Professional Documents
Culture Documents
Rac, Module 3-Note
Uploaded by
Shan Mathews VettikuzhiyilOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Rac, Module 3-Note
Uploaded by
Shan Mathews VettikuzhiyilCopyright:
Available Formats
REFRIGERATION
&
AIR
CONDITIONING
MODULE 3
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 1
SYLLABUS
Multi pressure systems - multi compression and
multi evaporator, systems. Inter cooling - flash inter
cooling and flash gas removal- Different
combinations of evaporator and compressor for
different applications
Cascade system
Refrigerants and their properties-Eco-friendly
Refrigerants, mixed refrigerants, selection of
refrigerants for different applications
Vapour absorption systems - Ammonia – water
system - simple system- drawbacks-Lithium
Bromide water system- Electrolux- comparison with
vapour compression system
Steam jet refrigeration
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 2
Vapour Absorption Refrigeration Systems
The vapour absorption system uses heat energy, instead of
mechanical energy as in vapour compression systems, in order to
change the conditions of the refrigerant required for the operation
of the refrigeration cycle. We have discussed in the previous
chapters that the function of a compressor, in a vapour
compression system, is to withdraw the vapour refrigerant from
the evaporator. It then raises its temperature and pressure higher
than the cooling agent in the condenser so that the higher pressure
vapours can reject heat in the condenser. The liquid refrigerant
leaving the condenser is now ready to expand to the evaporator
conditions again.
In the vapour absorption system, the compressor is replaced by
an absorber, a pump, a generator and a pressure reducing valve.
These components in vapour absorption system perform the same
function as that of a compressor in vapour compression system.
In this system, the vapour refrigerant from the evaporator is
drawn into an absorber where it is absorbed by the weak solution
of the refrigerant forming a strong solution. This strong solution
is pumped to the generator where it is heated by some external
source. During the heating process, the vapour refrigerant is
driven off by the solution and enters into the condenser where it
is liquefied. The liquid refrigerant then flows into the evaporator
and thus the cycle is completed.
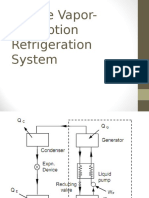
Simple Vapour Absorption System
The simple vapour absorption system consists of an absorber, a
pump, a generator and a pressure reducing valve to replace the
compressor of vapour compression system. The other
components of the system are condenser, receiver, expansion
valve and evaporator as in the vapour compression system.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 3
In this system, the low pressure ammonia vapour leaving the
evaporator enters the absorber where it is absorbed by the cold
water in the absorber. The water has the ability to absorb very
large quantities of ammonia vapour and the solution thus formed,
is known as aqua-ammonia. The absorption of ammonia vapour
in water lowers the pressure in the absorber which in turn draws
more ammonia vapour from the evaporator and thus raises the
temperature of solution. Some form of cooling arrangement
(usually water cooling) is employed in the absorber to remove the
heat of solution evolved there. This is necessary in order to
increase the absorption capacity of water, because at higher
temperature water absorbs less ammonia vapour. The strong
solution thus formed in the absorber is pumped to the generator
by the liquid pump. The pump increases the pressure of the
solution upto 10 bar.
The strong solution of ammonia in the generator is heated by
some external source such as gas or steam. During the heating
process, the ammonia vapour is driven off the solution at high
pressure leaving behind the hot weak ammonia solution in the
generator. This weak ammonia solution flows back to the
absorber at low pressure after passing through the pressure
reducing valve. The high pressure ammonia vapour from the
generator is condensed in the condenser to a high pressure liquid
ammonia. This liquid ammonia is passed to the expansion valve
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 4
through the receiver and then to the evaporator. This completes
the simple vapour absorption cycle.
Actual Vapour Absorption System
The simple absorption system as discussed in the previous article
is not very economical. In order to make the system more
practical, it is fitted with an analyser, a rectifier and two heat
exchangers as shown in Fig.. These accessories help to improve
the performance and working of the plant, as discussed below:-
1. Analyser
When ammonia is vaporised in the generator, some water is also
vaporised and will flow into the condenser along with the
ammonia vapours in the simple system. If these unwanted water
particles are not removed before entering into the condenser, they
will enter into the expansion valve where they freeze and choke
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 5
the pipe line. In order to remove these unwanted particles flowing
to the condenser, an analyser is used. The analyser may be built
as an integral part of the generator or made as a separate piece of
equipment. It consists of a series of trays mounted above the
generator. The strong solution from the absorber and the aqua
from the rectifier are introduced at the top of the analyser and
flow downward over the trays and into the generator. In this way,
considerable liquid surface area is exposed to the vapour rising
from the generator. The vapour is cooled and most of the water
vapour condenses, so that mainly ammonia vapour leaves the top
of the analyser. Since the aqua is heated by the vapour, less
external heat is required in the generator.
2. Rectifier
In case the water vapours are not completely removed in the
analyser, a closed type vapour cooler called rectifier (also known
as dehydrator) is used. It is generally water cooled and may be of
the double pipe, shell and coil or shell and tube type. Its function
is to cool further the ammonia vapours leaving the analyser so
that the remaining water vapours are condensed. Thus, only dry
or anhydrous ammonia vapours flow to the condenser. The
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 6
condensate from the rectifier is returned to the top of the analyser
by a drip return pipe.
3. Heat exchangers
The heat exchanger provided between the pump and the generator
is used to cool the weak hot solution returning from the generator
to the absorber. The heat removed from the weak solution raises
the temperature of the strong solution leaving the pump and going
to analyser and generator. This operation reduces the heat
supplied to the generator and the amount of cooling required for
the absorber. Thus the economy of the plant increases.
The heat exchanger provided between the condenser and the
evaporator may also be called liquid sub-cooler. In this heat
exchanger, the liquid refrigerant leaving the condenser is sub-
cooled by the low temperature ammonia vapour from the
evaporator as shown in Fig. This sub-cooled liquid is now passed
to the expansion valve and then to the evaporator.
In this system, the net refrigerating effect is the heat absorbed by
the refrigerant in the evaporator. The total energy supplied to the
system is the sum of work done by the pump and the heat supplied
in the generator. Therefore, the coefficient of performance of the
system is given by
Heat absorbed in evaporator
C.O.P. =
Work done by pump + Heat supplied in generator
Advantages of Vapour Absorption Refrigeration
System over Vapour Compression Refrigeration
System
In the vapour absorption system, the only moving part of the
entire system is a pump which has a small motor. Thus, the
operation of this system is essentially quiet and is subjected to
little wear.
The vapour compression system of the same capacity has more
wear, tear and noise due to moving parts of the compressor.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 7
The vapour absorption system uses heat energy to change the
condition of the refrigerant from the evaporator. The vapour
compression system uses mechanical energy to change the
condition of the refrigerant from the evaporator.
The vapour absorption systems are usually designed to use
steam, either at high pressure or low pressure. The exhaust
steam from furnaces and solar energy may also be used. Thus
this system can be used where the electric power is difficult to
obtain or is very expensive.
The vapour absorption systems can operate at reduced
evaporator pressure and temperature by increasing the steam
pressure to the generator, with little decrease in capacity. But
the capacity of vapour compression system drops rapidly with
lowered evaporator pressure.
The load variations does not effect the performance of a vapour
absorption system. The load variations are met by controlling
the quantity of aqua circulated and the quantity of steam
supplied to the generator.
The performance of a vapour compression system at partial
loads is poor.
In the vapour absorption system, the liquid refrigerant leaving
the evaporator has no bad effect on the system except that of
reducing the refrigerating effect. In the vapour compression
system, it is essential to superheat the vapour refrigerant
leaving the evaporator so that no liquid may enter the
compressor.
The vapour absorption systems can be built in capacities well
above 1000 tonnes of refrigeration each which is the largest
size for single compressor units.
The space requirements and automatic control requirements
favour the absorption system more and more as the desired
evaporator temperature drops.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 8
Domestic Electrolux (Ammonia Hydrogen)
Refrigerator
The domestic absorption type refrigerator was invented by two
Swedish engineers Carl Munters and Baltzer Von Platan in 1925
while they were studying for their under-graduate course of Royal
Institute of Technology in Stockholm. The idea was first
developed by the ‘Electrolux Company’ of Luton, England.
This type of refrigerator is also called three-fluid absorption
system. The main purpose of this system is to eliminate the pump
so that in the absence of moving parts. the machine becomes
noise-less. The three fluids used in this system are ammonia,
hydrogen and water. The ammonia is used as a refrigerant
because it possesses most of the desirable properties. It is toxic,
but due to absence of moving parts, there is very little changes for
the leakage and the total amount of refrigeration used is small.
The hydrogen being the lightest gas is used to increase the rate of
evaporation of the liquid ammonia passing through the
evaporator. The hydrogen is also non-corrosive and insoluble in
water. This is used in the low-pressure side of the system. The
water is used as a solvent because it has the ability to absorb
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 9
ammonia readily. The principle of operation of a domestic
Electrolux type refrigerator as shown in Fig. is discussed below:
The strong ammonia solution from the absorber through heat
exchanger is heated in the generator by applying heat from an
external source usually a gas burner. During this heating process,
ammonia vapours are removed from the solution and passed to
the condenser. A rectifier or a water separator fitted before the
condenser removes water vapour carried with the ammonia
vapours, so that dry ammonia vapours are supplied to the
condenser. These water vapours, if not removed, they will enter
into the evaporator causing freezing and choking of the machine.
The hot weak solution left behind in the generator flow to the
absorber through the heat exchanger. This hot weak solution
while passing through the exchanger is cooled. The heat removed
by the weak solution is utilised in raising the temperature of
strong solution passing through the heat exchanger. In this way,
the absorption is accelerated and the improvement in the
performance of a plant is achieved.
The ammonia vapours in the condenser are condensed by using
external cooling source. The liquid refrigerant leaving the
condenser flows under gravity to the evaporator where it meets
the hydrogen gas. The hydrogen gas which is being fed to the
evaporator permit the liquid ammonia to evaporate at a low
pressure and temperature according to Dalton's principle. During
the process of evaporation, the ammonia absorbs latent heat from
the refrigerated space and thus produces cooling effect.
