You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Control of Pyrotechnic Burn RateDocument14 pagesControl of Pyrotechnic Burn RateC00LE0100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- ME 498 - 6 - Nanoindentation and NanoscratchDocument23 pagesME 498 - 6 - Nanoindentation and NanoscratchTt OwnsqqNo ratings yet
- Project Planning and ManagementDocument25 pagesProject Planning and ManagementTt OwnsqqNo ratings yet
- Gate 2004Document8 pagesGate 2004Shailendra Mishra100% (1)
- Unit 1 Matter, Chemical Trends and Bonding: Elearning DDSB Dr. Aslam HaniefDocument63 pagesUnit 1 Matter, Chemical Trends and Bonding: Elearning DDSB Dr. Aslam HaniefSimra Parvez100% (1)
- Potato Starch Bioplastic 2Document31 pagesPotato Starch Bioplastic 2Yang JungwonNo ratings yet
- NDT Method SummaryDocument3 pagesNDT Method SummaryNguyen Anh TungNo ratings yet
- 0620 s06 Ms 3Document5 pages0620 s06 Ms 3Varun PanickerNo ratings yet
- Soil Classification2 - USDA Soil Taxonomy Upgrade-Trinidad and TobagoDocument13 pagesSoil Classification2 - USDA Soil Taxonomy Upgrade-Trinidad and TobagoPlaiboiNo ratings yet
- 4-Concept EvaluationDocument43 pages4-Concept EvaluationTt OwnsqqNo ratings yet
- 2-Introduction To Design IDocument40 pages2-Introduction To Design ITt OwnsqqNo ratings yet
- 5-Embodiment DesignDocument52 pages5-Embodiment DesignTt OwnsqqNo ratings yet
- ME 498 - 4 - Fracture ToughnessDocument35 pagesME 498 - 4 - Fracture ToughnessTt OwnsqqNo ratings yet
- 3-Conceptual DesignDocument46 pages3-Conceptual DesignTt OwnsqqNo ratings yet
- ME 498 - 3 - Tensile TestingDocument33 pagesME 498 - 3 - Tensile TestingTt OwnsqqNo ratings yet
- ME 498 - 2 - Strain GaugesDocument37 pagesME 498 - 2 - Strain GaugesTt OwnsqqNo ratings yet
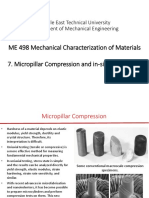
- ME 498 - 7 - Micropillar CompressionDocument9 pagesME 498 - 7 - Micropillar CompressionTt OwnsqqNo ratings yet
- ME 498 Mechanical Characterization of Materials 5. Hardness TestingDocument11 pagesME 498 Mechanical Characterization of Materials 5. Hardness TestingTt OwnsqqNo ratings yet
- Stress Analysis Part 1Document27 pagesStress Analysis Part 1Tt OwnsqqNo ratings yet
- ME 303 (Manufacturing Engineering) - 01 - IntroductionDocument32 pagesME 303 (Manufacturing Engineering) - 01 - IntroductionTt OwnsqqNo ratings yet
- ME 303 - 05 - Bulk Forming IDocument57 pagesME 303 - 05 - Bulk Forming ITt OwnsqqNo ratings yet
- Stress Analysis Part 2Document19 pagesStress Analysis Part 2Tt OwnsqqNo ratings yet
- ME 498 - 1 - IntroductionDocument23 pagesME 498 - 1 - IntroductionTt OwnsqqNo ratings yet
- 1-Tolerances and FitsDocument45 pages1-Tolerances and FitsTt OwnsqqNo ratings yet
- ME 303 - 09 - Machining IIIDocument50 pagesME 303 - 09 - Machining IIITt OwnsqqNo ratings yet
- ME 303 (Manufacturing Engineering) - 08 - Machining IIDocument38 pagesME 303 (Manufacturing Engineering) - 08 - Machining IITt OwnsqqNo ratings yet
- ME 303 - 06 - Bulk Forming IIDocument34 pagesME 303 - 06 - Bulk Forming IITt OwnsqqNo ratings yet
- ME 303 (Manufacturing Engineering) - 04 - Sheet Metal FormingDocument53 pagesME 303 (Manufacturing Engineering) - 04 - Sheet Metal FormingTt OwnsqqNo ratings yet
- ME 303 (Manufacturing Engineering) - 02 - Material Properties IDocument26 pagesME 303 (Manufacturing Engineering) - 02 - Material Properties ITt OwnsqqNo ratings yet
