You might also like
- Astm F904-16Document3 pagesAstm F904-16alexanderhdez100% (1)
- Flatwise Compressive Properties of Sandwich Cores: Standard Test Method ForDocument8 pagesFlatwise Compressive Properties of Sandwich Cores: Standard Test Method ForBarang TeknikNo ratings yet
- Astm D1894-14Document7 pagesAstm D1894-14Huỳnh Phúc NguyễnNo ratings yet
- Astm D4886Document3 pagesAstm D4886turokhunter1100% (1)
- Astm D3163Document3 pagesAstm D3163allen.20.79308100% (1)
- Astm D4541 - 09Document16 pagesAstm D4541 - 09Rodrigo100% (2)
- U - Value Reference TableDocument4 pagesU - Value Reference Tableksa_hishamNo ratings yet
- Static and Kinetic Coefficients of Friction of Plastic Film and SheetingDocument6 pagesStatic and Kinetic Coefficients of Friction of Plastic Film and SheetingMartin AndradeNo ratings yet
- Static and Kinetic Coefficients of Friction of Plastic Film and SheetingDocument7 pagesStatic and Kinetic Coefficients of Friction of Plastic Film and Sheetingvinit kumarNo ratings yet
- 03-D1894.5761 CofDocument6 pages03-D1894.5761 CofBruna EliasNo ratings yet
- ASTM D-1894-09 (Friction Coefficient of Plastic Film) PDFDocument8 pagesASTM D-1894-09 (Friction Coefficient of Plastic Film) PDFT AaaNo ratings yet
- Determining The Bond Strength (Ply Adhesion) of GeocompositesDocument4 pagesDetermining The Bond Strength (Ply Adhesion) of GeocompositesDanZel DanNo ratings yet
- Determination of Ply Adhesion Strength of Reinforced GeomembranesDocument3 pagesDetermination of Ply Adhesion Strength of Reinforced Geomembranesmohammed karasnehNo ratings yet
- Astm D6636 2001Document3 pagesAstm D6636 2001Fabio SalasNo ratings yet
- Determining Performance Strength of Geomembranes by The Wide Strip Tensile MethodDocument10 pagesDetermining Performance Strength of Geomembranes by The Wide Strip Tensile MethodSebastián RodríguezNo ratings yet
- Ranking Resistance of Plastic Materials To Sliding Wear Using A Block-On-Ring ConfigurationDocument7 pagesRanking Resistance of Plastic Materials To Sliding Wear Using A Block-On-Ring Configurationmohammed karasnehNo ratings yet
- Determination of Surface Lubrication On Flexible Webs: Standard Test Method ForDocument3 pagesDetermination of Surface Lubrication On Flexible Webs: Standard Test Method ForFrengkiNo ratings yet
- D6364 PDFDocument5 pagesD6364 PDFIndira BanerjeeNo ratings yet
- Comparison of Bond Strength or Ply Adhesion of Similar Laminates Made From Flexible MaterialsDocument3 pagesComparison of Bond Strength or Ply Adhesion of Similar Laminates Made From Flexible MaterialslexandroNo ratings yet
- D 6214 - 98 - RdyymtqtotgDocument4 pagesD 6214 - 98 - RdyymtqtotgCasey RybackNo ratings yet
- D413-98 (Reapproved 2013)Document5 pagesD413-98 (Reapproved 2013)Hamidreza AraghianNo ratings yet
- Wood-Based Structural Panels in Compression: Standard Test Methods ForDocument7 pagesWood-Based Structural Panels in Compression: Standard Test Methods ForMarvin MoreiraNo ratings yet
- Wood-Based Structural Panels in Compression: Standard Test Methods ForDocument7 pagesWood-Based Structural Panels in Compression: Standard Test Methods ForEduardo SantosNo ratings yet
- Astm D7234-12Document9 pagesAstm D7234-12EdwinMauricioMacabeo100% (1)
- Astm D5199 11Document2 pagesAstm D5199 11Samer MohamedNo ratings yet
- C366C366M 16Document5 pagesC366C366M 16hemrajNo ratings yet
- Rubber Property-Adhesion To Flexible Substrate: Standard Test Methods ForDocument5 pagesRubber Property-Adhesion To Flexible Substrate: Standard Test Methods ForPrajyot NairNo ratings yet
- Astm D6637 01Document3 pagesAstm D6637 01Christian Alexis Chuquimia JimenezNo ratings yet