The mixture of ammonia vapour and hydrogen is passed to the
absorber where ammonia is absorbed in water while the hydrogen
rises to the top and flows hack to the evaporator. This completes
the cycle. The coefficient of performance of this refrigerator is
given by:
Heat absorbed in the evaporator
C.O.P. =
Heat supplied in the generator
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 10
Lithium Bromide Absorption Refrigeration
System
The lithium-bromide absorption refrigeration system uses a
solution of lithium bromide in water. In this system, the water is
being used as a refrigerant whereas lithium bromide, which is a
highly hydroscopic salt, as an absorbent. The lithium bromide
solution has a strong affinity for water vapour because of its very
low vapour pressure. Since lithium bromide solution is corrosive,
therefore inhibitors should be added in order to protect the metal
parts of the system against corrosion. Lithium chromate is often
used as a corrosion inhibitor. This system is very popular for air
conditioning in which low refrigeration temperatures (not below
0° C) are required.
Fig. shows a lithium bromide vapour absorption system. In this
system, the absorber and the evaporator are placed in one shell
which operates at the same low pressure of the system. The
generator and condenser are placed in another shell which
operates at the same high pressure of the system. The principle of
operation of this system is discussed below:
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 11
The water for air-conditioning coils or process requirements is
chilled as it is pumped through the chilled-water tubes in the
evaporator by giving up heat to the refrigerant water sprayed over
the tubes. Since the pressure inside the evaporator is maintained
very low, therefore, the refrigerant water evaporates. The water
vapours thus formed will be absorbed by the strong lithium-
bromide solution which is sprayed in the absorber. In absorbing
the water vapour, the lithium bromide solution helps in
maintaining very low pressure (high vacuum) needed in the
evaporator, and the solution becomes weak. This weak solution
is pumped by a pump to the generator where it is heated up by
using steam or hot water in the heating coils. A portion of water
is evaporated by the heat and the solution now becomes more
strong. This strong solution is passed through the heat exchanger
and then sprayed in the absorber as discussed above. The weak
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 12
solution of lithium bromide from the absorber to the generator is
also passed through the heat exchanger. This weak solution gets
heat from the strong solution in the heat exchanger, thus reducing
the quantity of steam required to heat the weak solution in the
generator
The refrigerant water vapours formed in the generator due to
heating of solution are passed to the condenser where they are
cooled and condensed by the cooling water flowing through the
condenser water tubes. The cooling water for condensing is
pumped from the cooling water pond or tower. This cooling water
first enters the absorber where it takes away the heat of
condensation and dilution. The condensate from the condenser is
supplied to the evaporator to compensate the water vapour formed
in the evaporator. The pressure reducing valve reduces the
pressure of condensate from the condenser pressure to the
evaporator pressure. The cooled water from the evaporator is
pumped and sprayed in the evaporator in order to cool the water
for air conditioning flowing through the chilled tubes. This
completes the cycle.
Refrigerants
The refrigerant is a heat carrying medium which during their
cycle (i.e. compression, condensation, expansion and
evaporation) in the refrigeration system absorb heat from a low
temperature system and discard the heat so absorbed to a higher
temperature system.
The suitability of a refrigerant for a certain application is
determined by its physical, thermodynamic, chemical properties
and by various practical factors. There is no one refrigerant which
can be used for all types of applications i.e., there is no ideal
refrigerant. If one refrigerant has certain good advantages, it will
have some disadvantages also. Hence, a refrigerant is chosen
which has greater advantages and less disadvantages.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 13
Desirable Properties of an Ideal Refrigerant
We have discussed above that there is no ideal refrigerant. A
refrigerant is said to be ideal if it has all of the following
properties:
Low boiling point freezing point
High critical temperature and pressure
High latent heat of vaporisation.
Low specific heat of liquid.
Low specific volume of vapour,
Non-corrosive to metal,
High thermal conductivity
Non-flammable and non-explosive,
Non-toxic,
Low cost,
Easily and regularly available
Easy to liquify at moderate pressure and temperature,
Easy of locating leaks by odour or suitable indicator, and
Mixes well with oil.
High coefficient of performance
Ozone friendly
The standard comparison of refrigerants, as used in the
refrigeration industry, is based on an evaporating temperature of
- 15° C and a condensing temperature of + 30° C.
Classification of Refrigerants
The refrigerants may, broadly, be classified into the following
two groups:
1. Primary refrigerants, and
2. Secondary refrigerants.
The refrigerants which directly take part in the refrigeration
system are called primary refrigerants whereas the refrigerants
which are first cooled by primary refrigerants and then used for
cooling purposes are known as secondary refrigerants.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 14
The primary refrigerants are further classified into the following
four groups:
1. Halo-carbon refrigerants,
2. Azeotrope refrigerants,
3. Inorganic refrigerants. and
4. Hydro-carbon refrigerants
Halo-Carbon Refrigerants
The halo-carbon compounds are all synthetically produced and
were developed as Freon family of refrigerants. This group
consists of one or more of three halogens, chlorine, fluorine and
bromine and are named as Freon, Isotron, Areton. These
refrigerants are widely used for domestic , commercial and
industrial purpose
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 15
R-11: Trichloro-monofluoro-methane
Properties:
Stable, non-flammable and non-toxic
Low pressure and high boiling point liquid
Complete miscibility with mineral lubricating oil under all
conditions
High specific volume of suction vapour at any evaporator
temperature ; suitable only with centrifugal compressor
Leakage detected by halide touch or by using an electronic
detector
Boiling point + 23.77°C at atmospheric pressure and latent
heat 195.66 KJ/kg at - 15°C
Applications:
Air-conditioning of office buildings, theatres and departmental
stores
Flushing agent for cleaning the internal parts of the compressor
during overhauling
Flushing out moisture from the system
R-12 : Dichloro-difluro-methane
Properties:
Colourless and almost odourless
Non-toxic, non-corrosive, non-irritating and non-flammable
Chemical stability upto 550°C
No problem of oil return as it has good miscibility with oil
Boiling point - 29.8°C at atmospheric pressure and latent heat
161.3KJ/kg at - 15°C. Because of low latent heat, large amount
of refrigerant is circulated for a given refrigeration duty. This
permits the use of less sensitive and more positive operating
and regulatory mechanism.
Leakage easily detected by a halide torch or by an electronic
detector
Available in abundance and accordingly cheaper than R-22
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 16
Operates at low pressures and provides good volumetric
efficiency
Equally amenable with all types of compressors and
condensing units
Applications:
Most widely used and popular refrigerant of Freon group.
Equally suitable for low, medium and high temperature
applications.
Used in domestic refrigerators, freezers, water coolers etc.
Universally used in sealed type compressors because of being
excellent insulator.
R-22 : Monochloro-difluro-methane
Properties:
Non-toxic, non-flammable, non-corrosive and non-irritating.
Solubility in water is fairly large (three times greater than that
of R-12). Special driers and dessicants are needed to remove
water.
Miscible with oil at condenser temperature but separation
occurs at evaporator temperature. Oil separators used to ensure
return of oil from the evaporator.
High discharge temperatures; compressor head and cylinder
require water cooling.
Odour is similar to that of chloroform, leakage can be detected
by its odour or by halide torch.
Applications:
This synthetic refrigerant has been specially developed for
refrigeration installations that need a low evaporating
temperature. It is successfully used with centrifugal
compressor in chillers and window air conditioners.
Other refrigerants of halocarbon groups are mentioned below
with a peculiar characteristic/ feature of each.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 17
R-13: Monochloro-trifluoro methane: suitable with
reciprocating compressor and used for low pressure side of
cascade systems.
R-14: Carbon tetrafluoride: an ultra-low temperature
refrigerant for use in cascade systems.
R-21: Dichloro-monofluoro methane: used for relatively high
temperature requirements with centrifugal compressor
systems.
R-113: Trichloro-trifluoro ethane: remains liquid at room
temperature and pressure, can be carried in sealed tins rather
them cylinders, used in industrial and air conditioning units
with centrifugal compressor system.
R-114: Dichloro-tetra fluoro ethane: non-toxic and non-
corrosive even in the presence of water, used in fractional
power household refrigeration systems and drinking water
coolers employing rotary vane type compressors.
Azetrope Refrigerants
The term ‘azeotrope’ refers to a stable mixture of refrigerants
whose vapour and liquid phases retain identical compositions
over a wide range of temperatures
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 18
R-500:
non-flammable, non-corrosive and low in toxicity
fairly high solubility with oil
solubility with water is critical; moisture needs to be kept out
of the system by careful dehydration and by using driers
for the same motor size and when used for the same purpose,
the refrigeration capacity with R-500 is about 20% greater than
that with R-12
leaks detected by using soap solution, halide torch or electronic
leak detector
This refrigerant is used both for commercial and industrial
applications but only with reciprocating compressor systems.
R-502:
non-flammable, non-corrosive and practically non-toxic
good refrigerant for obtaining low and medium temperatures
positive evaporator pressure at low temperature
lubrication oil retains its viscosity at low temperature and that
ensures better lubrication
less compressor displacement (reduced size and cost) and low
power input (reduced running cost)
R-503:
It is non-flammable, non-corrosive and practically non-toxic.
It can hold more moisture than some other low temperature
refrigerants.
Its leak is easily detected with soap solution, halide torch or
electronic detector.
This low temperature refrigerant is quite good for use in the
low state of cascade liquid which require temperatures in the
range - 70°C to - 85°C.
R-504:
It is non-flammable, non-toxic and non-corrosive.
Its leakage can be easily detected with soap solution, halide
torch or electronic detector.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 19
This refrigerant finds favour for use in industrial processes
where a low temperature range of - 40°C to - 62°C is desired.
Inorganic Refrigerants
Ammonia (NH3) : R-717
excellent thermal properties : high latent heat and high heat
transfer coefficient
large refrigerating effects with relatively small sized
machinery
lighter than oil and can be easily separated. However in the
presence of moisture, ammonia forms an emulsion with oil and
that creates certain operating difficulties
low specific volume and so low volumetric displacement
low mass of liquid to be cumulated per ton of refrigeration
cheap refrigerant and low running cost
leaks easily detectable due to pungent odour. The leak is
detected by bringing a sulphur candle near the leak : dense
white smoke is given off when ammonia vapour is present.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 20
highly volatile and explosive when in contact with air
toxic, irritating to eyes, nose and throat
non-corrosive to ferrous metals but attacks copper and its
alloys (brass and bronze)
Ammonia is an ideal refrigerant and is invariably used in ice
factories, breweries and cold storage plants
Sulphur dioxide (SO2) : R-764
colourless, non-explosive and non-flammable
extremely toxic and pungent irritating odour
works at low pressure and has small latent heat of vaporisation
corrosive when in contact with moisture due to formation of
H2S04
leaks easily detectable on account of its pungent odour. The
leakage is detected by bringing aqueous ammonia near the
leak; white smoke is given off
Low refrigerating effect and high specific volume. Therefore,
for the same refrigerating effect with this refrigerant, we need
larger compressors with higher speeds
not readily miscible with oil, liquid S02 is heavier than oil and
accordingly it floats on the surface of oil. This aspect
simplifies the problem of oil removal and return
In earlier days, sulphur dioxide was widely used in household
and small commercial units.
