You might also like
- Kia Cee'd JD Wiring DiagramsDocument323 pagesKia Cee'd JD Wiring DiagramsPaul100% (8)
- CNC Programming Tutorials Examples G M Codes G M Programming Tutorial ExampleDocument340 pagesCNC Programming Tutorials Examples G M Codes G M Programming Tutorial ExampleYassin Belkacem100% (2)
- Equipment Master ListDocument2 pagesEquipment Master ListvsnaiduqcNo ratings yet
- VMC Manual Programming Handbook - Chinmaya BeheraDocument19 pagesVMC Manual Programming Handbook - Chinmaya BeherapradeepNo ratings yet
- CNC Programming 1Document26 pagesCNC Programming 1mohamed alsalhyNo ratings yet
- CNC ProgDocument38 pagesCNC ProgPoornima JoshiNo ratings yet
- U W CNC Lathe CNC Program ExamplesDocument30 pagesU W CNC Lathe CNC Program ExamplesTrần Xuân Thanh100% (1)
- Doosan Schematic All ModelsDocument20 pagesDoosan Schematic All Modelsstanley100% (58)
- S&W Model 10Document4 pagesS&W Model 102506223No ratings yet
- Jm201 - CNC MillingDocument24 pagesJm201 - CNC MillingMuhd Zulhusni Ag Jaludin100% (1)
- Prompting Science and Engineering Students in Practical TrigonometryFrom EverandPrompting Science and Engineering Students in Practical TrigonometryNo ratings yet
- FF4 58 Service Manual ERQU40E3HUSDocument20 pagesFF4 58 Service Manual ERQU40E3HUSCarmen Adriana Garcia MendozaNo ratings yet
- Lucrarea 6Document16 pagesLucrarea 6Dorin BarcanNo ratings yet
- CNC Programming WRKB Lathe Sample LockedDocument51 pagesCNC Programming WRKB Lathe Sample Lockedkree_bigdaddy100% (1)
- 11 Cad Cam CNC Programming MVVDocument37 pages11 Cad Cam CNC Programming MVVbassem smatiNo ratings yet
- CNC LectureDocument16 pagesCNC LectureJyoti Patole JadhavNo ratings yet
- CNC Turning (Bridgeport)Document63 pagesCNC Turning (Bridgeport)Siti Idah TawhidNo ratings yet
- Module 4Document59 pagesModule 4Musadiq Ahmed100% (1)
- MSC Lecture 6Document28 pagesMSC Lecture 6Chán Chênh VênhNo ratings yet
- NC Part ProgrammingDocument36 pagesNC Part Programmingabyzen0% (1)
- WL705 Ultrasonic Water Level SensorDocument1 pageWL705 Ultrasonic Water Level SensorEdward YaoNo ratings yet
- Method Statement For Testing & Commissioning of Fire Fighting Sprinkler System-Best Editable Construction QHSE Documentation PortalDocument10 pagesMethod Statement For Testing & Commissioning of Fire Fighting Sprinkler System-Best Editable Construction QHSE Documentation PortalToufik MedjNo ratings yet
- CNC Programming and OperationDocument80 pagesCNC Programming and OperationMohammed Habeeb100% (1)
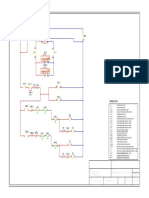
- Diagramas Electrico Unifilar Chiller Pycca-ModelDocument1 pageDiagramas Electrico Unifilar Chiller Pycca-ModelFernando Garnica DelgadoNo ratings yet
- 5 - G-CodeDocument55 pages5 - G-CodefamilyumaNo ratings yet
- Spare Parts List W0140260E POWEROCDocument638 pagesSpare Parts List W0140260E POWEROCedison perezNo ratings yet
- 8 Fixed Canned Cycles (CNC Course CD) PDFDocument24 pages8 Fixed Canned Cycles (CNC Course CD) PDFVeerasamy SureshbabuNo ratings yet
- Slide01 Introduction CNCDocument149 pagesSlide01 Introduction CNCalexiskandarNo ratings yet
- CNC Turning Programming Exellent ExplainationDocument29 pagesCNC Turning Programming Exellent ExplainationschrienerNo ratings yet
- CNC Part ProgrammingDocument61 pagesCNC Part ProgrammingrajaNo ratings yet
- 6 Semester: Student ProfileDocument19 pages6 Semester: Student Profilealokkumar707977No ratings yet
- CNC Shop ManualDocument15 pagesCNC Shop Manualmsuhani011No ratings yet
- CNC Milling ReportDocument10 pagesCNC Milling ReportDheeraj audichyaNo ratings yet
- CNC Milling ReportDocument10 pagesCNC Milling ReportMohammad AL-MasriNo ratings yet
- Group 24 (Solar Mobile ChargingDocument22 pagesGroup 24 (Solar Mobile ChargingBanothu RameshNo ratings yet
