesHZC-3980 Circuit Breaker Analyzer-User Manual2020.4.13Mạnh Nguyễn VănNo ratings yet
- Comaparacion de Costos Celdas SmardDocument2 pagesComaparacion de Costos Celdas SmardJulio MendozaNo ratings yet
- 3040SSB Kodak m6Document22 pages3040SSB Kodak m6Pepe GarciaNo ratings yet
- Cost Comparison Rev 2 LQDocument4 pagesCost Comparison Rev 2 LQB.Harish KumarNo ratings yet
- Granite Processing Plant Project ReportDocument58 pagesGranite Processing Plant Project ReportsyamskhtNo ratings yet
- Ore DescriptionDocument5 pagesOre DescriptionAlejandro Bartolo YañezNo ratings yet
- 330D Texr0431 PDFDocument12 pages330D Texr0431 PDFsuwarjitechnicNo ratings yet
- How To Calculate OEE - TutorialDocument12 pagesHow To Calculate OEE - TutorialPremiumJ4UShopMY245No ratings yet
- Farm Land Optimization ModelTITLE Cost Calculation Spreadsheet TITLE Solved Optimization ModelTITLE Crop Mix and Decision VariablesTITLE Sensitivity Analysis and Allowable ChangesDocument10 pagesFarm Land Optimization ModelTITLE Cost Calculation Spreadsheet TITLE Solved Optimization ModelTITLE Crop Mix and Decision VariablesTITLE Sensitivity Analysis and Allowable ChangesNabarun PalNo ratings yet
- Shear Test FormatsDocument2 pagesShear Test FormatspiteshNo ratings yet
- CCL910S_Lectures 2 & 3_05 & 06 April 2024 - Comminution testsDocument21 pagesCCL910S_Lectures 2 & 3_05 & 06 April 2024 - Comminution testsmyriamkalenga24No ratings yet
- Model 760P: Dual Channel Hour Meter & Maintenance Monitor ModuleDocument3 pagesModel 760P: Dual Channel Hour Meter & Maintenance Monitor ModuleEwerton BianchiNo ratings yet
- Krajewski 11e SM Ch06 Krajewski 11e SM Ch06: Operations management (경희대학교) Operations management (경희대학교)Document13 pagesKrajewski 11e SM Ch06 Krajewski 11e SM Ch06: Operations management (경희대학교) Operations management (경희대학교)dandrNo ratings yet
- Kuwait Lab Tests Zinc Coating ThicknessDocument3 pagesKuwait Lab Tests Zinc Coating Thicknessm.aliNo ratings yet
- Em-Rxyq-Taydu (Edus341703a-R1)Document108 pagesEm-Rxyq-Taydu (Edus341703a-R1)Efrain J Colina ANo ratings yet
- BRPM 650Document2 pagesBRPM 650donlot pilem100% (1)
- ETD ComparisonDocument9 pagesETD Comparisontech bNo ratings yet
- Productivity Improvement High Pressure Die Casting: Presentation byDocument26 pagesProductivity Improvement High Pressure Die Casting: Presentation byNIMISHNo ratings yet
- Proforma Invoice: S/N Description Unit CFR Total CFR Chittagong Chittagong Sea (Us$) Sea (Us$)Document2 pagesProforma Invoice: S/N Description Unit CFR Total CFR Chittagong Chittagong Sea (Us$) Sea (Us$)Hossain TanjilaaNo ratings yet
- HLV2005MK Operat - InstructDocument33 pagesHLV2005MK Operat - Instructtim kaminskyNo ratings yet
- Automobile Lab Chain Test ProcedureDocument6 pagesAutomobile Lab Chain Test ProcedureService MMINo ratings yet
- F5 Asignment 1Document5 pagesF5 Asignment 1Minhaj AlbeezNo ratings yet
- Polyurathane Resin HardnerDocument32 pagesPolyurathane Resin HardnerPritpal SinghNo ratings yet
- Range of CleanCube DevicesDocument8 pagesRange of CleanCube Devicesduna tarimaNo ratings yet
- Rate Analysis Report - Concrete Block MachineAMEX (Version 1)Document21 pagesRate Analysis Report - Concrete Block MachineAMEX (Version 1)Jayaraman KamarajNo ratings yet
- LG WD1485AT5 Service ManualDocument47 pagesLG WD1485AT5 Service ManualClayton Oliveira0% (1)
- RX1510-CI Service ManualDocument58 pagesRX1510-CI Service ManualJim Campbell De CastroNo ratings yet
- Jaw Crusher Sizing GuideDocument5 pagesJaw Crusher Sizing GuideTerence Jhon TabonNo ratings yet
- AN56 Zuverlässigkeit EN Online PDFDocument4 pagesAN56 Zuverlässigkeit EN Online PDFXavierNo ratings yet
- Drew Marine Tank Cleaning ManualDocument102 pagesDrew Marine Tank Cleaning ManualStasio8090% (10)