Carbon dioxide (CO2) : R-744
colourless and odourless
non-toxic, non-corrosive and non-flammable
causes suffocation
leaks difficult to detect; leak detection done by soap solution
low specific volume makes the plant more compact; size of the
compressor is small
heavier working parts needed because of high operating
pressures
non-miscible with oil; there is no dilution of oil in the
compressor crankcase
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 21
low critical temperature and accordingly low temperature
cooling medium is required, in the condenser
chemically stable ; no reaction with oil and metals in the
presence of moisture
The use of this refrigerant has been limited to marine
application and to the manufacture of dry ice (solid CO2).
Water (H2O): R-118
non-toxic, non-flammable
thermally stable and chemically inert even at high
temperatures
very high enthalpy of vaporization
very safe refrigerant; no leakage problem on health or
environment
high level transfer coefficient allows small dimensions for
condenser and evaporators
available in abundance at no cost
light system components due to very low operating pressures
with water
Water is essentially used as ice to produce the cooling effect.
Its high freezing point limits its use in vapour compression
systems. Water is used as a solvent in vapour absorption
system, and also in steam jet refrigeration.
Hydro-Carbon Refrigerants
Most of the hydro-carbon refrigerants are successfully used in
industrial and commercial installations. They possess satisfactory
thermodynamic properties but are highly flammable and
explosive
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 22
Designation System for Refrigerants
The refrigerants are internationally designated as 'R' followed by
certain numbers such as R-11, R-12, R-114 etc. A refrigerant
followed by a two digit number indicates that a refrigerant is
derived from methane base while three digit number res presents
ethane base. The numbers assigned to hydro-carbon and halo-
carbon refrigerants have a special meaning. The first digit on the
right is the number of fluorine (F) atoms in the refrigerant. The
second digit from the right is one more than the number of
hydrogen (H) atoms present. The third digit from the right is one
less than the number of carbon (C) atoms, but when this digit is
zero, it is omitted. The general chemical formula for the
refrigerant, either for methane or ethane base, is given as
CmHnClpFq, in which
n+ P + q = 2m+ 2
Where
m = Number of carbon atoms,
n = Number of hydrogen atoms,
p = Number of chlorine atoms, and q = Number of fluorine atoms.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 23
As discussed above, the number of the refrigerant is given by
R (m - l)(n + l) (q). Let us consider the following refrigerants to find
its chemical formula and the number.
1. Dichloro-tetrafluoro-ethane
We see that in this refrigerant
Number of chlorine atoms, p = 2
Number of fluorine atoms, q = 4
and number of hydrogen atoms, n = 0
We know that n + p + q = 2m + 2
0+2+4=2m+2
m=2
i.e. Number of carbon atoms = 2
Thus the chemical formula for dichloro-tetrafluoro-ethane
becomes C2C12F4 and the number of refrigerant becomes R(2-1)
(0+ 1 )(4) or R-114.
Desirable properties for refrigerant selection
Thermodynamic Properties
Chemical Properties
Physical Properties
Economic Properties
Thermodynamic Properties of Refrigerants
1. Boiling temperature.
The boiling temperature of the refrigerant at atmospheric pressure
should be low. If the boiling temperature of the refrigerant is high
at atmospheric pressure, the compressor should be operated at
high vacuum. The high boiling temperature reduces the capacity
and operating cost of the system. The following table shows the
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 24
boiling temperatures at atmospheric pressure of some commonly
used refrigerants
Refrigerant Boiling temperature (oC) at
atmospheric pressure
R-11 +23.77
R-12 -29
R-21 +9
R-22 -41
R-30 +39.8
R-40 -23.7
R-113 +3.6
R-717 -33.3
R-744 -73.6
R-764 -10
2. Freezing temperature.
The freezing temperature of a refrigerant should be well below
the operating evaporator temperature. Since the freezing
temperatures of most of the refrigerants are below - 35oC,
therefore this property is taken into consideration only in low
temperature operation. The following table shows the freezing
temperatures of some common refrigerants
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 25
Refrigerant Freezing temperature (oC)
R-11 -111
R-12 -157.5
R-21 -135
R-22 -160
R-30 -96.6
R-40 -97.5
R-113 -35
R-717 -77.8
R-744 -56.7
R-764 -75.6
3. Evaporator and condenser pressure.
Both the evaporating (low side) and condensing (high side
pressures should be positive (i.e. above atmospheric) and it
should be as near to the atmospheric pressure as possible .The
positive pressures are necessary in order to prevent leakage of air
and moisture into the refrigerating system. It also permits easier
detection of leaks. Too high evaporating and condensing
pressures (above atmospheric) would require stronger
refrigerating equipment (i.e. compressor, evaporator and
condenser) resulting in higher initial cost. The following table
shows the evaporating and condensing pressures, and
compression ratio for various refrigerants when operating on the
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 26
standard cycle of - 15oC evaporator temperature and + 30°C
condenser temperature.
Refrigerant Evaporator Condenser Compression ratio
pressure (PE) at - pressure (pC) at (pC/pE)
15oC, in bar +30oC in bar
R-11 0.2021 1.2607 6.24
R-12 1.8262 7.4510 4.08
R-21 0.3618 2.1540 5.95
R-22 2.9670 12.0340 4.05
R-30 0.0807 0.7310 9.06
R-40 1.4586 6.5310 4.47
R-113 0.0676 0.5421 8.02
R-717 2.3634 11.67 4.94
R-744 22.90 71.930 3.14
R-764 0.8145 4.5830 5.63
The reciprocating compressors are used with refrigerants having
low specific volumes, high operating pressures and high pressure
ratios. The centrifugal compressors are used with refrigerants
having high specific volumes, low operating pressures and low
pressure ratios.
4.Critical temperature and pressure
The critical temperature of a refrigerant is the highest temperature
at which it can be condensed to a liquid, regardless of a higher
pressure. It should be above the highest condensing temperature
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 27
that might be encountered. If the critical temperature of a
refrigerant is too near the desired condensing temperature, the
excessive power consumption results. The following table shows
the critical temperature and pressures for the commonly used
refrigerants. The critical temperature for most of the common
refrigerants is well above the normal condensing temperature
with the exception of carbon dioxide (R-744) whose critical
temperature is 31 °C.
Refrigerant Critical temperature (oC) Critical pressure (bar)
R-11 198 43.8
R-12 112 41.2
R-21 178.5 51.65
R-22 96 49.38
R-30 216 44.14
R-40 143 66.83
R-113 214 34.14
R-717 133 113.86
R-744 31 73.8
R-764 157 78.7
5. Coefficient of performance and power requirements
For an ideal refrigerant operating between - 15°C evaporator
temperature and 30°C condensor temperature, the theoretical
coefficient of performance for the reversed Carnot cycle is 5.74.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 28
The following table shows the values of theoretical coefficient of
performance and power per tonne of refrigeration for some
common refrigerants operating between - l5°C evaporator
temperature and 30°C condenser temperature.
Refrigerant Coefficient of kW/TR
performance
R-11 5.09 0.694
R-12 4.70 0.746
R-22 4.66 0.753
R-30 4.90 0.716
R-40 4.90 0.716
R-113 4.92 0.716
R-717 4.76 0.738
R-729 5.74 0.619
R-744 2.56 1.372
R-764 4.87 0.724
From the above table, we see that R-11 has the coefficient of
performance equal to 5.09 which is closest to the Carnot value of
5.74. The other refrigerants have also quite high values of
coefficient of performance except R-744 (carbon dioxide) which
has the value of coefficient of performance as 2.56 with a power
requirement of 1.372 kW per tonne of refrigeration. This is due
to its low critical point (31°C) and the condensing temperature is
very close to it which is 30°C. Practically, all common
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 29
refrigerants have approximately the same coefficient of
performance and power requirement.
6. Latent heat of vaporization.
A refrigerant should have a high latent heat of vaporization at the
evaporator temperature. The high latent heat results in high
refrigerating effect per kg of refrigerant circulated which reduces
the mass of refrigerant to be circulated per tonne of refrigeration.
The following table shows the refrigerating effect for the common
refrigerants operating between - 15°C evaporator temperature and
30°C condenser temperature. It also shows the latent heat, mass
of refrigerant circulated per tonne of refrigeration and the volume
of the liquid refrigerant per tonne of refrigeration.
Refrigerant Refrigerating Latent heat of Mass of Volume of
effect for vaporisation at refrigerant liquid
standard cycle -15oC, in kJ/kg circulated per refrigerant
of -15oC to + standard tonne, circulating per
30oC, in kJ/kg in kg/min standard tonne
at 30oC in litres
per minute
R-11 157.3 195.7 1.34 0.918
R-12 116.5 159.0 1.81 1.404
R-22 161.5 218.1 1.31 1.115
R-30 313.6 377.7 0.676 0.507
R-40 350.0 421.0 0.603 0.67
R-113 125.1 164.5 1.7 1.1
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 30
R-717 1105.4 1316.5 0.19 0.32
R-744 129.3 274.0 1.63 2.73
R-764 329.5 394.7 0.64 0.474
7. Specific volume
The specific volume of the refrigerant vapour at evaporator
temperature (i.e volume of suction vapour to the compressor)
indicates the theoretical displacement of the compressor. The
reciprocating compressors are used with refrigerants having high
pressures and low volumes of the suction vapour. The centrifugal
or turbo compressors are used with refrigerants having low
pressures and high volumes of the suction vapour. The rotary
compressors are used with refrigerants having intermediate
pressures and volumes of the suction vapour. The following table
shows the specific volume of the refrigerant vapour and
theoretical piston displacements for various refrigerants.
Refrigerant Specific volume of the Vapour displacement for
refrigerant vapour at- standard tonne of
15oC (m3/kg) refrigeration (m3/min)
R-11 0.77 1.016
R-12 0.091 0.163
R-22 0.078 0.101
R-30 3.12 2.08
R-40 0.28 0.167
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 31
R-113 0.7 2.08
R-717 0.51 0.096
R-744 0.0167 0.027
R-764 0.401 0.254
Chemical Properties of Refrigerants
1. Flammability
We have already discussed that hydro-carbon refrigerants such as
ethane, propane etc., are highly flammable. Ammonia is also
somewhat flammable and becomes explosive when mixed with
air in the ratio of 16 to 25 percent of gas by volume. The halo-
carbon refrigerants are neither flammable nor explosive .
