You might also like
- Lubricating Oil PDFDocument30 pagesLubricating Oil PDFLonghuynh LêNo ratings yet
- 33 - Making Clocks PDFDocument65 pages33 - Making Clocks PDFBruno DelsupexheNo ratings yet
- The Autocar HandbookDocument228 pagesThe Autocar HandbookRahul SinghNo ratings yet
- Atlas 10FDocument12 pagesAtlas 10Ffalkirk24100% (1)
- Equipment VA Consumption ReferenceDocument5 pagesEquipment VA Consumption ReferenceFerdinand Ramos EspirituNo ratings yet
- Metal Spinning PDFDocument86 pagesMetal Spinning PDFloosenut100% (1)
- Lathe Design ADocument3 pagesLathe Design AFrenchwolf420100% (1)
- 2948-Patterns For Hollow CastingsDocument1 page2948-Patterns For Hollow CastingsSandra Barnett CrossanNo ratings yet
- Sullair Dryer ManualDocument3 pagesSullair Dryer ManualChrisNo ratings yet
- Ralph Patterson Tailstock Camlock 2Document13 pagesRalph Patterson Tailstock Camlock 2supremesportsNo ratings yet
- Cam DesignDocument3 pagesCam DesignJoe KenyonNo ratings yet
- Yanmar Excavator B2U-1 Service Manual + Electrical Wiring Diagrams PDFDocument280 pagesYanmar Excavator B2U-1 Service Manual + Electrical Wiring Diagrams PDFFederico Marini0% (1)
- 1.4 Centrifugal Compressor Structure1Document42 pages1.4 Centrifugal Compressor Structure1ramakrishnanNo ratings yet
- Tramming A MillDocument13 pagesTramming A Millva3ttn100% (2)
- Rotary Valve Engines. M. HunterDocument107 pagesRotary Valve Engines. M. HunterAntonio100% (9)
- South Bend 10LathesCatalogDocument14 pagesSouth Bend 10LathesCatalogdsr200100% (1)
- SphericalturninglathetoolDocument14 pagesSphericalturninglathetoolFrenchwolf420No ratings yet
- Rebuilding My Monarch 10EE LatheDocument5 pagesRebuilding My Monarch 10EE Lathesyllavethyjim100% (2)
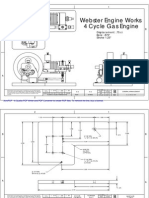
- Webster Engine Works 4 Cycle Gas Engine: Displacement: .75 Ci Bore: .875" Stroke 1.25"Document21 pagesWebster Engine Works 4 Cycle Gas Engine: Displacement: .75 Ci Bore: .875" Stroke 1.25"Julio Raizer100% (1)
- CORBEN Ace InfoDocument9 pagesCORBEN Ace InfoEzequiel MesquitaNo ratings yet
- Rose EngineDocument8 pagesRose EnginePSantos11No ratings yet
- Myford ML7 Lubrication ChartDocument6 pagesMyford ML7 Lubrication Chartjimxxx100% (3)
- G1975 - Instruction ManualDocument36 pagesG1975 - Instruction ManualLeon GalindoNo ratings yet
- 37 Wiring Diagram 2Document140 pages37 Wiring Diagram 2Luisyxime LuisyximeNo ratings yet
- ModelEngineersWorkshopMagazineJune2020 Sanet STDocument68 pagesModelEngineersWorkshopMagazineJune2020 Sanet STalemao7x1 DiehlNo ratings yet
- Baby AceDocument16 pagesBaby AceAmy Shanley ParianoNo ratings yet
- Merc. and Novi CyclekartDocument1 pageMerc. and Novi Cyclekartsjdarkman1930No ratings yet
- 3 in 1 MachineDocument5 pages3 in 1 Machinemarandan85100% (1)
- Balancing Grinder WheelsDocument8 pagesBalancing Grinder WheelsmountaineerjpNo ratings yet
- Ins Ha Per 1Document5 pagesIns Ha Per 1David SaylorNo ratings yet
- Racing Gas Engine: Building A Twin CylinderDocument12 pagesRacing Gas Engine: Building A Twin Cylinder2n Tv100% (2)
- Atlas Mill AccessoriesDocument1 pageAtlas Mill AccessoriesGary RepeshNo ratings yet
