You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Subsea Engineering HandbookDocument21 pagesSubsea Engineering HandbookCarlos ReNo ratings yet
- Answer To Quiz No 7Document6 pagesAnswer To Quiz No 7Your Public ProfileNo ratings yet
- The SCADA System For PipelinesDocument12 pagesThe SCADA System For PipelinesCarlos ReNo ratings yet
- Assessment of CorrosionDocument30 pagesAssessment of CorrosionCarlos ReNo ratings yet
- SlavicekDocument4 pagesSlavicekPAVLOSKONST0% (3)
- Pipe Express: Eco-Friendly and Cost-Efficient Installation of PipelinesDocument2 pagesPipe Express: Eco-Friendly and Cost-Efficient Installation of PipelinesCarlos ReNo ratings yet
- Pipe Express®: The Semi-Trenchless Construction Method For Pipeline Installation GeologyDocument5 pagesPipe Express®: The Semi-Trenchless Construction Method For Pipeline Installation GeologyCarlos ReNo ratings yet
- Feed Quality and Its Effect On The Performance of The Fluid Catalytic Cracking Unit (A Case Study of Nigerian Based Oil Company)Document8 pagesFeed Quality and Its Effect On The Performance of The Fluid Catalytic Cracking Unit (A Case Study of Nigerian Based Oil Company)Carlos ReNo ratings yet
- En Atmos Rupture DetectorDocument4 pagesEn Atmos Rupture DetectorCarlos ReNo ratings yet
- Extra Insulation Cover For FSRU ToscanaDocument2 pagesExtra Insulation Cover For FSRU ToscanaCarlos ReNo ratings yet
- Bunkering Is Key For Deepsea ShipsDocument2 pagesBunkering Is Key For Deepsea ShipsCarlos ReNo ratings yet
- Oil and Gas Loading Master Certification 2012 - 3 Day WorkshopDocument4 pagesOil and Gas Loading Master Certification 2012 - 3 Day WorkshopCarlos ReNo ratings yet
- 2009 BoatBuster FlyerDocument2 pages2009 BoatBuster FlyerCarlos ReNo ratings yet
- Mampaey Buoy BrochureDocument4 pagesMampaey Buoy BrochureCarlos ReNo ratings yet
- Mampaey I Moor BrochureDocument6 pagesMampaey I Moor BrochureCarlos ReNo ratings yet
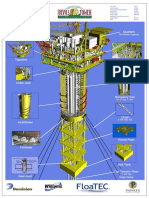
- Devils Tower Poster 2Document1 pageDevils Tower Poster 2Carlos ReNo ratings yet
- Gross Invoice CAD PDFDocument1 pageGross Invoice CAD PDFGISSEL ANGARITANo ratings yet
- Text 5: Holidays and Holiday MakersDocument5 pagesText 5: Holidays and Holiday MakersZiya Can OğuzNo ratings yet
- Part A: PersonalDocument2 pagesPart A: Personalsrikanth chicooNo ratings yet
- Process Structure Property Relationship of Meltblown NVDocument12 pagesProcess Structure Property Relationship of Meltblown NVMusical Black DiaryNo ratings yet
- UNITIIIStereochemistryIsomerismGeometricalIsomerism BP401T PHARMACEUTICALORGANICCHEMISTRYIII B.pharmIVSem GITAMDeemedtobeUniversityDocument48 pagesUNITIIIStereochemistryIsomerismGeometricalIsomerism BP401T PHARMACEUTICALORGANICCHEMISTRYIII B.pharmIVSem GITAMDeemedtobeUniversityNIKITA KUMARINo ratings yet
- Using Drone: Ils / Vor / PapiDocument28 pagesUsing Drone: Ils / Vor / Papifika puteraNo ratings yet
- Homework 7 So LNDocument1 pageHomework 7 So LNMuhammadUsmanNo ratings yet
- Characteristics of Fishball On Various Concentration of Carrageenan From Different Harvest Time of Kappaphycus AlvareziiDocument4 pagesCharacteristics of Fishball On Various Concentration of Carrageenan From Different Harvest Time of Kappaphycus AlvareziiShaeera sulaimanNo ratings yet
- Ethical Concepts in Case Report WritingDocument9 pagesEthical Concepts in Case Report WritingMohammad Amjad KhanNo ratings yet
- Salwico IR Test Lamp: IR Flame Detector TesterDocument1 pageSalwico IR Test Lamp: IR Flame Detector TesterТарас АртюхNo ratings yet
- ISO 4020 ExtractDocument2 pagesISO 4020 ExtractBartek HajaNo ratings yet
- Torch Coral: (Euphyllia Glabrescens)Document20 pagesTorch Coral: (Euphyllia Glabrescens)Arief PurwoditoNo ratings yet
- Tap de Luyen Thi HSG Vã - Chuyen So 3Document179 pagesTap de Luyen Thi HSG Vã - Chuyen So 3Steve ParkNo ratings yet
- FirePOWER Services For ASA POV Best Practices 1504Document66 pagesFirePOWER Services For ASA POV Best Practices 1504Majnu SmNo ratings yet
- Cox - 1975 - Overhead-Line PracticeDocument9 pagesCox - 1975 - Overhead-Line PracticePoleomanNo ratings yet
- East Godavari ELE06Document40 pagesEast Godavari ELE06NANI VMKNo ratings yet
- Basic Defrost Controller Installation Guide: Basic Controller For Refrigerated Cabinets, With Energy-Saving StrategiesDocument2 pagesBasic Defrost Controller Installation Guide: Basic Controller For Refrigerated Cabinets, With Energy-Saving StrategiesNelson DiazNo ratings yet
- The FIGO Recommendations On Terminologies and Definitions For Normal and Abnormal Uterine BleedingDocument8 pagesThe FIGO Recommendations On Terminologies and Definitions For Normal and Abnormal Uterine BleedingAchmad KurniawanNo ratings yet
- Avian Insight Vol 1 2012Document4 pagesAvian Insight Vol 1 2012Bryan NicollNo ratings yet
- Assaignment 1 GROUP B4Document9 pagesAssaignment 1 GROUP B4WinahyuNo ratings yet
- SU Summit Mexico Keeley Nov 2018Document13 pagesSU Summit Mexico Keeley Nov 2018Sergiu Alexandru VlasceanuNo ratings yet
- 3.2 Guided Notes AminahDocument1 page3.2 Guided Notes AminahaminahNo ratings yet
- In The Name of Allah, The Merciful, The CompassionateDocument18 pagesIn The Name of Allah, The Merciful, The CompassionateShahzeb AlamNo ratings yet
- Cambridge Assessment International Education: Combined Science 0653/41 May/June 2019Document10 pagesCambridge Assessment International Education: Combined Science 0653/41 May/June 2019Kristina FilipovićNo ratings yet
- Hartnup Disease - Causes, Symptoms & DiagnosisDocument3 pagesHartnup Disease - Causes, Symptoms & DiagnosisYunistya Dwi Cahyani100% (1)
- Steam Power PlantDocument56 pagesSteam Power PlantصصNo ratings yet
- Question Bank Unit 4Document8 pagesQuestion Bank Unit 4Encik W JeNo ratings yet
- Penentuan Kadar Kalium Sorbat Dan Persen Recovery Pada Selai Dengan Metoda High Performance Liquid ChromatographyDocument4 pagesPenentuan Kadar Kalium Sorbat Dan Persen Recovery Pada Selai Dengan Metoda High Performance Liquid ChromatographySupriantoNo ratings yet