- ME 303 (Manufacturing Engineering) - 03 - Material Properties IIDocument46 pagesME 303 (Manufacturing Engineering) - 03 - Material Properties IITt OwnsqqNo ratings yet
- Wheels: Automotive Engineering Y. Samim ÜNLÜSOY, Kerem BayarDocument9 pagesWheels: Automotive Engineering Y. Samim ÜNLÜSOY, Kerem BayarTt OwnsqqNo ratings yet
- METU ME 465 (Automotive) - ch5Document73 pagesMETU ME 465 (Automotive) - ch5Tt OwnsqqNo ratings yet
- METU ME 465 (Automotive) - Ch6Document31 pagesMETU ME 465 (Automotive) - Ch6Tt OwnsqqNo ratings yet
- Steering System: Automotive Engineering Y. Samim ÜNLÜSOY, Kerem BayarDocument50 pagesSteering System: Automotive Engineering Y. Samim ÜNLÜSOY, Kerem BayarTt OwnsqqNo ratings yet
- METU ME 465 (Automotive) - CH4Document36 pagesMETU ME 465 (Automotive) - CH4Tt OwnsqqNo ratings yet
- Theory of Metal Cutting 2Document39 pagesTheory of Metal Cutting 2Ravichandran G67% (6)
- 2603988Document14 pages2603988Don RahulNo ratings yet
- Manufacturers and Models of Solar PVDocument45 pagesManufacturers and Models of Solar PVsankalp maheshwariNo ratings yet
- Pidivyl AS - TDSDocument2 pagesPidivyl AS - TDSLaura Isabel RodriguezNo ratings yet
- AVL Internal Manufacturer 191097Document285 pagesAVL Internal Manufacturer 191097Seyyed Amir MohmmadiNo ratings yet
- 712-1010-001 - Avkcms - en 2205Document6 pages712-1010-001 - Avkcms - en 2205Vieru GabrielNo ratings yet
- Basf Masterseal Roof 3000 TdsDocument2 pagesBasf Masterseal Roof 3000 TdsmidaNo ratings yet
- F2 C6: Acids & AlkaliDocument3 pagesF2 C6: Acids & AlkaliJas 408No ratings yet
- PhysicsDocument4 pagesPhysicsNelmart SolteoNo ratings yet
- Unit 1 - Review QuestionsDocument2 pagesUnit 1 - Review QuestionsshaniceNo ratings yet
- Advances in Ethanol ReformingDocument9 pagesAdvances in Ethanol ReformingDhrupad ParikhNo ratings yet
- LB Aw Arc SPT - enDocument62 pagesLB Aw Arc SPT - enWaldir Donatti JuniorNo ratings yet
- 0002-SPC-HOBWT03-ME-8006 - C General Mechanical Specification Bryn Estyn Water Treatment PlantDocument35 pages0002-SPC-HOBWT03-ME-8006 - C General Mechanical Specification Bryn Estyn Water Treatment PlantzufriateguiNo ratings yet
- Water Softener ResinDocument3 pagesWater Softener Resinmkgchem100% (1)
- Poly - Mer: Cartoon Schematic of Polymer MoleculesDocument7 pagesPoly - Mer: Cartoon Schematic of Polymer MoleculesElenaDiSavoiaNo ratings yet
- Moisture DeterminationDocument3 pagesMoisture DeterminationSamuel PelayoNo ratings yet
- FinfetDocument25 pagesFinfetsathyanarainraoNo ratings yet
- Column Buckling - Inelastic: A Long TopicDocument43 pagesColumn Buckling - Inelastic: A Long TopicKishore BhatNo ratings yet
- Uench Owers: Quench Tower DesignDocument2 pagesUench Owers: Quench Tower Designsamim_khNo ratings yet
- Analytical ChemistryDocument5 pagesAnalytical ChemistryChristian FloresNo ratings yet
- Quiz 1 InorgDocument5 pagesQuiz 1 InorgDanielle Lois AbagNo ratings yet
- Qualicoat Specifications 2023 - Master Version - V01Document92 pagesQualicoat Specifications 2023 - Master Version - V01idelcio rochaNo ratings yet
- Jin 2020 - A Critical Review On Bismuth and Antimony HalidesDocument32 pagesJin 2020 - A Critical Review On Bismuth and Antimony HalidesFernando HeelerNo ratings yet