2. Toxicity
The toxicity of refrigerant may be of prime or secondary
importance, depending upon the application. Some non- toxic
refrigerants (i.e. all fluorocarbon refrigerants) when mixed with
certain percentage of air become toxic. The following table shows
the relative toxicity of the common refrigerants, based upon the
concentration and exposure time required to produce serious
results.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 32
Refrigerant Concentration in Duration of Underwriters,
air to produce exposure to Laboratories
serious effects produce serious number group
effects
(% by volume)
( minutes)
R-11 10 120 5
R-12 28.5 to 30.4 120 6
R-22 18 to 22.6 120 5A
R-30 5.1 to 5.3 30 4A
R-40 2 to 2.5 120 4
R-113 4.8 to 5.3 60 4
R-717 0.5 to 0.6 30 2
R-744 29 to 30 30 to 60 5A
R-764 0.7 5 1
From the above table, we see that R-717 (ammonia) and R-
764 (Sulphur dioxide) are highly toxic. These refrigerants are also
strong irritants. Therefore, these refrigerants are not used in
domestic refrigeration and comfort air conditioning. The use of
toxic refrigerants is only limited to cold storages.
3. Solubility of water
Water is only slightly soluble in R-12. At - 18°C, it will hold Sill
parts per million by weight. The solution formed is very slightly
corrosive to any of the common metals. The solubility of water
with R-22 is more than R-12 by a ratio of 3 to 1. If more water is
present than can be dissolved by the refrigerant, the ice will be
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 33
formed which chokes the expansion valve or capillary tube used
for throttling in the system. This may be avoided by the proper
dehydration of the refrigerating unit before charging and by the
use of silica gel drier of the liquid line. Ammonia is highly soluble
in water. Due to this reason, a wetted cloth is put at the point of
leak to avoid harm to the persons working in ammonia
refrigerating plants.
4. Miscibility
The ability of a refrigerant to mix with oil is called miscibility.
This property of refrigerant is considered to be a secondary factor
in the selection of a refrigerant. The degree of miscibility depends
upon the temperature of the oil and pressure of the refrigerating
vapour. The freon group of refrigerants are highly miscible
refrigerants while ammonia, carbon dioxide, sulphur dioxide and
methyl chloride are relatively non-miscible.
The non-miscible refrigerants require larger heat transfer surfaces
due to poor heat condition properties of oil. The miscible
refrigerants are advantageous from the heat transfer point of view.
They give better lubrication as the refrigerant acts as a carrier of
oil to the moving parts. The miscible refrigerants also eliminate
oil-separation problems and aid in the return of oil from the
evaporator.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 34
5. Effect on perishable materials
The refrigerants used in cold storage plant and in domestic
refrigerators should be such that in case of leakage, it should have
no effect on the perishable materials. The freon group of
refrigerants have no effect upon dairy products, meats,
vegetables, flowers and furs. There will be no change in colour,
taste or texture of the material when exposed to freon.
Methyl chloride vapours have no effect upon furs, flowers,
eating foods or drinking beverages. Sulphur dioxide destroys
flowers, plants and furs, but it does not effect foods *. Ammonia
dissolves easily in water and becomes alkaline in nature. Since
most fruits and vegetables are acidic in nature, therefore ammonia
reacts with these products and spoils the taste.
Physical Properties of Refrigerants
1. Stability and inertness
An ideal refrigerant should not decompose at any temperature
normally encountered in the refrigerating system. It should not
form higher boiling point liquids or solid substances through
polymerization. Some refrigerants disintegrate forming non-
condensable gases which causes high condensing pressure and
vapour lock. The disintegration of refrigerant may be due to
reaction with metals. In order to avoid this, a refrigerant should
be inert with respect to all materials used in refrigerating system.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 35
The freon group of refrigerants are stable upto a
temperature of 535°C. Above this temperature, it decomposes and
forms corrosive and poisonous products. The freon refrigerants
are not used with rubber gaskets as it acts as a solvent with rubber.
Since sulphur dioxide do not decompose below I 645°C, therefore
it is one of the most stable refrigerants.
2. Corrosive property
The corrosive property of a refrigerant must be taken into
consideration while selecting the refrigerant. The freon group of
refrigerants are non-corrosive with practically all metals.
Ammonia is used only with iron or steel. Sulphur dioxide is non-
corrosive to all metals in the absence of water because sulphur
dioxide reacts with water and forms sulphuric acid.
3. Viscosity
The refrigerant in the liquid and vapour states should have low
viscosity. The low viscosity of the refrigerant is desirable because
the pressure drops in passing through liquid and suction lines are
small. The heat transfer through condenser and evaporator is
improved at low viscosities. The following table shows the
viscosities (in centipoises) at atmospheric pressure for the
common refrigerants.
The sulphur dioxide dissolves easily in water and becomes
acidic in nature and most of the foods have acidic nature. So
sulphur dioxide does not effect foods.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 36
Refrigerant Viscosity at liquid temperature Viscosity at vapour
temperature
-15oC 37.5oC -15oC 60oC
R-11 0.650 0.380 0.0096 0.0121
R-12 0.328 0.242 0.0114 0.0136
R-22 0.286 0.223 0.0114 0.0143
R-40 0.293 0.226 0.0095 0.0120
R-113 1.200 0.564 0.0093 0.0112
R-717 0.250 0.200 0.0085 0.0116
R-744 0.115 _ 0.0132 0.0165
R-764 0.503 0.260 0.0111 0.0144
4. Thermal conductivity
The refrigerant in the liquid and vapour states should have high
thermal conductivity. This property is required in finding the heat
transfer coefficients in evaporators and condensers. The
following table shows the thermal conductivities of common
refrigerants.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 37
Refrigerant Temperature (oC) Thermal conductivity
(W/mK)
Liquid
R-11 40 0.1022
R-12 40 0.0814
R-22 40 0.0970
R-30 30 0.1664
R-40 20 0.1612
R-113 40 0.0971
R-717 -10 to +20 0.5026
R-744 20 0.2080
R-764 20 0.3466
Vapour
R-11 30 8.318 × 10-3
R-12 30 9.705 × 10-3
R-22 30 11.784 × 10-3
R-30 0 6.759 × 10-3
R-40 0 8.492 × 10-3
R-113 30 7.798 × 10-3
R-717 0 22.182 × 10-3
R-744 0 14.037 × 10-3
R-764 0 8.665 × 10-3
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 38
5. Dielectric strength
The dielectric strength of a refrigerant is important in
hermetically sealed units in which the electric motor is exposed
to the refrigerant. The relative dielectric strength of the refrigerant
is the ratio of the dielectric strength of nitrogen and the refrigerant
vapour mixture to the dielectric strength of nitrogen at
atmospheric pressure and room temperature. The following table
shows the relative dielectric strengths of common refrigerants.
Refrigerant R-11 R-12 R-22 R-30 R-40 R- R- R- R-
113 717 744 764
Relative
dielectric 3 2.4 1.31 1.11 1.06 2.6 0.82 0.88 1.9
strength
6. Leakage tendency
The leakage tendency of a refrigerant should be low. If there is a
leakage of refrigerant, it should be easily) detectable. The leakage
occurs due to opening in the joints or flaws in material used for
construction. Since the fluorocarbon refrigerants are colourless,
therefore, their leakage will increase the operating cost. The
ammonia leakage is easily detected due to its pungent odour.
The leakage of fluorocabon refrigerants may be detected
by soap solution. a halide torch or an electronic leak detector. The
latter is generally used in big refrigerating plants. The ammonia
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 39
leakage is detected by using burning sulphur candle which in the
presence of ammonia forms white fumes of ammonium sulphite.
Economic Properties
1. Cost
The cost of refrigerant is not so important in small refrigerating
units but it is very important in high capacity refrigerating
systems like industrial and commercial. The ammonia, being the
cheapest, is widely used in large industrial plants such as cold
storages and ice plants. The refrigerant R-n is costlier than
refrigerant R-12. The cost of losses due to leakage is also
important.
2. Availability
Refrigerants should be readily available near the usage point
Secondary Refrigerants - Brines
Brines are secondary refrigerants and are generally used
where temperatures are required to be maintained below the
freezing point of water i.e. 0°C. In case the temperature involved
is above the freezing point of water (0°C), then water is
commonly used as a secondary refrigerant.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 40
Brine is a solution of a salt in water. It may be noted that
when a salt is mixed in water, then the freezing temperature of the
solution becomes lower than that of the water. This is due to the
fact that the salt while dissolving in water takes off its latent heat
from the solution and cools It below the freezing point of water.
The mass of the salt in the solution expressed as the percentage
of the mass of the solution is known as concentration of the
solution. As the concentration of the solution increases, its
freezing point decreases. But if the concentration of the salt is
increased beyond a certain point, the freezing point increases
instead of decreasing. The point at which the freezing temperature
is minimum, is known as eutectic temperature and the
concentration at this point is known as eutectic concentration. The
brine used in a particular application should have a concentration
for which the freezing point of the brine is at least 5 oC to 8°C
lower than the brine temperature required.
The brines commonly used are calcium chloride (CaCl2), Sodium
chloride i.e. common salt (NaCl) and glycols such as ethylene
glycol, propylene glycol etc.
Application Brine used
1. Breweries Propylene glycol
2. Chemical plants Sodium chloride, Calcium chloride, Ethylene glycol
3. Diaries Sodium chloride, Calcium chloride, Propylene glycol
4. Food process Sodium chloride, Calcium chloride, Propylene glycol
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 41
5. Ice-creams Calcium chloride, Propylene glycol
6. Ice-plant Sodium chloride
7. Meat packing Sodium chloride, Calcium chloride
8. Skating ring Calcium chloride, Ethylene glycol
9. Special low temperature Calcium chloride, Ethylene glycol
Substitutes for chloro-fluoro-carbon (CFC)
refrigerants
The fully halogenated refrigerants with chlorine atom in their
molecules are referred to as CFC refrigerants. The refrigerants
such as R-11, R-12, R-13, R-113, R-114 and R-115 are CFC
refrigerants
The refrigerants which contain hydrogen atoms in their molecule
along with chlorine and fluorine atoms are referred to as hydro-
chloro-fluoro-carbon (HCFC) refrigerants. Eg: R-22, R-123
The refrigerants which contain no chlorine atom in their molecule
are referred to as hydro-fluoro-carbon (HFC) refrigerants. Eg: R-
134a, R-152a
The refrigerants which contain no chlorine and fluorine atoms in
their molecule are referred to as hydrocarbon (HC) refrigerants.
