You might also like
- Experimental and Simulative Investigations On The Turning of A C45 MaterialDocument29 pagesExperimental and Simulative Investigations On The Turning of A C45 MaterialGabriel JiménezNo ratings yet
- Polytropic ProcessDocument2 pagesPolytropic ProcessbabeNo ratings yet
- S5 Physics Electricity ContinuedDocument39 pagesS5 Physics Electricity ContinuedNANGOYE DEONo ratings yet
- Petare 2018Document42 pagesPetare 2018kvs ptpNo ratings yet
- Design of Isolated Footing (ECP-202)Document18 pagesDesign of Isolated Footing (ECP-202)mahmoud mohamedNo ratings yet
- Do Not Use This Area: Rectangular FinsDocument20 pagesDo Not Use This Area: Rectangular Finschemical509No ratings yet
- Performance Prediction Numerical and ExperimentalDocument23 pagesPerformance Prediction Numerical and ExperimentalJitesh DhimanNo ratings yet
- Milling Wear of Carbide Tool For Processing Nickel-Based Alloy in Cryogenic Based On The Entropy ChangeDocument11 pagesMilling Wear of Carbide Tool For Processing Nickel-Based Alloy in Cryogenic Based On The Entropy ChangeRAMACHANDRAN MNITNo ratings yet
- Experimental Investigations On Thermal Performance Characteristics of A Solar Cavity ReceiverDocument19 pagesExperimental Investigations On Thermal Performance Characteristics of A Solar Cavity Receivernadam54321No ratings yet
- Tribology International: Bikash Chandra Behera, Sudarsan Ghosh, P. Venkateswara RaoDocument13 pagesTribology International: Bikash Chandra Behera, Sudarsan Ghosh, P. Venkateswara RaoAnonymous gM6RZL5lYdNo ratings yet
- According To DTS: "Name of The Plant" "XXX-000-V-00-A"Document6 pagesAccording To DTS: "Name of The Plant" "XXX-000-V-00-A"Adnan NawazNo ratings yet
- A Numerical Simulator To Predict The Dynamical Behavior of The Self-Vibratory Drilling HeadDocument12 pagesA Numerical Simulator To Predict The Dynamical Behavior of The Self-Vibratory Drilling HeadbangjjNo ratings yet
- Non-Traditional Processes: ManufacturingDocument49 pagesNon-Traditional Processes: ManufacturingShubham ChomalNo ratings yet
- Convex SurfaceDocument17 pagesConvex SurfaceAshraf IntesaafNo ratings yet
- Phd Qualifying Exam - April 2020 Manufacturing Processes-Ii: 𝐾cos (Φ−Α) 1+𝐾𝑐𝑜s (Φ−Α) .Sin (Φ−Α)Document7 pagesPhd Qualifying Exam - April 2020 Manufacturing Processes-Ii: 𝐾cos (Φ−Α) 1+𝐾𝑐𝑜s (Φ−Α) .Sin (Φ−Α)Mansingh YadavNo ratings yet
- Basics of GrindingDocument18 pagesBasics of GrindingmaulikgadaraNo ratings yet
- 1 s2.0 S089069550700154X MainDocument14 pages1 s2.0 S089069550700154X MainGautam KumarNo ratings yet
- Experimental and Numerical Study of Natural Convection Heat Transfer From Arrays of Zigzag FinsDocument14 pagesExperimental and Numerical Study of Natural Convection Heat Transfer From Arrays of Zigzag FinsMohammad ShahidNo ratings yet
- ABrasive FormulasDocument3 pagesABrasive FormulasjakimlmNo ratings yet
- Data Input Flowline Properties: Pipe Pipe Pipe 3Document12 pagesData Input Flowline Properties: Pipe Pipe Pipe 3Septian FirdausNo ratings yet
- Solid Slab Bridge Design Example 39 2015 - 1-3Document3 pagesSolid Slab Bridge Design Example 39 2015 - 1-3Hamlity SaintataNo ratings yet