- F 1362 - 97 R03 RjeznjiDocument5 pagesF 1362 - 97 R03 RjeznjiJuanNo ratings yet
- ASTM D 1186 Pelicula SecaDocument3 pagesASTM D 1186 Pelicula SecaFelipe montana100% (1)
- Grab Breaking Load and Elongation of Geotextiles: Standard Test Method ForDocument5 pagesGrab Breaking Load and Elongation of Geotextiles: Standard Test Method ForAntonio Anatoly Viamont PintoNo ratings yet
- Rigidity of Polyolefin Film and Sheeting: Standard Test Method ForDocument4 pagesRigidity of Polyolefin Film and Sheeting: Standard Test Method ForsusanaNo ratings yet
- Astmd 6241 PDFDocument6 pagesAstmd 6241 PDFchandrima baruah mahantaNo ratings yet
- ENERGYRELEASERATEASTMDocument11 pagesENERGYRELEASERATEASTMehsan.sadeghi1545No ratings yet
- D2345Document4 pagesD2345mithileshNo ratings yet
- BOnd Strength ASTM-F904-98Document1 pageBOnd Strength ASTM-F904-98akash.biradarNo ratings yet
- Astm D2990 01 PDFDocument20 pagesAstm D2990 01 PDFRodrigo Garcia100% (1)
- D7234.dnsy3218 1Document8 pagesD7234.dnsy3218 1JvalenciaNo ratings yet
- ASTM D-3163 StrengthofAdhesivelyBondedRigidPlasticDocument4 pagesASTM D-3163 StrengthofAdhesivelyBondedRigidPlasticEdgar Joel Perez CarvajalNo ratings yet
- Astm D1004Document4 pagesAstm D1004Areaya mahetemNo ratings yet
- Wood-Based Structural Panels in Compression: Standard Test Methods ForDocument6 pagesWood-Based Structural Panels in Compression: Standard Test Methods ForAnvit GadkarNo ratings yet
- D 256 - 03 - Rdi1ni0wmw - PDFDocument20 pagesD 256 - 03 - Rdi1ni0wmw - PDFAndre CasteloNo ratings yet
- Astm D 6214 D6214M-98Document4 pagesAstm D 6214 D6214M-98darthluiss100% (1)
- Determining Tensile Properties of Geogrids by The Single or Multi-Rib Tensile MethodDocument6 pagesDetermining Tensile Properties of Geogrids by The Single or Multi-Rib Tensile Methodmohammed karasnehNo ratings yet
- Norme - Astm - D 3846 - 02Document3 pagesNorme - Astm - D 3846 - 02Ryan DrakeNo ratings yet
- Standard Test Method For Strength Properties of Adhesives in Cleavage Peel by Tension Loading (Engineering Plastics-to-Engineering Plastics) 1Document4 pagesStandard Test Method For Strength Properties of Adhesives in Cleavage Peel by Tension Loading (Engineering Plastics-to-Engineering Plastics) 1Javier Ramírez AldanaNo ratings yet
- (Eng) ASTM D3846-08 Standard Test Method For In-Plane Shear Strength of Reinforced PlasticsDocument3 pages(Eng) ASTM D3846-08 Standard Test Method For In-Plane Shear Strength of Reinforced Plasticsjaehoon.ahnNo ratings yet
- Astm D1004Document4 pagesAstm D1004Hernando Andrés Ramírez Gil100% (1)
- D3354-15 Standard Test Method For Blocking Load of Plastic Film by The Parallel Plate Method PDFDocument4 pagesD3354-15 Standard Test Method For Blocking Load of Plastic Film by The Parallel Plate Method PDFAlabbas FadhelNo ratings yet
- D 5262 Â " 97 RDUYNJITOTCDocument8 pagesD 5262 Â " 97 RDUYNJITOTCJordan ReyesNo ratings yet
- Astm D7234 19Document4 pagesAstm D7234 19Jaime Benitez AlvarezNo ratings yet
- Astm D4632-08 PDFDocument4 pagesAstm D4632-08 PDFDonyHerwandi100% (1)
- Measuring The Nominal Thickness of Geosynthetics: Standard Test Method ForDocument4 pagesMeasuring The Nominal Thickness of Geosynthetics: Standard Test Method ForROHITNo ratings yet
- Evaluating Stress Cracking of Plastics by Adhesives Using The Bent-Beam MethodDocument4 pagesEvaluating Stress Cracking of Plastics by Adhesives Using The Bent-Beam MethodGüner GüvençNo ratings yet
- (ASTM F88 - F88M-09) Standard Test Method For Seal Strength of Flexible Barrier MaterialsDocument3 pages(ASTM F88 - F88M-09) Standard Test Method For Seal Strength of Flexible Barrier MaterialsXavierNo ratings yet