Eg: R-290, R-600a
CFC refrigerants have been linked to the depletion of the ozone
layer. Chlorine atom is responsible for the depletion of ozone
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 42
layer. Halo-carbon refrigerants have a global warming effect,
which may cause serious changes in the environment. The CFC
refrigerants that are considered to have high ODP have been
phased out
Substitutes
The HCFC refrigerant R-123 in place of R-11
The HFC refrigerant R-134a and R-152a in place of R-12
The HFC refrigerant R-143a and R-125 in place of R-502(R-
22+R-115)
The HC refrigerants R-290 and R-600a may also be used in place
of R-12
Ozone Layer Depletion
It may be noted that one chlorine atom can destroy 105 ozone
molecules. The relative ability of a substance to deplete the ozone
layer is called ozone depletion potential(ODP). Ozone depletion
is a major environmental problem because it increases the amount
of UV radiation from the sun that reaches earths surface, which
increases the rate of skin cancer, eye cataracts, and genetic and
immune system damage
The CFC refrigerants such as R-11 and R-12 have the highest
ODP =1. The HCFC refrigerants have a relatively low ODP, R-
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 43
22 has ODP=0.05, R-123 has ODP=0.02. The HFC refrigerants
do not cause any ozone depletion, R-134a has zero ODP
Global Warming
Global warming means the increase in average temperature of the
earth. The cause of global warming are increase in CO 2
concentration, NO2 emission and the use of CFC refrigerants. The
ability of a substance to contribute to global warming is measured
by the global warming potential (GWP). GWP for R-22=100 and
GWP for CO2 =1. Due to this reason, there is a concern about
these refrigerants
Eco-friendly refrigerants
Hydrocarbons
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 44
Ammonia
Carbon dioxide
Water
Air
Refrigerant Important features Applications
Domestic refrigerator
Commercial
0 GWP refrigeration
0 ODP Transport refrigeration
Hydrocarbons
Highly flammable Cold storage and food
Compatible with mineral oils processing
Industrial refrigeration
Air conditioning
In small and large
0 GWP
plants
0 ODP
Commercial and cold
High efficiency
storages
Ammonia Low cost
Super markets
Flammable
Water chillers
Excellent thermodynamic and
Centralized air
thermophysical properties
conditioning
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 45
Low volumetric refrigeration
capacity
High COP Water cooled chillers
Water
Can be used both primary and Eco-chiller
secondary refrigerant
Less corrosive
0 ODP
Low critical temperature
Commercial air
High operating pressure
Carbon conditioning system
Non-flammable, non-toxic
dioxide Mobile air
and cheap
conditioning system
Excellent performance
Low COP
Simple and compact
Non-toxic and non-flammable
Used in air crafts
Easy repair and maintenance
Air Used in railways and
Low COP
bus air conditioning
Requires less space and
lighter in weight
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 46
Steam Jet Refrigeration System
The basic principle of boiling of liquid at lower temperature by
reducing the pressure on its surface is used in steam jet
refrigeration system. If water is sprayed into a chamber where
a low pressure is maintained, a part of the water will evaporate.
The enthalpy of evaporation will cool the remaining water to
its saturation temperature at the pressure in the chamber
Main components are
o Flash chamber or evaporator
o Steam nozzle
o Ejector
o Condenser
Working
The warm water coming out of the refrigerated space is sprayed
into the flash chamber or evaporator where some of which is
converted into vapours after absorbing the latent heat, thereby
cooling the rest of water. The high pressure steam from the boiler
is passed through the steam nozzles thereby increasing its
velocity. This high velocity steam in the ejector would entrain the
water vapours from the flash chamber which would result in
further formation of vapours. The mixture of steam and water
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 47
vapour passes through the venturi tube of the ejector and gets
compressed. The temperature and pressure of the mixture rises
considerably and fed to the water cooled condenser where it gets
condensed. The condensate is again fed to the boiler as feed
water. A constant water level is maintained in the flash chamber
and any loss of water due to evaporation is made up from the
make-up water line. In order to maintain the required reduced
pressure in the flash chamber, the water vapours produced should
be removed as early as possible
Compound Vapour Compression
Refrigeration Systems
In simple vapour compression refrigeration system, the low-
pressure vapour refrigerant from the evaporator is compressed in
a single stage (or a single compressor) and then delivered to a
condenser at a high pressure. But sometimes, the vapour
refrigerant is required to be delivered at a very high pressure as
in the case of low temperature refrigerating systems. In such cases
either we should compress the vapour refrigerant by employing a
single stage compressor with a very high pressure ratio between
the condenser and evaporator or compress it in two or more
compressors placed is series. The compression carried out in two
or more compressors is called compound or multistage
compression.
In vapour compression refrigeration systems, the major operating
cost is the energy input to the system in the form of mechanical
work. Thus any method of increasing coefficient of performance
is advantageous so long as it does not involve too heavy an
increase in other operating expenses, as well as initial plant cost
and consequent maintenance.
Since the coefficient of performance of a refrigeration system is
the ratio of refrigerating effect to the compression work, therefore
the coefficient of performance can be increased either by
increasing the refrigerating effect or by decreasing the
compression work. A little consideration will show that in a
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 48
vapour compression system, the compression work is greatly
reduced if the refrigerant is compressed very close to the saturated
vapour line. This can be achieved by compressing the refrigerant
in more stages with intermediate intercooling. But it is
economical only where the pressure ratio is considerable as
would be the case when very low evaporator temperatures are
desired or when high condenser temperature may be required.
The compound compression is generally economical in large
plants.
The refrigerating effect can be increased by maintaining the
condition of the refrigerant in more liquid state at the entrance to
the evaporator. This can be achieved by expanding the refrigerant
very close to the saturated liquid line. It may be noted that by
subcooling the refrigerant and by removing the flashed vapour, as
they are during multistage expansion, the expansion can be
brought close to the liquid line.
Advantages of Compound (or Multi-stage) Vapour
Compression with Intercooler
Following are the main advantages of compound or multistage
compression over single stage compression:
The work done per kg of refrigerant is reduced in compound
compression with intercooler as compared to single stage
compression for the same delivery pressure.
It improves the volumetric efficiency for the given pressure
ratio.
The sizes of the two cylinders (i.e., high pressure and low
pressure) may be adjusted to suit the volume and pressure of
the refrigerant.
It reduces the leakage loss considerably.
It gives more uniform torque, and hence a smaller size
flywheel is needed.
It provides effective lubrication because of lower temperature
range.
It reduces the cost of compressor.
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 49
Types of Compound Vapour Compression with
Intercooler
In compound compression vapour refrigeration systems, the
superheated vapour refrigerant leaving the first stage of
compression is cooled by suitable method before being fed to the
second stage of compression and so on. Such type of cooling the
refrigerant is called intercooling. Though there are many types of
compound compression with intercoolers, yet the following are
important from the subject point of view:
Two stage compression with liquid intercooler.
Two stage compression with water intercooler.
Two stage compression with water intercooler, liquid
subcooler and liquid flash chamber.
Two stage compression with water intercooler, liquid
subcooler and flash intercooler.
Three stage compression with flash chambers.
Three stage compression with water intercoolers.
Three stage compression with liquid intercoolers.
Two Stage Compression with Liquid Intercooler
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 50
Process 1-2: Compression
Isentropic compression in the low pressure compressor
Point 1- Saturated vapour (evaporator outlet or LP compressor
inlet)
Point 2 – Superheated vapour (LP compressor outlet)
m1 = mass of refrigerant passing through the evaporator or LP
compressor
Process 2-3: Desuperheating
Superheated vapour from LP compressor is cooled or
desuperheated at constant pressure in a liquid intercooler using
the liquid refrigerant from the condenser
The refrigerant leaving the liquid intercooler is in saturated
vapour state at point 3
Liquid refrigerant from the condenser absorbs the superheat
from the refrigerant vapour from the LP compressor
In intercooler some of the liquid refrigerant evaporates for the
desuperheating process
m3 = mass of the liquid evaporated in the intercooler during
cooling or desuperheating
m2 = mass of the refrigerant passing through the condenser or
HP compressor
m2 = m1 + m3
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 51
Point 3 – vapour refrigerant from the LP compressor(m1) +
liquid refrigerant evaporated in the intercooler(m3) is supplied
to the HP compressor
Process 3-4: Compression
Isentropic compression process in the HP compressor
Point 3- Saturated vapour refrigerant from the intercooler(HP
compressor inlet)
Point 4- Superheated vapour refrigerant from the HP
compressor (HP compressor outlet or condenser inlet)
Process 4-5: Condensation
The condensing process changes the state of refrigerant from
superheated vapour to saturated liquid
Here superheat and latent heat is removed
Process 5-6: Expansion
Liquid refrigerant from the condenser is passed to the
intercooler using a float valve or expansion valve(E1)
Float valve maintains a constant liquid level in the intercooler
Wet Refrigerant from the intercooler is expanded in the second
expander(E2) and then evaporated in the evaporator to
saturated vapour condition
Process 6-1: Evaporation
Point 6 – Wet vapour (expansion valve, E2 outlet or evaporator
inlet)
Point 1- Saturated vapour (evaporator outlet or LP compressor
inlet)
Equations Used
Considering the thermal equilibrium for the intercooler
Heat taken by the intercooler = heat given by the intercooler
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 52
m2hf5 + m1h2 = m1hf5 + m2h3
m1(h2−hf5)
m2 =
(h3−hf5)
m1(h2−h3)
m3 =
(h3−hf5)
Heat absorbed or Refrigerating Effect = m1(h1 − h6)
= m1(h1 − hf5)
WLP = m1(h2 − h1)
WHP = m2(h4 − h3)
Total Work done = m1(h2 − h1) + m2(h4 − h3)
COP = Refrigerating Effect / Work Done
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 53
Two Stage Compression with water
intercooler and liquid sub-cooler
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 54
Process 1-2: Compression
Isentropic compression in the low pressure compressor
Point 1- Saturated vapour (evaporator outlet or LP compressor
inlet)
Point 2 – Superheated vapour (LP compressor outlet or water
intercooler inlet)
m = mass of refrigerant passing through the system
Process 2-3: Water Intercooling or Desuperheating Process
Superheated vapour refrigerant is passed through the water
intercooler at constant pressure to reduce the degree of
superheat
The refrigerant leaving the water intercooler is still in the
superheated state at point 3
Point 2 – Superheated vapour (LP compressor outlet or water
intercooler inlet)
Point 3 – Superheated vapour (water intercooler outlet or HP
compressor inlet)
Process 3-4: Isentropic Compression
Isentropic compression in the high pressure compressor
Point 3 – Superheated vapour (water intercooler outlet or HP
compressor inlet)
Point 4 – Superheated vapour (HP compressor outlet or
condenser inlet)
Process 4-5: Condensation
The condensing process changes the state of refrigerant from
superheated vapour to saturated liquid
Here superheat and latent heat is removed
Point 4 – Superheated vapour (HP compressor outlet or
condenser inlet)
Point 5 – Saturated Liquid(condenser outlet or liquid sub-
cooler inlet)
Process 5-6: Subcooling Process
The temperature of the saturated liquid refrigerant is further
