You might also like
- Directional Solidification of Steel CastingsDocument59 pagesDirectional Solidification of Steel CastingsSUNDRAMNAGANo ratings yet
- Tig Welding Method and Application NewDocument59 pagesTig Welding Method and Application NewKentDemeterio100% (1)
- A TIG Unit Consists ofDocument5 pagesA TIG Unit Consists ofZaky MuzaffarNo ratings yet
- Welding Technology Unit 1 NotesDocument58 pagesWelding Technology Unit 1 NotesVasanthakumar B.E;No ratings yet
- Experiment - TIGDocument5 pagesExperiment - TIGAl Anood Al AmeriNo ratings yet
- Amta5 8 Applying Tungsten Inert Gas Tig Welding TechniquesDocument115 pagesAmta5 8 Applying Tungsten Inert Gas Tig Welding TechniquesAbu RectifyNo ratings yet
- Description of Tig Welding Final 1Document4 pagesDescription of Tig Welding Final 1api-355092514No ratings yet
- TIG Welding Process GuideDocument16 pagesTIG Welding Process GuideSenthil KumarNo ratings yet
- 304 SsDocument54 pages304 Ssshakir ramzanNo ratings yet
- Study of Tig WeldingDocument11 pagesStudy of Tig WeldingChandan Srivastava100% (1)
- Advanced Welding Process (Welding)Document58 pagesAdvanced Welding Process (Welding)Sk SamsuddinNo ratings yet
- TIG Welding NamesDocument20 pagesTIG Welding NamesMuhammad KhyzerNo ratings yet
- An Introduction to TIG WeldingDocument8 pagesAn Introduction to TIG WeldingnikhilconNo ratings yet
- Orbital-Welding Facts enDocument52 pagesOrbital-Welding Facts ene.vicente.caballeroNo ratings yet
- Manufacturing Technology: Tig Welding - Process AnalysisDocument8 pagesManufacturing Technology: Tig Welding - Process AnalysisshubhamNo ratings yet
- Lecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyDocument24 pagesLecture 21: GTAG Welding: Fundamental of Welding Science and TechnologyNavneet KumarNo ratings yet
- 12 Tig WeldingDocument8 pages12 Tig WeldingSampath KumarNo ratings yet
- TIG2Document6 pagesTIG2Shubham100% (1)
- Applying Tig Techniques Hand-OutDocument12 pagesApplying Tig Techniques Hand-Outjuvy may esbanNo ratings yet
- Adyapeath Annada Polytechnic CollegeDocument5 pagesAdyapeath Annada Polytechnic CollegeArunavaNo ratings yet
- TIG Presentation.Document31 pagesTIG Presentation.Md Anamul HoqueNo ratings yet
- TIG-welding Gases PDFDocument2 pagesTIG-welding Gases PDFwenigmaNo ratings yet
- M09 - Gtaw & PawDocument34 pagesM09 - Gtaw & Pawசுரேஷ் பாலமுருகன்No ratings yet
- Welding 8Document3 pagesWelding 8রিপন মন্ডলNo ratings yet
- About Welding Process 21Document1 pageAbout Welding Process 21XerexNo ratings yet
- Welding MachineDocument3 pagesWelding MachinetuanNo ratings yet
- TIG Welding: Job KnowledgeDocument3 pagesTIG Welding: Job KnowledgeRakesh Kumar Munda100% (1)
- Experiments 7Document2 pagesExperiments 7Deep SasaniNo ratings yet
- C042011020 With Cover Page v2Document11 pagesC042011020 With Cover Page v2Weses narniaNo ratings yet
- A Beginner's Guide To TIG WeldingDocument5 pagesA Beginner's Guide To TIG WeldingKalaimugilan ArunNo ratings yet
- UnitDocument41 pagesUnitsawravkblNo ratings yet
- Presentation On: Applications of and Welding in ManufacturingDocument27 pagesPresentation On: Applications of and Welding in ManufacturingHope ThemNo ratings yet