- ASTM D4632D4632M-15aDocument5 pagesASTM D4632D4632M-15aSandra LopesNo ratings yet
- Norma Astm D-4541Document16 pagesNorma Astm D-4541Miguel RojasNo ratings yet
- Tensile-Impact Energy To Break Plastics and Electrical Insulating MaterialsDocument10 pagesTensile-Impact Energy To Break Plastics and Electrical Insulating MaterialsHanielNo ratings yet
- Astm D4541 09 PDFDocument16 pagesAstm D4541 09 PDFBayron CardenasNo ratings yet
- Pull-Off Strength of Coatings Using Portable Adhesion TestersDocument16 pagesPull-Off Strength of Coatings Using Portable Adhesion TestersKok Keong TanNo ratings yet
- (IF) Daftar Bahan Baku Update Nov 2017Document168 pages(IF) Daftar Bahan Baku Update Nov 2017Angga PrasetyoNo ratings yet
- A.cr-F-Hr 8.8-001 Fire Extinguisher Inspection RecordDocument2 pagesA.cr-F-Hr 8.8-001 Fire Extinguisher Inspection RecordAngga PrasetyoNo ratings yet
- A.cr-F-Hr 8.10-003 Kartu Perawatan AcDocument2 pagesA.cr-F-Hr 8.10-003 Kartu Perawatan AcAngga PrasetyoNo ratings yet
- Mekari Talenta - HR Planner & Calendar 2023Document47 pagesMekari Talenta - HR Planner & Calendar 2023Angga PrasetyoNo ratings yet
- Matrix Bahan Baku Vs Intermediate - 181011Document6 pagesMatrix Bahan Baku Vs Intermediate - 181011Angga PrasetyoNo ratings yet
- Kode BarcodeDocument132 pagesKode BarcodeAngga PrasetyoNo ratings yet
- Menu Application Form (SARI BUMBU)Document2 pagesMenu Application Form (SARI BUMBU)Angga PrasetyoNo ratings yet
- High Barrier & High Metal Adhesion Metallized PET Film - KZMBDocument1 pageHigh Barrier & High Metal Adhesion Metallized PET Film - KZMBAngga PrasetyoNo ratings yet
- Training Product Knowledge - Tiramisu CakeDocument6 pagesTraining Product Knowledge - Tiramisu CakeAngga PrasetyoNo ratings yet
- Ok - FM-QC-008 Checklist Temperature Bag MakingDocument2 pagesOk - FM-QC-008 Checklist Temperature Bag MakingAngga PrasetyoNo ratings yet
- Customer User Manual-Manufacturing: Service System of Online Halal Certification (CEROL-SS23000)Document57 pagesCustomer User Manual-Manufacturing: Service System of Online Halal Certification (CEROL-SS23000)Susantika MurtiniNo ratings yet
- Tappi Hdpe Barrier Laminating Film 2012 Complete Tappi Form 3 2012Document19 pagesTappi Hdpe Barrier Laminating Film 2012 Complete Tappi Form 3 2012Angga PrasetyoNo ratings yet
- High Oxygen Barrier Polyethylene Films: ArticleDocument13 pagesHigh Oxygen Barrier Polyethylene Films: ArticleAngga PrasetyoNo ratings yet
- High Barrier & High Metal Adhesion Metallized PET Film - KZMBDocument1 pageHigh Barrier & High Metal Adhesion Metallized PET Film - KZMBAngga PrasetyoNo ratings yet
- Effect of Temperature and Mechanical Stress On BarDocument19 pagesEffect of Temperature and Mechanical Stress On BarAngga PrasetyoNo ratings yet
- Angga Prasetyo: (+62) 821-3896-6800 Angga Prasetyo Jl. Gubeng Kertajaya IXB Dalam No 16, Airlangga, SurabayaDocument1 pageAngga Prasetyo: (+62) 821-3896-6800 Angga Prasetyo Jl. Gubeng Kertajaya IXB Dalam No 16, Airlangga, SurabayaAngga PrasetyoNo ratings yet
- Cover LetterDocument1 pageCover LetterAngga PrasetyoNo ratings yet
- 2019 ReleaseDocument2 pages2019 ReleaseAngga PrasetyoNo ratings yet
- Quality and Innovation in The Era of To Digital Economy (Digital Networks)Document16 pagesQuality and Innovation in The Era of To Digital Economy (Digital Networks)Angga PrasetyoNo ratings yet
- Book 1Document1 pageBook 1Angga PrasetyoNo ratings yet
- Angga PrasetyoDocument3 pagesAngga PrasetyoAngga PrasetyoNo ratings yet
- Cover LetterDocument1 pageCover LetterAngga PrasetyoNo ratings yet