- A1 Assignment2Document3 pagesA1 Assignment2Chandrakant VadluruNo ratings yet
- OfiteDocument48 pagesOfitephalanaxusNo ratings yet
- Queuing ModelsDocument12 pagesQueuing ModelsEllen MarkNo ratings yet
- Fixedgas Model1000 h2s Process Analyzer Usermanual EnglishDocument34 pagesFixedgas Model1000 h2s Process Analyzer Usermanual EnglishLucas MillaloncoNo ratings yet
- SP 01 en LCD DMM - VC 350Document46 pagesSP 01 en LCD DMM - VC 350KomtelecNo ratings yet
- Labconco LogicpluscatalogDocument28 pagesLabconco LogicpluscatalogcarlosNo ratings yet
- 9 - Equipment Damage Curves Generators PDFDocument4 pages9 - Equipment Damage Curves Generators PDFMoulay m'hammed LOUKILINo ratings yet
- Distributed Process Control ReportFrom EverandDistributed Process Control ReportNo ratings yet
- Leveling the production loop through scheduling and finished goods strategyDocument1 pageLeveling the production loop through scheduling and finished goods strategyKlaudiaNo ratings yet
- Emc Supply Co. Current State 0ctober 26: Production Control MRP Weekly Build ScheduleDocument1 pageEmc Supply Co. Current State 0ctober 26: Production Control MRP Weekly Build ScheduleKlaudiaNo ratings yet
- Sorting Product TutorialDocument16 pagesSorting Product TutorialKlaudiaNo ratings yet
- Visual Method Sheet ExampleDocument5 pagesVisual Method Sheet ExampleKlaudiaNo ratings yet
- Original Matrix AnalysisDocument29 pagesOriginal Matrix AnalysisKlaudiaNo ratings yet
- Emc Supply Co. Future State Phase 1 - Pacemaker 0ctober 26Document1 pageEmc Supply Co. Future State Phase 1 - Pacemaker 0ctober 26KlaudiaNo ratings yet
- Overall Equipment EffectivenessDocument27 pagesOverall Equipment EffectivenessMarciano ZanottoNo ratings yet
- Calculating OEE WorksheetDocument2 pagesCalculating OEE WorksheetPravin BabarNo ratings yet
- EMC Future State Pull LoopsDocument1 pageEMC Future State Pull LoopsKlaudiaNo ratings yet
- Calculating Oee WorksheetDocument2 pagesCalculating Oee WorksheetAdriano Tiago EinsfeldNo ratings yet
- Improve OEE With This Three Step ProcessDocument1 pageImprove OEE With This Three Step ProcessKlaudiaNo ratings yet
- Fast Guide To Oee PDFDocument27 pagesFast Guide To Oee PDFAtakan TunaliNo ratings yet
- Ifa Audit Oee Action PDFDocument1 pageIfa Audit Oee Action PDFAngelikaNo ratings yet
- IFA Audit OEE Information WorksheetDocument1 pageIFA Audit OEE Information Worksheetaminos85No ratings yet
- OEE Executive SummaryDocument2 pagesOEE Executive Summaryaminos85No ratings yet
- 2015 Lean Education DirectoryDocument147 pages2015 Lean Education DirectoryKlaudiaNo ratings yet
- Art Smally On StandardizedworkDocument59 pagesArt Smally On StandardizedworkEdward_Dane_Bo_5933100% (1)
- IFA Audit OEE Focus WorksheetDocument1 pageIFA Audit OEE Focus WorksheetKhathutshelo KharivheNo ratings yet
- Mastering Lean Product Development - Chapter 4 Visual Workflow ManagementDocument32 pagesMastering Lean Product Development - Chapter 4 Visual Workflow ManagementKlaudiaNo ratings yet
- The Basics of Lean Six Sigma - WWW - goleanSixSigmaDocument15 pagesThe Basics of Lean Six Sigma - WWW - goleanSixSigmagoleansixsigmaNo ratings yet
- Defining LeanDocument16 pagesDefining LeanEbruke EddyNo ratings yet
- Introduction To Lean & Six Sigma: Pre Kaizen TrainingDocument33 pagesIntroduction To Lean & Six Sigma: Pre Kaizen TrainingKlaudiaNo ratings yet
- Art Smally On StandardizedworkDocument59 pagesArt Smally On StandardizedworkEdward_Dane_Bo_5933100% (1)
- Standard Work KaizenDocument89 pagesStandard Work KaizenKlaudiaNo ratings yet
- Value Stream MapDataDocument1 pageValue Stream MapDataKlaudiaNo ratings yet
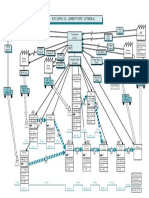