- Welder's Handbook PDFDocument48 pagesWelder's Handbook PDFdoanhbk20000100% (1)
- Arc Welding Process PDFDocument12 pagesArc Welding Process PDFBiswanath RoulNo ratings yet
- Workshop Case StudyDocument13 pagesWorkshop Case Study1071Vishal kumarNo ratings yet
- TIG Welding GuideDocument39 pagesTIG Welding GuideSaptarshi PalNo ratings yet
- 5 GtawDocument45 pages5 GtawPutra Daha PratamaNo ratings yet
- JJ205 Workshop Technology Tic&Mic WeldingDocument47 pagesJJ205 Workshop Technology Tic&Mic WeldingAh TiangNo ratings yet
- MIG WeldingDocument10 pagesMIG WeldingAlvaro Martin RamaNo ratings yet
- WeldingDocument27 pagesWeldingankit4565No ratings yet
- Tig MigDocument15 pagesTig Migsatish448No ratings yet
- TIG Welding Process GuideDocument29 pagesTIG Welding Process GuidezahidNo ratings yet
- Job Knowledge 17Document4 pagesJob Knowledge 17Mehmet SoysalNo ratings yet
- Gas Tungsten Arc WeldingDocument15 pagesGas Tungsten Arc Weldingsushant47No ratings yet
- Arc WeldingDocument33 pagesArc WeldingRakha DhaniwijayaNo ratings yet
- And Welding in Manufacturing: TIG MIGDocument27 pagesAnd Welding in Manufacturing: TIG MIGHope ThemNo ratings yet
- Guide to basic welding techniquesDocument7 pagesGuide to basic welding techniquesJaveed A. KhanNo ratings yet
- GtawDocument11 pagesGtawsaravanans1891No ratings yet
- Indian Institute of Welding - ANB Refresher Course - Module 09Document43 pagesIndian Institute of Welding - ANB Refresher Course - Module 09dayalramNo ratings yet
- Classification of Welding ProcessesDocument25 pagesClassification of Welding ProcessesvelavansuNo ratings yet
- CH 4Document63 pagesCH 4tariku seyoumNo ratings yet
- The Principle of Tungsten Inert Gas TIG Welding ProcessDocument7 pagesThe Principle of Tungsten Inert Gas TIG Welding ProcessWill TohallinoNo ratings yet
- Welding MachinesDocument53 pagesWelding MachinesDeepak Kumar Kant Kesri100% (2)
- TIG IT: How A TIG Welder Works and When To TIG WeldDocument6 pagesTIG IT: How A TIG Welder Works and When To TIG WeldHakim AzizanNo ratings yet
- 87 Technical Sheet - Tig WeldingDocument1 page87 Technical Sheet - Tig WeldingZeu AressNo ratings yet
- Project JBESDocument5 pagesProject JBESragguptaNo ratings yet
- Weld Like a Pro: Beginning to Advanced TechniquesFrom EverandWeld Like a Pro: Beginning to Advanced TechniquesRating: 4.5 out of 5 stars4.5/5 (6)
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Chemical Hazards-Assignment-TemplateDocument10 pagesChemical Hazards-Assignment-TemplateUsman Saeed KianiNo ratings yet
- Marketing Paper 1st SemesterDocument14 pagesMarketing Paper 1st SemesterUsman Saeed KianiNo ratings yet
- Award List - 1st Semester (IMME) - 2018-19Document5 pagesAward List - 1st Semester (IMME) - 2018-19Usman Saeed KianiNo ratings yet
- 1st Semester Hostel StudentsDocument3 pages1st Semester Hostel StudentsUsman Saeed KianiNo ratings yet
- Hybrid Laser Welding: A Review: January 2010Document19 pagesHybrid Laser Welding: A Review: January 2010Usman Saeed KianiNo ratings yet
- Submerge Arc WeldingDocument7 pagesSubmerge Arc WeldingUsman Saeed KianiNo ratings yet