- Exercise No - 4Document19 pagesExercise No - 4RamNo ratings yet
- My CNCDocument5 pagesMy CNCzoranteicNo ratings yet
- Module 2 Part 1Document147 pagesModule 2 Part 1FRANCIS THOMASNo ratings yet
- Syllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposeDocument10 pagesSyllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposefamilyumaNo ratings yet
- Chap5-Numerical ControlDocument32 pagesChap5-Numerical ControljojoNo ratings yet
- Milling ProgramDocument20 pagesMilling ProgramSudeep Kumar SinghNo ratings yet
- Debre Tabor University: Faculty of Technology Department of Electromechanical EngineeringDocument25 pagesDebre Tabor University: Faculty of Technology Department of Electromechanical EngineeringBIRSHNo ratings yet
- FanucDocument10 pagesFanucgigofive66No ratings yet
- Experiment 6 - CNC Programing-MillingDocument9 pagesExperiment 6 - CNC Programing-MillingG. Dancer GhNo ratings yet
- Cam Manul Me Ii SemDocument17 pagesCam Manul Me Ii SemVignesh VaranNo ratings yet
- Computer Aided Engineering: Assignment On CNC ProgrammingDocument13 pagesComputer Aided Engineering: Assignment On CNC ProgrammingShaswata BoseNo ratings yet
- CNC ProgrammingDocument27 pagesCNC ProgrammingAbhijit BiswasNo ratings yet
- 2 CNCPDocument104 pages2 CNCPAnvit TiwariNo ratings yet
- Cam Lab 12k708Document37 pagesCam Lab 12k708Nithish Kumar K MNo ratings yet
- G-Code - Wikipedia, The Free EncyclopediaDocument6 pagesG-Code - Wikipedia, The Free EncyclopediajoydeepNo ratings yet
- Tut1 ManualProgram FacemillDocument10 pagesTut1 ManualProgram FacemillPRABHU JNo ratings yet
- Computer-Aided Part ProgrammingDocument10 pagesComputer-Aided Part ProgrammingPradip PatelNo ratings yet
- G-Code InstructionsDocument55 pagesG-Code InstructionsSantiago LopezNo ratings yet
- NC Code Turning (Ch. 4)Document16 pagesNC Code Turning (Ch. 4)Dimas FathurNo ratings yet
- Important Points With Regard To CNC Part Programming: CNC Parts Programs Cam Lab (Version Dated.23.03.2017)Document23 pagesImportant Points With Regard To CNC Part Programming: CNC Parts Programs Cam Lab (Version Dated.23.03.2017)CharyNo ratings yet
- Lab No 7Document4 pagesLab No 7khayam khanNo ratings yet
- UNIT 7 - CNC - Lecture 3 - ProgrammingDocument33 pagesUNIT 7 - CNC - Lecture 3 - ProgrammingRakshithNo ratings yet
- 5 - G-CodeDocument55 pages5 - G-CodeTan TeongShengNo ratings yet
- CNC Lab ManualDocument25 pagesCNC Lab Manualiamav31No ratings yet
- Reading Assignments:: Automation of Manufacturing ProcessesDocument11 pagesReading Assignments:: Automation of Manufacturing ProcessessigmasundarNo ratings yet
- Topic-Basic Concept of CNC Machine and Programing: Jyoti CNC Automation Pvt. LTDDocument15 pagesTopic-Basic Concept of CNC Machine and Programing: Jyoti CNC Automation Pvt. LTDVijay DharajiyaNo ratings yet
- VMC ProgrammingDocument22 pagesVMC ProgrammingDynamic bhagwanNo ratings yet
- Manufacturing of Rock Lever Shaft and Cam Follower in CNC MachineDocument28 pagesManufacturing of Rock Lever Shaft and Cam Follower in CNC Machinepallivenu289No ratings yet
- Tugas Rutin Iv CNC - JulyadyDocument11 pagesTugas Rutin Iv CNC - JulyadyNovita P SilalahiNo ratings yet
- CNC Programming "Milling": Module ObjectivesDocument37 pagesCNC Programming "Milling": Module Objectiveshasan alsarrafNo ratings yet
- Me 445 Integrated Manufacturing Technologies Experiment 2 "Process Planning in Turning Machine"Document8 pagesMe 445 Integrated Manufacturing Technologies Experiment 2 "Process Planning in Turning Machine"Sunil SharmaNo ratings yet
- 26875303Document9 pages26875303Haresh RaisinghaniNo ratings yet
- Underconstruction Project ReportDocument78 pagesUnderconstruction Project ReportHaresh RaisinghaniNo ratings yet