reduced by passing it through a liquid sub-cooler
Point 5 – Saturated Liquid(condenser outlet or liquid sub-
cooler inlet)
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 55
Point 6 – Subcooled Liquid(liquid sub-cooler outlet or
expansion valve inlet)
Process 6-7: Isenthalpic Expansion
Liquid refrigerant from the sub-cooler is expanded in an
expansion valve before being sent to the evaporator for
evaporation process
Point 6 – Subcooled Liquid(liquid sub-cooler outlet or
expansion valve inlet)
Point 7 – Wet vapour (expansion valve outlet or evaporator
inlet)
Process 7-1: Evaporation
Point 7 – Wet vapour (expansion valve outlet or evaporator
inlet)
Point 1- Saturated vapour (evaporator outlet or LP compressor
inlet)
Equations Used
Heat absorbed or Refrigerating Effect = m(h1 − h7)
= m(h1 − h6)
WLP = m(h2 − h1)
WHP = m(h4 − h3)
Total Work done = m(h2 − h1) + m(h4 − h3)
COP = Heat Absorbed / Refrigerating Effect
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 56
Two stage compression with water intercooler,
liquid sub-cooler and liquid flash chamber
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 57
Process 1-2: Compression
Isentropic compression in the low pressure compressor
Point 1- Saturated vapour (evaporator outlet or LP compressor
inlet)
Point 2 – Superheated vapour (LP compressor outlet or water
intercooler inlet)
m1 = mass of refrigerant passing through the evaporator or LP
compressor
Process 2-3: Water Intercooling or Desuperheating Process
Superheated vapour refrigerant is passed through the water
intercooler at constant pressure to reduce the degree of
superheat
The refrigerant leaving the water intercooler is still in the
superheated state at point 3
Point 2 – Superheated vapour (LP compressor outlet or water
intercooler inlet)
Point 3 – Superheated vapour (water intercooler outlet)
The superheated vapour refrigerant leaving the water
intercooler at point 3 is mixed with the vapour refrigerant
supplied by the flash chamber at point 9
The condition of refrigerant after mixing is shown by point 4,
which is in superheated state
Point 3
Superheated vapour (water intercooler outlet)
m1 = mass of refrigerant passing through the evaporator or LP
compressor
Point 9
Saturated vapour (flash chamber outlet)
m3 = mass of vapour refrigerant formed in the flash chamber
or mass of the vapour formed(flash) during expansion in the
expansion valve E1
Point 4
Superheated vapour (HP compressor inlet)
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 58
m2 = mass of refrigerant passing through the condenser or
HP compressor
m2 = m1 + m3
Process 4-5: Isentropic Compression
Isentropic compression in the high pressure compressor
Point 4 – Superheated vapour (HP compressor inlet)
Point 5 – Superheated vapour (HP compressor outlet or
condenser inlet)
Process 5-6: Condensation
The condensing process changes the state of refrigerant from
superheated vapour to saturated liquid
Here superheat and latent heat is removed
Point 5 – Superheated vapour (HP compressor outlet or
condenser inlet)
Point 6 – Saturated Liquid(condenser outlet or liquid sub-
cooler inlet)
Process 6-7: Subcooling Process
The temperature of the saturated liquid refrigerant is further
reduced by passing it through a liquid sub-cooler
Point 6 – Saturated Liquid(condenser outlet or liquid sub-
cooler inlet)
Point 7 – Subcooled Liquid(liquid sub-cooler outlet or
expansion valve E1 inlet)
Process 7-8: Isenthalpic Expansion in E1
Liquid refrigerant from the sub-cooler is expanded in an
expansion valve(E1) to a pressure equal to flash chamber
pressure
Point 7 – Subcooled Liquid(liquid sub-cooler outlet or
expansion valve inlet)
Point 8 – Wet vapour (expansion valve E1 outlet)
The expanded refrigerant is a mixture of vapour and liquid
refrigerant is admitted to a flash chamber
The flash chamber separates the vapour and liquid refrigerant
The vapour refrigerant from the flash chamber at point 9 is
mixed with the refrigerant from the water intercooler
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 59
The liquid refrigerant from the flash chamber at point 10 is
further expanded in an expansion valve E2
Process 10-11: Isenthalpic Expansion In E2
Liquid refrigerant from the flash chamber is expanded in an
expansion valve(E2) to a pressure equal to evaporator pressure
Point 10 – Saturated Liquid(flash chamber outlet)
Point 11 – Wet vapour (expansion valve, E2 outlet)
Process 11-1: Evaporation
Point 11 – Wet vapour (expansion valve, E2 outlet or
evaporator inlet)
Point 1- Saturated vapour (evaporator outlet or LP compressor
inlet)
Equations Used
Considering the thermal equilibrium for the flash chamber
Heat taken by the flash chamber = heat given by the flash
chamber
m2h8 = m3h9 + m1hf10
m1(h9−hf10)
m2 = (h9−h8)
m1(h8−hf10)
m3 = (h9−h8)
Heat absorbed or Refrigerating Effect = m1(h1 − h11)
= m1(h1 − hf10)
WLP = m1(h2 − h1)
WHP = m2(h5 − h4)
Total Work done = m1(h2 − h1) + m2(h5 − h4)
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 60
Two stage compression with water
intercooler, liquid sub-cooler and flash
intercooler
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 61
Process 1-2: Compression
Isentropic compression in the low pressure compressor
Point 1- Saturated vapour (evaporator outlet or LP compressor
inlet)
Point 2 – Superheated vapour (LP compressor outlet or water
intercooler inlet)
m1 = mass of refrigerant passing through the evaporator or LP
compressor
Process 2-3: Water Intercooling or Desuperheating Process
Superheated vapour refrigerant is passed through the water
intercooler at constant pressure to reduce the degree of
superheat
The refrigerant leaving the water intercooler is still in the
superheated state at point 3
Point 2 – Superheated vapour (LP compressor outlet or water
intercooler inlet)
Point 3 – Superheated vapour (water intercooler outlet)
Process 3-4
Superheated vapour from water intercooler is cooled or
desuperheated at constant pressure in a flash intercooler using
the liquid refrigerant from the condenser
The refrigerant leaving the flash intercooler is in saturated
vapour state at point 4
Flash intercooler serves as the combined functions of a flash
chamber and Liquid intercooler
Liquid refrigerant from the condenser absorbs the superheat
from the refrigerant vapour from the water intercooler
In intercooler some of the liquid refrigerant evaporates for the
desuperheating process
m3 = Mass of the liquid evaporated in the intercooler during
cooling or desuperheating + vapour refrigerant (flash) formed
in the first expansion valve E1
m2 = Mass of the refrigerant passing through the condenser or
HP compressor
m2 = m1 + m3
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 62
Point 4 – Vapour refrigerant from the water intercooler(m1) +
Mass of the liquid evaporated in the intercooler during cooling
or desuperheating + vapour refrigerant (flash) formed in the
first expansion valve E1
Process 4-5: Isentropic Compression
Isentropic compression in the high pressure compressor
Point 4 – Saturated vapour (HP compressor inlet or intercooler
outlet)
Point 5 – Superheated vapour (HP compressor outlet or
condenser inlet)
Process 5-6: Condensation
The condensing process changes the state of refrigerant from
superheated vapour to saturated liquid
Here superheat and latent heat is removed
Point 5 – Superheated vapour (HP compressor outlet or
condenser inlet)
Point 6 – Saturated Liquid(condenser outlet or liquid sub-
cooler inlet)
Process 6-7: Subcooling Process
The temperature of the saturated liquid refrigerant is further
reduced by passing it through a liquid sub-cooler
Point 6 – Saturated Liquid(condenser outlet or liquid sub-
cooler inlet)
Point 7 – Subcooled Liquid(liquid sub-cooler outlet or
expansion valve,E1 inlet)
Process 7-8: Isenthalpic Expansion in E1
Liquid refrigerant from the sub-cooler is expanded in an
expansion valve(E1) to a pressure equal to intercooler pressure
Point 7 – Subcooled Liquid(liquid sub-cooler outlet or
expansion valve E1 inlet)
Point 8 – Wet vapour (expansion valve E1 outlet)
Liquid refrigerant from the condenser is passed to the
intercooler using a float valve or expansion valve(E1)
Float valve maintains a constant liquid level in the intercooler
The expanded refrigerant is a mixture of vapour and liquid
refrigerant is admitted to the intercooler at point 8
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 63
Process 9-10: Isenthalpic Expansion in E2
Liquid refrigerant from the intercooler at point 9 is further
expanded in the second expander(E2) and then evaporated in
the evaporator to saturated vapour condition
Point 9- Saturated liquid(intercooler outlet)
Point 10- Wet vapour (expansion valve E2 outlet or evaporator
inlet)
Process 10-1: Evaporation
Point 10 – Wet vapour (expansion valve E2 outlet or
evaporator inlet)
Point 1- Saturated vapour (evaporator outlet or LP compressor
inlet)
Equations Used
Considering the thermal equilibrium for the intercooler
Heat taken by the intercooler = heat given by the intercooler
m2h8 + m1h3 = m2h4 + m1hf9
m1(h3−hf9)
m2 = (h4−h8)
m1(h3−hf9-h4+h8)
m3 = (h4−h8)
Heat absorbed or Refrigerating Effect = m1(h1 − h10)
= m1(h1 − hf9)
WLP = m1(h2 − h1)
WHP = m2(h5 − h4)
Total Work done = m1(h2 − h1) + m2(h5 − h4)
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 64
Three stage compression with water
intercoolers
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 65
Process 1-2: Compression
Isentropic compression in the low pressure compressor
Point 1- Saturated vapour (evaporator outlet or LP compressor
inlet)
Point 2 – Superheated vapour (LP compressor outlet or water
intercooler inlet)
m = mass of refrigerant passing through the system
Process 2-3: Water Intercooling or Desuperheating Process
Superheated vapour refrigerant is passed through the water
intercooler at constant pressure to reduce the degree of
superheat
The refrigerant leaving the water intercooler is in the saturated
vapour state at point 3
Point 2 – Superheated vapour (LP compressor outlet or water
intercooler inlet)
Point 3 – Saturated vapour (water intercooler outlet or IP
compressor inlet)
Process 3-4: Compression
Isentropic compression in the intermediate pressure
compressor
Point 3 – Saturated vapour (water intercooler outlet or IP
compressor inlet)
Point 4 – Superheated vapour (IP compressor outlet or water
intercooler inlet)
Process 4-5: Water Intercooling or Desuperheating Process
Superheated vapour refrigerant is passed through the water
intercooler at constant pressure to reduce the degree of
superheat
The refrigerant leaving the water intercooler is in the saturated
vapour state at point 5
Point 4 – Superheated vapour (IP compressor outlet or water
intercooler inlet)
Point 5 – Saturated vapour (water intercooler outlet or HP
compressor inlet)
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 66
Process 5-6: Compression
Isentropic compression in the high pressure compressor
Point 5 – Saturated vapour (water intercooler outlet or HP
compressor inlet)
Point 6 – Superheated vapour (HP compressor outlet or
condenser inlet)
Process 6-7: Condensation
The condensing process changes the state of refrigerant from
superheated vapour to saturated liquid
Here superheat and latent heat is removed
Point 6 – Superheated vapour (HP compressor outlet or
condenser inlet)
Point 7 – Saturated Liquid(condenser outlet or expansion valve
inlet)
Process 7-8: Isenthalpic Expansion
Liquid refrigerant from the condenser is expanded in an
expansion valve
Point 7 – Saturated Liquid(condenser outlet or expansion valve
inlet)
Point 8 – Wet vapour (expansion valve outlet or evaporator
inlet)
Process 8-1: Evaporation
Point 8 – Wet vapour (expansion valve outlet or evaporator
inlet)
Point 1- Saturated vapour (evaporator outlet or LP compressor
inlet)
Equations Used
WLP = m (h2 − h1)
WIP = m(h4 − h3)
WHP = m(h6 − h5)
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 67
Heat absorbed or Refrigerating Effect = m (h1 − h8)
= m (h1 − hf7)
Total work done, W = WLP + WIP + WHP
Work done = m (h2 − h1) + m(h4 − h3) + m(h6 − h5)
Cascade Refrigeration System
Vapour compression system which is used with modification for
production of low temperature is cascade system. Cascade system
consists of two or more vapour compression systems in series
which use refrigerants with progressively lower boiling
temperatures. Primary advantage of using cascade system is that
it allows usage of different refrigerants
In a cascade system a series of refrigerants with progressively
lower boiling points are used in a series of single stage units. The
condenser of lower stage system is coupled to the evaporator of
the next higher stage system and so on. The component where
heat of condensation of lower stage refrigerant is supplied for
vaporization of next level refrigerant is called as cascade
condenser.