- Evanescence - Digital Booklet / (M.A.D)Document14 pagesEvanescence - Digital Booklet / (M.A.D)Mehmet Akif Delibaş100% (1)
- 2019 ReleaseDocument2 pages2019 ReleaseAngga PrasetyoNo ratings yet
- Angga Prasetyo: PT Guna Layan Kuasa Wisma GKBI 5 Floor Jl. Jendral Sudirman No 28 Central Jakarta 10210Document1 pageAngga Prasetyo: PT Guna Layan Kuasa Wisma GKBI 5 Floor Jl. Jendral Sudirman No 28 Central Jakarta 10210Angga PrasetyoNo ratings yet
- Revision 1.: IB Questionbank Chemistry 1Document21 pagesRevision 1.: IB Questionbank Chemistry 1rudywahudiNo ratings yet
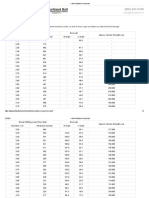
- Steel Hardness ConversionDocument4 pagesSteel Hardness ConversionMNo ratings yet
- Lecture 7.3 - SolidsDocument33 pagesLecture 7.3 - SolidsAdamNo ratings yet
- Amaron Invertor Batteries PDFDocument5 pagesAmaron Invertor Batteries PDFPinkys VenkatNo ratings yet
- Ch12Worksheet2 1Document5 pagesCh12Worksheet2 1Alan MaNo ratings yet
- Bloqueos Membrane Locking, Parasitic Shear and Incompressible LockingDocument18 pagesBloqueos Membrane Locking, Parasitic Shear and Incompressible LockingsirpaneteNo ratings yet
- Grundfosliterature 1073112Document120 pagesGrundfosliterature 1073112Suhas JadhavNo ratings yet
- Primer EP61 Datenblatt Renitherm enDocument2 pagesPrimer EP61 Datenblatt Renitherm enMuhammad ArslanNo ratings yet
- Determination of Sulphur Content of Un-Alloyed and Low-Alloyed Steel by Icp-Aes Spectrometry Using Wet Chemical Sample PreparationDocument8 pagesDetermination of Sulphur Content of Un-Alloyed and Low-Alloyed Steel by Icp-Aes Spectrometry Using Wet Chemical Sample PreparationngobaochanNo ratings yet
- Assessment of Electrical Conductivity of A Salt-Water Solution Using Makey MakeyDocument7 pagesAssessment of Electrical Conductivity of A Salt-Water Solution Using Makey MakeyAlex Raymon BinasNo ratings yet
- 4 - AGOM V-Max Bearings PotDocument42 pages4 - AGOM V-Max Bearings PotSantiago Posada GilNo ratings yet
- Complexation and Protein Binding-Unit IvDocument31 pagesComplexation and Protein Binding-Unit IvSiddhant BanwatNo ratings yet
- EMC EM827 PCB ManufacturerDocument6 pagesEMC EM827 PCB ManufacturerHenry zhangNo ratings yet
- Creep of MaterialsDocument67 pagesCreep of MaterialsAnilNo ratings yet
- Specifying Lightweight Concrete For Bridges: Reduced Density & Enhanced DurabilityDocument55 pagesSpecifying Lightweight Concrete For Bridges: Reduced Density & Enhanced DurabilityKY PengNo ratings yet
- Igneous RockDocument2 pagesIgneous RockVenice EdañoNo ratings yet
- Engineering Structures: SciencedirectDocument10 pagesEngineering Structures: SciencedirectMahmoud AbbassNo ratings yet
- FIRSTDocument2 pagesFIRSTRose QuitilenNo ratings yet
- Unit 5Document42 pagesUnit 5ashok Pradhan0% (1)
- PP en Prime Line Paper Board Machines DataDocument27 pagesPP en Prime Line Paper Board Machines DataIKRIMA SABRINo ratings yet
- Metal SizesDocument2 pagesMetal Sizesjohnphilip1No ratings yet
- S-108B-GEO-001-100-002-B-C2 CIAR-2 Lot 1 (IFC)Document389 pagesS-108B-GEO-001-100-002-B-C2 CIAR-2 Lot 1 (IFC)Robert Moen0% (1)
- Desiccant Wheel Dehumidification 2Document19 pagesDesiccant Wheel Dehumidification 2ovidiu73No ratings yet
- Form 2 Chapter 6 Acid and AlkaliDocument28 pagesForm 2 Chapter 6 Acid and AlkaliammyNo ratings yet
- Construction Steel GirderDocument11 pagesConstruction Steel GirderAek JayNo ratings yet
- Aep 300Document4 pagesAep 300David SMNo ratings yet
- Roof SheetingDocument6 pagesRoof SheetingGaner DaliNo ratings yet
- Bitoner Resin C9 BP-120 TDSDocument2 pagesBitoner Resin C9 BP-120 TDSdamiendamNo ratings yet
- CentricutDocument2 pagesCentricutIlian AvramovNo ratings yet