- Date Sheet 6th Semester Final-TermDocument1 pageDate Sheet 6th Semester Final-TermUsman Saeed KianiNo ratings yet
- Lab Report 2..weldingDocument7 pagesLab Report 2..weldingUsman Saeed Kiani100% (1)
- E355R EnglDocument3 pagesE355R EnglpaoceroNo ratings yet
- GeoGrip EDocument4 pagesGeoGrip EBaggerkingNo ratings yet
- Preweld Preparation and Post Weld Procedure in SmawDocument2 pagesPreweld Preparation and Post Weld Procedure in Smawcharlesbryan.martinezNo ratings yet
- List of ManufacturersDocument1 pageList of ManufacturersKrishNo ratings yet
- Forces and Magnetism for Grade 4Document41 pagesForces and Magnetism for Grade 4Deepak KaushikNo ratings yet
- Catalogo SELEMA IngDocument36 pagesCatalogo SELEMA IngYasinYıldızNo ratings yet
- ch05 PDFDocument44 pagesch05 PDFNizar Pratama PutraNo ratings yet
- Api 510 Exam 2021Document14 pagesApi 510 Exam 2021eng_far100% (2)
- IS:3312Document13 pagesIS:3312rajeshji_000No ratings yet
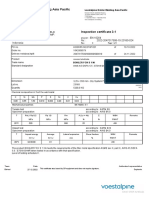
- Inspection Certificate 3.1Document1 pageInspection Certificate 3.1YUDI IRMAWANTONo ratings yet
- Aisi 8620 Steel - 1.6523 - 21nicrmo2 - Sncm220Document3 pagesAisi 8620 Steel - 1.6523 - 21nicrmo2 - Sncm220duhkacttusNo ratings yet
- Volume-7. Essential Knowledge Required For Design and Manufacturing of Hydraulic PressesDocument62 pagesVolume-7. Essential Knowledge Required For Design and Manufacturing of Hydraulic PressesQ.S. Khan100% (5)
- DESIGN AND FABRICATION TURBO WOOD STOVE TIET OriginalDocument71 pagesDESIGN AND FABRICATION TURBO WOOD STOVE TIET OriginalSHIELDNo ratings yet
- Silt Managemnet in Hydro Power Projects: in A Hydropower Station Are RDocument11 pagesSilt Managemnet in Hydro Power Projects: in A Hydropower Station Are RAshwini ThakurNo ratings yet
- Alloys DensityDocument4 pagesAlloys DensityArnold Melissa CollettNo ratings yet
- Astm A668mDocument7 pagesAstm A668mcacalinoNo ratings yet
- Guide Cast Iron Welding TechniquesDocument8 pagesGuide Cast Iron Welding TechniquesAgustine SetiawanNo ratings yet
- Steel Casting, Austenitic Alloy, Estimating Ferrite Content ThereofDocument6 pagesSteel Casting, Austenitic Alloy, Estimating Ferrite Content ThereofcommandoNo ratings yet
- Rmisb 0001 en (Fab BFV)Document8 pagesRmisb 0001 en (Fab BFV)PkKhakeNo ratings yet
- OSST Know Your Steel Guide January 2010Document61 pagesOSST Know Your Steel Guide January 2010mehul2011No ratings yet
- Based Hardfacing Alloys: Cobalt & NickelDocument20 pagesBased Hardfacing Alloys: Cobalt & NickelsabrunoNo ratings yet
- BS 970-3 1991 PDFDocument38 pagesBS 970-3 1991 PDFNav TalukdarNo ratings yet
- Ascot BrochureDocument12 pagesAscot Brochurenic5147No ratings yet
- Jfe CatalogueDocument12 pagesJfe CatalogueoomoomNo ratings yet
- Study of Tig WeldingDocument11 pagesStudy of Tig WeldingChandan Srivastava100% (1)
- Platecoil Data ManualDocument106 pagesPlatecoil Data ManualDoug LambNo ratings yet
- OHL Manual Vol.2 Drawings & Reference Info v3 July 2006Document190 pagesOHL Manual Vol.2 Drawings & Reference Info v3 July 2006somchak2000100% (2)
- Steel Grades Archives - AHSS GuidelinesDocument40 pagesSteel Grades Archives - AHSS GuidelinesЗоригболдын БолдгэрэлNo ratings yet