- 8587ctts 330v 2i 1178 182Document5 pages8587ctts 330v 2i 1178 182Haresh RaisinghaniNo ratings yet
- C 6100 BrochureDocument16 pagesC 6100 BrochureHaresh RaisinghaniNo ratings yet
- High Value Procurement Projections For Next 5 Years: Name of Organization: Web Site Link: Ministry / DepartmentDocument4 pagesHigh Value Procurement Projections For Next 5 Years: Name of Organization: Web Site Link: Ministry / DepartmentHaresh RaisinghaniNo ratings yet
- Annexure - 1: Page 1 of 9Document9 pagesAnnexure - 1: Page 1 of 9Haresh RaisinghaniNo ratings yet
- CNC LatheDocument2 pagesCNC LatheHaresh RaisinghaniNo ratings yet
- Jyme10089 54Document7 pagesJyme10089 54Haresh RaisinghaniNo ratings yet
- Jyme10089 54Document7 pagesJyme10089 54Haresh RaisinghaniNo ratings yet
- Operating Instructions: Setting Tool For Rivkle® Blind Rivet Nuts and StudsDocument13 pagesOperating Instructions: Setting Tool For Rivkle® Blind Rivet Nuts and StudsstocazzoNo ratings yet
- Progress Pekerjaan Gedung 2Document9 pagesProgress Pekerjaan Gedung 2cboementNo ratings yet
- Fasteners ListDocument3 pagesFasteners ListVarun MalhotraNo ratings yet
- Hydac RVE Check ValvesDocument4 pagesHydac RVE Check ValvesDragan LazicNo ratings yet
- Laporan Harian Mesin ManualDocument31 pagesLaporan Harian Mesin Manualwisnu prasetyoNo ratings yet
- Instrument Side 1/2"NPT (F) : Drain DrainDocument1 pageInstrument Side 1/2"NPT (F) : Drain DrainSantiago PeñuelaNo ratings yet
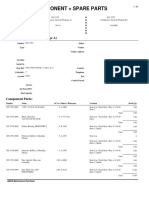
- Component + Spare Parts: Compressor, Gas Lift (Package A)Document30 pagesComponent + Spare Parts: Compressor, Gas Lift (Package A)VAN VIET NGONo ratings yet
- What Are The Parts of A Hinged Pipe Vice - Wonkee Donkee Tools - 1644419778015Document5 pagesWhat Are The Parts of A Hinged Pipe Vice - Wonkee Donkee Tools - 1644419778015chuck254No ratings yet
- Valvulas RetençãoDocument1 pageValvulas Retençãoadalberto matosNo ratings yet
- Fastner and Tooling Components. Fertrading Group Venezuela.Document4 pagesFastner and Tooling Components. Fertrading Group Venezuela.Renso PiovesanNo ratings yet
- ASLSK3 Summary: Intensive FireDocument4 pagesASLSK3 Summary: Intensive FireasejuaNo ratings yet
- Lathe Chucks Independent Chucks en Web PDFDocument94 pagesLathe Chucks Independent Chucks en Web PDFTamil SelvanNo ratings yet
- D11 & D11R CD Track-Type Tractor Electrical System: Harness and Wire Electrical Schematic SymbolsDocument2 pagesD11 & D11R CD Track-Type Tractor Electrical System: Harness and Wire Electrical Schematic SymbolsMauricio BellidoNo ratings yet
- R407C R407C: Technical Manual Manual TécnicoDocument80 pagesR407C R407C: Technical Manual Manual TécnicoramonmartinezcatalaNo ratings yet
- Kamoa Method Statement Template 1231Document10 pagesKamoa Method Statement Template 1231Mitendra Kumar ChauhanNo ratings yet
- DN15 1/2" Type B/C/D +DP/E/F Type DC+E/F Camlock Coupling Adapter Homebrew 304 Stainless Steel Connector Quick Release CouplerDocument1 pageDN15 1/2" Type B/C/D +DP/E/F Type DC+E/F Camlock Coupling Adapter Homebrew 304 Stainless Steel Connector Quick Release Couplerikuzma_1No ratings yet
- Manual Single Joint Elevators: SJH DSJX Heavy Duty SJX SJL SPLDocument1 pageManual Single Joint Elevators: SJH DSJX Heavy Duty SJX SJL SPLyelmustafaaliNo ratings yet
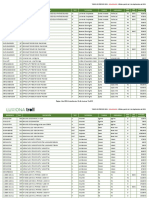
- Luxiona Troll Tarifa Septiembre 2021Document135 pagesLuxiona Troll Tarifa Septiembre 2021VEMATELNo ratings yet
- Montacargas DP 100 - LL2SPEEDDocument57 pagesMontacargas DP 100 - LL2SPEEDJonny Zambrano MeraNo ratings yet
- Key Features: Internal Mount Flange Facing Machine 12 - 60" (305 - 1525mm)Document3 pagesKey Features: Internal Mount Flange Facing Machine 12 - 60" (305 - 1525mm)DI DINo ratings yet
- Dan FossDocument12 pagesDan FossKetan ShahNo ratings yet