- Motor Whittle V8 PDFDocument39 pagesMotor Whittle V8 PDFBorralla Cinza100% (1)
- MyfordDocument1 pageMyfordPeanut d. DestroyerNo ratings yet
- Steam Engine SimplifiedDocument2 pagesSteam Engine SimplifiedSabolek100% (1)
- Quorn User ManualDocument31 pagesQuorn User ManualGeorge Stright100% (5)
- MotorBoys MembersOnly PlanBookDocument113 pagesMotorBoys MembersOnly PlanBookriofeliz100% (1)
- Lathe Chuck Backplate FittingDocument2 pagesLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- Myford 7 Series - Inspection Sheet PDFDocument3 pagesMyford 7 Series - Inspection Sheet PDFRichardScribed100% (1)
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Document16 pagesSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfNo ratings yet
- The Advance Metalworking LatheDocument6 pagesThe Advance Metalworking LathePronina100% (1)
- Shaper Cut GearsDocument5 pagesShaper Cut GearstaiwestNo ratings yet
- Ml7 Lathe: Operation Installation Maintenance Pictorial Parts ListDocument62 pagesMl7 Lathe: Operation Installation Maintenance Pictorial Parts ListBrian Thompson100% (2)
- Myford Metric ConversionDocument5 pagesMyford Metric ConversionP_I_P_HNo ratings yet
- Atlas 7B Know Your ShaperDocument6 pagesAtlas 7B Know Your ShaperColin FinkbeinerNo ratings yet
- 149-Workshop Hints & TipsDocument1 page149-Workshop Hints & TipssyllavethyjimNo ratings yet
- SandblasterDocument6 pagesSandblasterJim100% (4)
- 2965-Lapping Tapers & Seatings #7Document1 page2965-Lapping Tapers & Seatings #7syllavethyjimNo ratings yet
- Campbell Unimat PriceList - 1983Document5 pagesCampbell Unimat PriceList - 1983kriskee13No ratings yet
- Series 7 Lathes: Technical Support Explaining Changewheel Sets For Lathes With Changewheel Driven LeadscrewsDocument8 pagesSeries 7 Lathes: Technical Support Explaining Changewheel Sets For Lathes With Changewheel Driven LeadscrewsTomas MalyNo ratings yet
- 07 CouplingsDocument22 pages07 CouplingsSachith Praminda RupasingheNo ratings yet
- Cowells Manuals PDFDocument16 pagesCowells Manuals PDFpedjaNo ratings yet
- Rans S-10 Sakota - Part List PDFDocument127 pagesRans S-10 Sakota - Part List PDFOdilon Nascimento100% (1)
- 8454 PDFDocument72 pages8454 PDFjon@libertyintegrationcomNo ratings yet
- Quick Change Gearbox: Instructions For Installation and Operation Pictorial Parts ListDocument10 pagesQuick Change Gearbox: Instructions For Installation and Operation Pictorial Parts ListfejlongNo ratings yet
- 2873-Cotters & Wedges PDFDocument1 page2873-Cotters & Wedges PDFsyllavethyjimNo ratings yet
- Contours 1: Hile It CannotDocument1 pageContours 1: Hile It CannotsyllavethyjimNo ratings yet
- 12 Atlas Master Parts ListDocument33 pages12 Atlas Master Parts ListlokiNo ratings yet
- 2886-Stud Fitting & Removal PDFDocument1 page2886-Stud Fitting & Removal PDFsyllavethyjimNo ratings yet
- Single Lip Cutter D-BitDocument2 pagesSingle Lip Cutter D-Bitsjdarkman1930No ratings yet
- Making The Keats Angle Plate From CastingsDocument15 pagesMaking The Keats Angle Plate From CastingsJohn SmithNo ratings yet
