You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (589)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5796)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- OFM Data Tables, Variables, Data Dictionary, and CatalogDocument93 pagesOFM Data Tables, Variables, Data Dictionary, and CatalogVictor SanchoNo ratings yet
- Ingersoll Rand Volvo Asphalt Compactor Model DD-145Document80 pagesIngersoll Rand Volvo Asphalt Compactor Model DD-145viemey1952100% (2)
- Pipelines and Flowlines Cold Cutting ProcedureDocument27 pagesPipelines and Flowlines Cold Cutting ProcedureSuresh Kumar GNo ratings yet
- RRU5336E Hardware Description (Draft A) (PDF) - ENDocument24 pagesRRU5336E Hardware Description (Draft A) (PDF) - ENCarlos Alexandre Picoral KindleinNo ratings yet
- 8587ctts 330v 2i 1178 182Document5 pages8587ctts 330v 2i 1178 182Haresh RaisinghaniNo ratings yet
- Underconstruction Project ReportDocument78 pagesUnderconstruction Project ReportHaresh RaisinghaniNo ratings yet
- C 6100 BrochureDocument16 pagesC 6100 BrochureHaresh RaisinghaniNo ratings yet
- 26875303Document9 pages26875303Haresh RaisinghaniNo ratings yet
- High Value Procurement Projections For Next 5 Years: Name of Organization: Web Site Link: Ministry / DepartmentDocument4 pagesHigh Value Procurement Projections For Next 5 Years: Name of Organization: Web Site Link: Ministry / DepartmentHaresh RaisinghaniNo ratings yet
- CNC LatheDocument2 pagesCNC LatheHaresh RaisinghaniNo ratings yet
- Jyme10089 54Document7 pagesJyme10089 54Haresh RaisinghaniNo ratings yet
- Annexure - 1: Page 1 of 9Document9 pagesAnnexure - 1: Page 1 of 9Haresh RaisinghaniNo ratings yet
- CNC-Lab Mechanical ManualDocument21 pagesCNC-Lab Mechanical ManualHaresh RaisinghaniNo ratings yet
- Jyme10089 54Document7 pagesJyme10089 54Haresh RaisinghaniNo ratings yet
- Brochure Uniflair Chiller TRADocument5 pagesBrochure Uniflair Chiller TRAMasab AnisNo ratings yet
- NAV2013 04 Reporting PDFDocument66 pagesNAV2013 04 Reporting PDFMiguel De Dios SinovasNo ratings yet
- Elektor 308Document57 pagesElektor 308Pablo DanielNo ratings yet
- Best Thesis Topics For Civil EngineeringDocument8 pagesBest Thesis Topics For Civil Engineeringbskb598g100% (2)
- STC - Annual HIPAA Quiz 201503Document3 pagesSTC - Annual HIPAA Quiz 201503Rushikesh MahajanNo ratings yet
- Interim Relief Ir 27percent Software by ZakirDocument1 pageInterim Relief Ir 27percent Software by Zakiranilkc9No ratings yet
- Quizzes: Module 1 - Formal SystemsDocument24 pagesQuizzes: Module 1 - Formal SystemsScopeNo ratings yet
- GX-3R Pro: Operator's ManualDocument176 pagesGX-3R Pro: Operator's ManualmunhNo ratings yet
- Literature Review - Owen RussellDocument5 pagesLiterature Review - Owen Russellapi-582803261No ratings yet
- Graphs Breadth First Search & Depth First Search: by Shailendra UpadhyeDocument21 pagesGraphs Breadth First Search & Depth First Search: by Shailendra Upadhyeجعفر عباسNo ratings yet
- Marshmallow Readthedocs Io en 2.x LineDocument125 pagesMarshmallow Readthedocs Io en 2.x LineGilbert LoyogoyNo ratings yet
- Drambo ManualDocument38 pagesDrambo ManualMatthew HartmanNo ratings yet
- Smart Materials TopicDocument3 pagesSmart Materials Topic19001015049 ROHITNo ratings yet
- NEPD 326 206 EN - Prestressed Steel For Reinforcemenet of Concrete PC StrandDocument8 pagesNEPD 326 206 EN - Prestressed Steel For Reinforcemenet of Concrete PC StrandedwinguerraNo ratings yet
- Infographic How To Ace Your InterviewDocument1 pageInfographic How To Ace Your Interviewjasonsch.mitNo ratings yet
- Quick Guide in The Preparation of Purchase Request (PR), Purchase Order (PO) and Other Related DocumentsDocument26 pagesQuick Guide in The Preparation of Purchase Request (PR), Purchase Order (PO) and Other Related DocumentsMiguel VasquezNo ratings yet
- 3 Merge SortDocument15 pages3 Merge SortMIKIYAS TAMIRATNo ratings yet
- Quantifying The Role of Social Media On Education An Analysis Between The Correlation of Social Media To The Selected Students at Kaylaway National Highschool 3Document12 pagesQuantifying The Role of Social Media On Education An Analysis Between The Correlation of Social Media To The Selected Students at Kaylaway National Highschool 3Julius BayagaNo ratings yet
- Lexium Mdrive: LMD - P57 Pulse / Direction InputDocument5 pagesLexium Mdrive: LMD - P57 Pulse / Direction InputTăng TrườngNo ratings yet
- National Geographic 2010-08Document128 pagesNational Geographic 2010-08arsivlik12100% (2)
- Connecting Tomcat Server in Eclipse IDEDocument13 pagesConnecting Tomcat Server in Eclipse IDEAKHILA KHODAYNo ratings yet
- AIR PORT ProjectDocument16 pagesAIR PORT ProjectsaivihariNo ratings yet
- WedgeARP AMB v2.1 Training - Module G - OperationsDocument59 pagesWedgeARP AMB v2.1 Training - Module G - Operationsahmed gaafarNo ratings yet
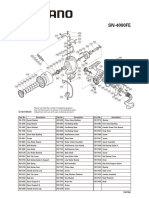
- 16SN4000FEDocument1 page16SN4000FEGergely IvánovicsNo ratings yet
- Case Study - Hermes Delivering ChangeDocument5 pagesCase Study - Hermes Delivering ChangeSafa Rabib RahmanNo ratings yet
- EKI-7454G-6X: FeaturesDocument2 pagesEKI-7454G-6X: Featuresiot 1001No ratings yet