Two Stage Cascade System
System employs two different refrigerants operating in two
individual cycles. They are thermally coupled in the cascade
condenser. The refrigerants selected should have suitable
pressure-temperature characteristics
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 68
A cascade condenser serves as an evaporator for the high
temperature cascade system and a condense for the low
temperature cascade system. The only useful refrigerating effect
produced in the evaporator of the low temperature cascade
system. The high temperature cascade system uses a refrigerant
with high boiling temperature. The low temperature cascade
system uses a refrigerant with low boiling temperature
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 69
Three Stage Cascade System
System employs three different refrigerants operating in three
individual cycles. They are thermally coupled in the cascade
condenser. The refrigerants selected should have suitable
pressure-temperature characteristics
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 70
Applications of cascade systems
Liquefaction of petroleum vapours
Liquefaction of industrial gases
Manufacturing of dry ice
Deep freezing etc
Advantages of cascade systems
Since each cascade uses a different refrigerant, it is possible
to select a refrigerant that is best suited for that particular
temperature range.
Migration of lubricating oil from one compressor to the
other is prevented
Multiple Evaporator System
1. Multiple evaporators at the same temperature with single
compressor & expansion valve
2. Multiple evaporators at different temperatures with single
compressor , individual expansion valves & back pressure
valves
3. Multiple evaporators at different temperatures with single
compressor , multiple expansion valves & back pressure
valves
4. Multiple evaporators at different temperatures with individual
compressors and individual expansion valves
5. Multiple evaporators at different temperatures with individual
compressors and multiple expansion valves
6. Multiple evaporators at different temperatures with compound
compression and individual expansion valves
7. Multiple evaporators at different temperatures with compound
compression, individual expansion valves and flash
intercoolers
8. Multiple evaporators at different temperatures with compound
compression, multiple expansion valves and flash intercoolers
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 71
1. Multiple evaporators at the same temperature
with single compressor & expansion valve
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 72
This system is generally used when the number of loads
such as the food products or other materials kept in
different compartments are to be maintained at the same
temperature. All evaporators are in same temperature
• m1 = Mass of refrigerant required to be circulated
through the evaporator, EP1
• Q1 = load on the evaporator EP1
210Q1
m1 =
(h1−h4)
• m2 = Mass of refrigerant required to be circulated
through the evaporator, EP2
• Q2 = load on the evaporator EP2
210Q2
m2 =
(h1−h4)
• m3 = Mass of refrigerant required to be circulated
through the evaporator, EP3
• Q3 = load on the evaporator EP3
210Q3
m3 =
(h1−h4)
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 73
m = m 1 + m 2 + m3
Work done in the compressor,
W = (m1 + m2 + m3) (h2−h1)
Refrigerating effect, RE = (m1 + m2 + m3) (h1 − h4)
COP = refrigerating effect / work done
2. Multiple evaporators at different
temperatures with single compressor ,
individual expansion valves & back pressure
valves
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 74
• m1 = Mass of refrigerant required to be circulated
through the evaporator, EP1
• Q1 = load on the evaporator EP1
210Q1
m1 =
(h11−h10)
• m2 = Mass of refrigerant required to be circulated
through the evaporator, EP2
• Q2 = load on the evaporator EP2
210Q2
m2 =
(h8−h7)
• m3 = Mass of refrigerant required to be circulated
through the evaporator, EP3
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 75
• Q3 = load on the evaporator EP3
210Q3
m3 =
(h5−h4)
m1h11+m2h8+m3h5
Enthalpy at point 1, h1 = m1 + m2 + m3
m = m 1 + m2 + m 3
Work done in the compressor, W = (m1 + m2 + m3)(h2 − h1)
Refrigerating effect,
RE = m1(h11 − h10) + m2(h8 − h7) + m3(h5 − h4)
4. Multiple evaporators at different
temperatures with individual compressors
and individual expansion valves
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 76
• m1 = Mass of refrigerant required to be circulated
through the evaporator, EP1
• Q1 = load on the evaporator EP1
210Q1
m1 =
(h1−h10)
• m2 = Mass of refrigerant required to be circulated
through the evaporator, EP2
• Q2 = load on the evaporator EP2
210Q2
m2 =
(h3−h9)
• m3 = Mass of refrigerant required to be circulated
through the evaporator, EP3
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 77
• Q3 = load on the evaporator EP3
210Q3
m3 =
(h5−h8)
Work done in the compressor,
W = m1(h2 − h1) + m2(h4 − h3) + m3(h6 − h5)
Refrigerating effect, RE = 210(Q1+Q2+Q3)
6. Multiple evaporators at different
temperatures with compound compression and
individual expansion valves
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 78
• m1 = Mass of refrigerant required to be circulated
through the evaporator, EP1
• Q1 = load on the evaporator EP1
210Q1
m1 =
(h1−h12)
• m2 = Mass of refrigerant required to be circulated
through the evaporator, EP2
• Q2 = load on the evaporator EP2
210Q2
m2 =
(h3−h11)
• m3 = Mass of refrigerant required to be circulated
through the evaporator, EP3
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 79
• Q3 = load on the evaporator EP3
210Q3
m3 =
(h6−h10)
m1h2+m2h3
Enthalpy at point 4, h4 = m1 + m2
(m1+m2)h5+m3h6
Enthalpy at point 7, h7 = m1 + m2+ m3
Work done in the compressor,
W = m1(h2 − h1) + (m1+m2)(h5 − h4) + (m1+m2 +m3)(h8 − h7)
Refrigerating effect, RE = 210(Q1+Q2+Q3)
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 80
Prepared By
ARUN JOSE TOM
ASSISTANT PROFESSOR
DEPARTMENT OF MECHANICAL
ENGINEERING
CARMEL COLLEGE OF ENGINEERING &
TECHNOLOGY
RAC, MODULE 3, ARUN JOSE TOM, CCET, pg. 81
You might also like
- Chapter 3 RACDocument26 pagesChapter 3 RACSameer AhmadNo ratings yet
- Oral and Practical Review: Reflections on the Part 147 CourseFrom EverandOral and Practical Review: Reflections on the Part 147 CourseNo ratings yet
- 2 To Study VASDocument5 pages2 To Study VASAnand GujaratiNo ratings yet
- Vapour Absorption Refrigeration SystemDocument12 pagesVapour Absorption Refrigeration SystemHarshNo ratings yet
- Marvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SFrom EverandMarvel Carbureter and Heat Control: As Used on Series 691 Nash Sixes Booklet SNo ratings yet
- VarsDocument25 pagesVarsRuturaj UmaranikarNo ratings yet
- Non-Conventional Refrigeration SystemsDocument21 pagesNon-Conventional Refrigeration SystemsNishit ParmarNo ratings yet
- Unit 2 RacDocument40 pagesUnit 2 Racozair arshadNo ratings yet
- Vapour Absorption Refrigeration Systems ExplainedDocument15 pagesVapour Absorption Refrigeration Systems ExplainedSatheesh ChandranNo ratings yet
- Report On Vapor Absorption Refrigeration System: Ubmited by Sourav Mondal B. E. Power Engg. Jadavpur UniversityDocument14 pagesReport On Vapor Absorption Refrigeration System: Ubmited by Sourav Mondal B. E. Power Engg. Jadavpur UniversitysouravNo ratings yet
- Refrigeration and Air-Conditioning: Unit - 3Document30 pagesRefrigeration and Air-Conditioning: Unit - 3SAATVIK JAINNo ratings yet
- Unit6 N 7Document46 pagesUnit6 N 7Shanku Raajashree100% (1)
- Refrigeration & Air Conditioning: Arun Jose Tom, Rac, CcetDocument340 pagesRefrigeration & Air Conditioning: Arun Jose Tom, Rac, CcetRubin JosephNo ratings yet
- Automobile Air Conditioning Through Engine Exhaust GasesDocument18 pagesAutomobile Air Conditioning Through Engine Exhaust Gasesagarwalsarthak121No ratings yet
- Vapour Absorption SystemDocument5 pagesVapour Absorption Systemhwaj100% (1)
- What Is Vapour Absorption Refrigeration System Working of Vapour Absorption Refrigeration System Components in Vapour AbsorDocument1 pageWhat Is Vapour Absorption Refrigeration System Working of Vapour Absorption Refrigeration System Components in Vapour Absordhoom 760No ratings yet