- Louis Belet Cutting Tools Watchmaking Jura Suisse Vendlincourt Switzerland Brochure Hob Cutters enDocument16 pagesLouis Belet Cutting Tools Watchmaking Jura Suisse Vendlincourt Switzerland Brochure Hob Cutters enLogan RaoNo ratings yet
- 149-Workshop Hints & Tips PDFDocument1 page149-Workshop Hints & Tips PDFsyllavethyjimNo ratings yet
- Atkinson Cycle EnginesDocument7 pagesAtkinson Cycle EnginesAmir PatelNo ratings yet
- LP Fujitsu 1din2014Document11 pagesLP Fujitsu 1din2014Anonymous 4MLEo9TVQNo ratings yet
- Spare Parts ListDocument20 pagesSpare Parts ListАлександр ДлинныйNo ratings yet
- Electrical Checklist FNLDocument5 pagesElectrical Checklist FNLArnulfo LavaresNo ratings yet
- JC No. J-C No. J-C Date Service-C No. Service-C DateDocument44 pagesJC No. J-C No. J-C Date Service-C No. Service-C Daterohit tiwariNo ratings yet
- Chapters 7 ExercisesDocument13 pagesChapters 7 ExercisesbibinbibinNo ratings yet
- Diamond Chain StandardDocument3 pagesDiamond Chain StandardfaridyeniNo ratings yet
- Digital Scheme Chart June'21Document139 pagesDigital Scheme Chart June'21Abhishek SoodNo ratings yet
- XP530A - 2015 - Service - Manual - 2PW-28197-10 (1) (432-437)Document6 pagesXP530A - 2015 - Service - Manual - 2PW-28197-10 (1) (432-437)Zaki ZakiNo ratings yet
- PriceListHirePurchase Normal6thNov2019Document56 pagesPriceListHirePurchase Normal6thNov2019Jamil AhmedNo ratings yet
- Industrial Part 6Document7 pagesIndustrial Part 6Ritesh PatelNo ratings yet
- Rodamientos Esfericos Sellados NTNDocument5 pagesRodamientos Esfericos Sellados NTNJose LuisNo ratings yet
- Electrical Maintenance Tools and Their NeedsDocument13 pagesElectrical Maintenance Tools and Their NeedsRohit PatilNo ratings yet
- Catálogo de Blocos Blank Catalog: For Quality SurfboardsDocument158 pagesCatálogo de Blocos Blank Catalog: For Quality SurfboardsEduardo DutraNo ratings yet
- Week 07TaskAssignmentMy Best Birthday PresentDocument12 pagesWeek 07TaskAssignmentMy Best Birthday PresentLuiz Mendoza CarreonNo ratings yet
- PO Engineering ToolsDocument24 pagesPO Engineering ToolsNano SalamNo ratings yet
- Singer: From The Library Of: Superior Sewing Machine & Supply LLCDocument26 pagesSinger: From The Library Of: Superior Sewing Machine & Supply LLCAndrew OrmeNo ratings yet
- F058-QC MEP VRF-PAC Check ListDocument1 pageF058-QC MEP VRF-PAC Check ListGopal Nagal - PadamsNo ratings yet
- Electrolux PLD4375RFC3 Dishwasher InstallationDocument2 pagesElectrolux PLD4375RFC3 Dishwasher InstallationTom KakanowskiNo ratings yet
- FIN-S2 - Presentation - Videoconference - Unit 1 - DCDocument24 pagesFIN-S2 - Presentation - Videoconference - Unit 1 - DCCthugha EderwoodNo ratings yet
- SGV ValveDocument2 pagesSGV Valvekhaled greenNo ratings yet
- Project:Ashwin Medical College & Hospital Pvt. LTD.: Sainbu, Nakkhu Road, LalitpurDocument6 pagesProject:Ashwin Medical College & Hospital Pvt. LTD.: Sainbu, Nakkhu Road, LalitpurPankaj GuptaNo ratings yet
- Optimizing Pumping Solutions For HVAC ApplicationsDocument27 pagesOptimizing Pumping Solutions For HVAC Applicationsமுத்து குமார்No ratings yet
- Check List For MotorsDocument4 pagesCheck List For MotorsV.GOKULNo ratings yet