- Value Stream MapDocument4 pagesValue Stream MapKlaudiaNo ratings yet
- 1 PDFDocument202 pages1 PDFMario Alejandro Charlin Stein100% (1)
- Value Stream MapDocument2 pagesValue Stream MapTormentyNo ratings yet
- 1034 Value Stream Mapping TemplateDocument3 pages1034 Value Stream Mapping TemplateKlaudiaNo ratings yet
- Day 5 Assignment Python Oops ConceptsDocument3 pagesDay 5 Assignment Python Oops ConceptslathaNo ratings yet
- Full Circle 202 en 202402Document65 pagesFull Circle 202 en 202402jlnava32No ratings yet
- SQL JOIN OBSERVATIONSDocument9 pagesSQL JOIN OBSERVATIONSBalwant SinghNo ratings yet
- Google Company Overview PDFDocument3 pagesGoogle Company Overview PDFJillNo ratings yet
- IWD Unit 1 AssignmentDocument4 pagesIWD Unit 1 AssignmentRajesh AmbroseNo ratings yet
- A Childs History of England, Charles DickensDocument339 pagesA Childs History of England, Charles Dickensbreakingthesilence100% (2)
- User'S Manual For Bgs Gisgroundwater: A Numerical Model To Simulate Groundwater Levels For Arcgis 10.0Document71 pagesUser'S Manual For Bgs Gisgroundwater: A Numerical Model To Simulate Groundwater Levels For Arcgis 10.0jcuervoaNo ratings yet
- Repeated Crash LogsDocument14 pagesRepeated Crash LogspegasoxtNo ratings yet
- Manual de Uso de HC-06Document20 pagesManual de Uso de HC-06Alejandro GonzálezNo ratings yet
- Week4 QuizDocument6 pagesWeek4 QuizAndrea May PinedaNo ratings yet
- V130 33 R34 - Instal Guide - 10 08Document10 pagesV130 33 R34 - Instal Guide - 10 08stgpereiraNo ratings yet
- ICTNWK529 Student Assessment TasksDocument19 pagesICTNWK529 Student Assessment Tasksshafe SPNo ratings yet
- RGB LedDocument6 pagesRGB LedEder GómezNo ratings yet
- La Bioestadistica y Su Aplicación A La Investigación en SaludDocument6 pagesLa Bioestadistica y Su Aplicación A La Investigación en SaludNancy MillanNo ratings yet
- My AutoPlay Pro ManualDocument71 pagesMy AutoPlay Pro ManualIguodala Owie100% (1)
- Guia de Usuario GPS Spectra SP80 PDFDocument118 pagesGuia de Usuario GPS Spectra SP80 PDFAlbrichs BennettNo ratings yet
- FC503 Addressable Fire Control PanelsDocument6 pagesFC503 Addressable Fire Control Panelsமாருப்-Maruff HMNo ratings yet
- Class IX - IT - TE - IIDocument3 pagesClass IX - IT - TE - IIHarean RakkshadNo ratings yet
- Arduino As An ISP For AVR Microcontrollers (Atmega32)Document8 pagesArduino As An ISP For AVR Microcontrollers (Atmega32)michael jaroya100% (1)
- Como Convencer Alguem em 90 Seg - Nicholas BoothmanDocument482 pagesComo Convencer Alguem em 90 Seg - Nicholas BoothmanLuiz Antonio MeloNo ratings yet
- ENGEL Press Release Inject 4 0 at K 2016Document7 pagesENGEL Press Release Inject 4 0 at K 2016Lukasz FrydlewiczNo ratings yet
- OpenText Imaging Windows Viewer and DesktopLink 22.4 Release NotesDocument20 pagesOpenText Imaging Windows Viewer and DesktopLink 22.4 Release Notesdd ddNo ratings yet
- Dbms Lab Final ADocument9 pagesDbms Lab Final AMian Muhammad Ashar HussnainNo ratings yet
- Iserv - Corporate ProfileDocument24 pagesIserv - Corporate ProfileMambo KingNo ratings yet
- Readme LogconvertDocument2 pagesReadme Logconvert李侑宗No ratings yet
- OCI X Smart LOA Template Aug 2022Document1 pageOCI X Smart LOA Template Aug 2022Jose Genaro LapezNo ratings yet
- s4 Hana SubcontractingDocument9 pagess4 Hana Subcontractingyash100% (1)
- 04 Axes and DrivesDocument68 pages04 Axes and DrivesWanderley Terci Esteves100% (1)
- This Study Resource Was: - Are A Set of Rules That Determine The Execution of A TransactionDocument8 pagesThis Study Resource Was: - Are A Set of Rules That Determine The Execution of A TransactionSeyed BillalganiNo ratings yet
- Ahmedabad Software FirmsDocument7 pagesAhmedabad Software Firmsoceansheart25No ratings yet