- Basic Civil and Mechanical Engineering Unit V Refrigeration and Airconditioning Support NotesDocument9 pagesBasic Civil and Mechanical Engineering Unit V Refrigeration and Airconditioning Support NotesA.R. Pradeep Kumar100% (1)
- Vapour Absorption Refrigeration SystemDocument27 pagesVapour Absorption Refrigeration Systemvinayaka93No ratings yet
- Vapor Compression Refrigeration System Explained in 40 CharactersDocument5 pagesVapor Compression Refrigeration System Explained in 40 CharactersANKUR GOGOINo ratings yet
- Basic Civil and Mechanical Engineering Unit VDocument37 pagesBasic Civil and Mechanical Engineering Unit VA.R. Pradeep Kumar100% (1)
- Solar Vapour Absorption SystemDocument7 pagesSolar Vapour Absorption SystemMir Aqueel AliNo ratings yet
- Refrigeration and Air ConditioningDocument9 pagesRefrigeration and Air ConditioningLuis Enrique Cervantes DominguezNo ratings yet
- Simple Vapor-Absorption Refrigeration SystemDocument49 pagesSimple Vapor-Absorption Refrigeration SystemnaccfrancNo ratings yet
- Refrigeration and Air Conditioning Systems GuideDocument6 pagesRefrigeration and Air Conditioning Systems GuideIbrahim HossainNo ratings yet
- Design and Evaluation of a 3 TR Ammonia-Water VAR SystemDocument37 pagesDesign and Evaluation of a 3 TR Ammonia-Water VAR SystemEman El DsoukyNo ratings yet
- Automobile Ac by Utilising Waste Heat & GasesDocument18 pagesAutomobile Ac by Utilising Waste Heat & Gasesraveesh11150% (2)
- Vapor Absorption Refrigeration CycleDocument11 pagesVapor Absorption Refrigeration CycleUSHA PAWARNo ratings yet
- Expt No 4 Trial On Vapor Absorption SystemDocument6 pagesExpt No 4 Trial On Vapor Absorption Systemtimepass9580No ratings yet
- How Absorption Refrigeration Systems Work Using Heat Instead of CompressorsDocument4 pagesHow Absorption Refrigeration Systems Work Using Heat Instead of CompressorsFrancisco ValdezNo ratings yet
- Lab 9Document5 pagesLab 9axe furyNo ratings yet
- Study Vapour Absorption Refrigeration SystemDocument5 pagesStudy Vapour Absorption Refrigeration SystemMohdQasimNo ratings yet
- 3.4 Three Fluid RefDocument3 pages3.4 Three Fluid RefShaik mahammad ArifNo ratings yet
- Vapour Absorption Refrigeration SystemDocument26 pagesVapour Absorption Refrigeration SystemRushikesh Dandagwhal100% (8)
- Absorption Refrigeration SystemDocument8 pagesAbsorption Refrigeration SystemSajjadullah BaigNo ratings yet
- Vapour Absorption Refrigeration Test RigDocument7 pagesVapour Absorption Refrigeration Test RigSwapnil DeyNo ratings yet
- Steam Jet Refrigeration System SeminarDocument16 pagesSteam Jet Refrigeration System SeminarAmit Prakash100% (2)
- SolarDocument6 pagesSolarMuneeb YounisNo ratings yet
- Absorption RefrigerationDocument40 pagesAbsorption RefrigerationAniket MitraNo ratings yet
- Closed and Open Feed SystemDocument7 pagesClosed and Open Feed SystemRoneil BaculioNo ratings yet
- Vapor Absorption and Air Refrigeration CycleDocument55 pagesVapor Absorption and Air Refrigeration CycleSintayehu DerejeNo ratings yet
- Automobile Air Conditioning SystemDocument15 pagesAutomobile Air Conditioning SystemSanthosh Kumar100% (1)
- Solar Refrigeration GuideDocument31 pagesSolar Refrigeration GuideAMIT PRAJAPATI88% (8)
- Presentation Report-Converted 1Document11 pagesPresentation Report-Converted 1S.k. YadavNo ratings yet
- Removal of Water From Industrial Ammonia SystemsDocument10 pagesRemoval of Water From Industrial Ammonia SystemsMTOLNo ratings yet
- Carrier Split SystemDocument12 pagesCarrier Split SystemabuMalakNo ratings yet
- Literature Review of Vapour Absorption Refrigeration SystemDocument7 pagesLiterature Review of Vapour Absorption Refrigeration SystemnqdpuhxgfNo ratings yet
- Your Guide to Air Conditioning ComponentsDocument9 pagesYour Guide to Air Conditioning ComponentsRicaMyrivilleArellagaNo ratings yet
- Ijert: Design Analysis of 3 TR Aqua Ammoniavapour Absorption Refrigeration SystemDocument6 pagesIjert: Design Analysis of 3 TR Aqua Ammoniavapour Absorption Refrigeration SystemnandaNo ratings yet
- Hot and Cold Water DespensorDocument6 pagesHot and Cold Water DespensorMohamedFasilNo ratings yet
- Test On Vapor Compression Refrigeration FINALDocument8 pagesTest On Vapor Compression Refrigeration FINALUdara ManawaduNo ratings yet
- A Report On Boiler Feed WaterDocument11 pagesA Report On Boiler Feed WaterAustin UdofiaNo ratings yet
- Vapor Compression Refrigeration SystemDocument6 pagesVapor Compression Refrigeration SystemGerson Paul BangoyNo ratings yet
- Unit IvDocument39 pagesUnit IvKalyan KalapalaNo ratings yet
- RACDocument3 pagesRACneerajbhayal3456No ratings yet
- BUILDING UTILITIES 2 Building HVAC SystemsDocument142 pagesBUILDING UTILITIES 2 Building HVAC Systemsjona serranoNo ratings yet
- R&AC Lab ManualDocument29 pagesR&AC Lab ManualPARAMESHNo ratings yet
- Ac How It WorksDocument4 pagesAc How It Workshassanain_100No ratings yet
- Level 3 Booklet - Plant Equipment SystemsDocument19 pagesLevel 3 Booklet - Plant Equipment SystemsIbrahim IrfanNo ratings yet
- The Particulate Nature of MatterDocument15 pagesThe Particulate Nature of Matterabhilasha sharmaNo ratings yet
- Refractive Index of PrismDocument3 pagesRefractive Index of PrismPaul GeorgeNo ratings yet
- Histo Rapid Tissue ProcessingDocument4 pagesHisto Rapid Tissue ProcessingChef der Personal und Verwaltung ReichskanzleiNo ratings yet
- Science Lesson 2-Activity 1Document4 pagesScience Lesson 2-Activity 1Angelika GabayNo ratings yet
- Soal Latihan KristalDocument1 pageSoal Latihan KristalEko16No ratings yet
- D. Study About AnsysDocument6 pagesD. Study About AnsysLaxmi RaoNo ratings yet
- Fluid Flow Measurement Lab ReportDocument16 pagesFluid Flow Measurement Lab Reportقاسمي عندامNo ratings yet
- Lecture 6-Spectroscopic Methods of Analysis - Part 1Document31 pagesLecture 6-Spectroscopic Methods of Analysis - Part 1Leo PisNo ratings yet
- Inkjet Printing of TextilesDocument71 pagesInkjet Printing of Textilesnagpal_aakashNo ratings yet
- Harga Whatman 2021 ExtDocument34 pagesHarga Whatman 2021 Extprasetyo Ary wibowoNo ratings yet
- RC - Yoko ImDocument141 pagesRC - Yoko ImzaffarNo ratings yet
- Solomons Frsolomons-Fryhlesyhles Organic Chemistry For Iit JeeDocument2 pagesSolomons Frsolomons-Fryhlesyhles Organic Chemistry For Iit JeeFazle Rahman Ejazi50% (4)
- Final Report (Internship)Document69 pagesFinal Report (Internship)Mark Jet100% (1)
- Process Flow Section MillDocument26 pagesProcess Flow Section MillVikrant HanwatNo ratings yet
- Organic Chemistry - Resolution of IbuprofenDocument9 pagesOrganic Chemistry - Resolution of IbuprofenJames Ernest Baker-taylor100% (1)
- Soil Sample AnalysisDocument10 pagesSoil Sample AnalysisOm MauryaNo ratings yet
- Dongguan Tianqiu Enterprise Co Material Safety Data SheetDocument5 pagesDongguan Tianqiu Enterprise Co Material Safety Data SheetHumberto GarciaNo ratings yet
- Lecture 7 Portland CementDocument13 pagesLecture 7 Portland Cementsalil dubeyNo ratings yet
- ICSE Class 10 Chemistry Question Paper Solution 2019Document19 pagesICSE Class 10 Chemistry Question Paper Solution 2019rip321No ratings yet
- Erosion-Corrosion of Various Oil-Refining Materials in Naphthenic AcidDocument12 pagesErosion-Corrosion of Various Oil-Refining Materials in Naphthenic AcidrodrigofacearNo ratings yet
- Form 2 Chapter 11 Star and GalaxiesDocument26 pagesForm 2 Chapter 11 Star and GalaxiesNurul HusnaNo ratings yet
- Sto and GtoDocument14 pagesSto and GtoArya NairNo ratings yet
- Pitt Safety Manual Guidelines for Combustible MetalsDocument7 pagesPitt Safety Manual Guidelines for Combustible Metalsgh0stj0k3rNo ratings yet
- M1A1 Equipotential SurfacesDocument5 pagesM1A1 Equipotential SurfacesBrian LillyNo ratings yet
- Concept of Yield and Stoichiometry in Wastewater TreatmentDocument15 pagesConcept of Yield and Stoichiometry in Wastewater TreatmentRamil EnsarNo ratings yet
- Lab 3 Permeability DiscussionDocument3 pagesLab 3 Permeability DiscussionMuhdhadi SajariNo ratings yet
- Cement Kiln RefractoryDocument166 pagesCement Kiln RefractorySyed Kazam RazaNo ratings yet
- B.Sc Physics Textbooks & eBooksDocument18 pagesB.Sc Physics Textbooks & eBooksDebasis BehuriaNo ratings yet
- Identification of Alcohols and PhenolsDocument15 pagesIdentification of Alcohols and PhenolsSALIFU91% (23)
- METALUBE OCG5000 Statement of ConformityDocument3 pagesMETALUBE OCG5000 Statement of ConformityMohammedNo ratings yet