- Appropriate Design Method Adopted For Single Point Cutting ToolDocument7 pagesAppropriate Design Method Adopted For Single Point Cutting ToolInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Table1. The Deposition Parameters of The As Prepared FilmsDocument3 pagesTable1. The Deposition Parameters of The As Prepared FilmsNader HemayaNo ratings yet
- Diez 2012Document11 pagesDiez 2012Pramod ANo ratings yet
- Useful Data From IS456 & Is-13920Document29 pagesUseful Data From IS456 & Is-13920MayurNo ratings yet
- Nontraditional Manufacturing Processes, MF 30604: Ultra Sonic Machining (USM)Document18 pagesNontraditional Manufacturing Processes, MF 30604: Ultra Sonic Machining (USM)Yogesh PrabhakarNo ratings yet
- Mill Power SAG MillsDocument7 pagesMill Power SAG MillsJheny MattaNo ratings yet
- Received 15 March 1978Document9 pagesReceived 15 March 1978Awadhesh RathiNo ratings yet
- Unit Operations in Mineral Processing: Prof. Rodrigo Serna and Dr. Robert Hartmann Spring 2019 Aalto UniversityDocument46 pagesUnit Operations in Mineral Processing: Prof. Rodrigo Serna and Dr. Robert Hartmann Spring 2019 Aalto UniversityEngineering Office ShahrakNo ratings yet
- RosinDocument15 pagesRosinManuelLentiNo ratings yet
- 2 2020 Hussain Ismaeel Chamkha ICHMTDocument11 pages2 2020 Hussain Ismaeel Chamkha ICHMTShafqat HussainNo ratings yet
- Comparison of GrindingDocument14 pagesComparison of Grindingzoidberg77No ratings yet
- Shear Strength and Dilatancy Behaviour of Sand - Tyre Chip MixturesDocument12 pagesShear Strength and Dilatancy Behaviour of Sand - Tyre Chip MixturesHassan GhanemNo ratings yet
- Sample Paper Anthe-2017Document4 pagesSample Paper Anthe-2017Bhumika DNo ratings yet
- Mini Belt Grinder Project Journal 3Document20 pagesMini Belt Grinder Project Journal 31DS19ME136-Shivam KumarNo ratings yet
- 1 s2.0 S0022489811000589 MainDocument12 pages1 s2.0 S0022489811000589 MainKevin HofmannNo ratings yet
- Differential Pressure Flow Element - DummyDocument4 pagesDifferential Pressure Flow Element - DummyPansawut WanitwanakornNo ratings yet
- Torsion Lab Manual (Short) PDFDocument7 pagesTorsion Lab Manual (Short) PDFDonnell FrancisNo ratings yet
- Numerical Simulation of Turbulent Flow and Heat Transfer ThoughDocument15 pagesNumerical Simulation of Turbulent Flow and Heat Transfer ThoughКирилл МаксимовNo ratings yet
- Fracture and Fatigue Is 2019 ClassDocument58 pagesFracture and Fatigue Is 2019 ClassTejaarka PiridiNo ratings yet
- Design and Manufacture of Prograssive To PDFDocument4 pagesDesign and Manufacture of Prograssive To PDFSubodh KumarNo ratings yet
- Constant H1Document19 pagesConstant H1alimontazer87No ratings yet
- R1 - Calculation Report of Waste Water Storage Tank - Bangchack BiofuelDocument12 pagesR1 - Calculation Report of Waste Water Storage Tank - Bangchack BiofuelPete Rueangchim100% (3)
- The Moisture Content Effect On Some Physical and MDocument10 pagesThe Moisture Content Effect On Some Physical and MJOSENo ratings yet
- Chaudhari 2010Document13 pagesChaudhari 2010VishnuShantanNo ratings yet
- Machine Design Data Book - MDD-II PDFDocument45 pagesMachine Design Data Book - MDD-II PDFThe BGPNo ratings yet
- Essential Words For The TOEFLDocument28 pagesEssential Words For The TOEFLpritam goleNo ratings yet
- Earthing Calculation Junpukur Rev 2Document7 pagesEarthing Calculation Junpukur Rev 2RABI SANKAR BANERJEENo ratings yet
- Angle of Nip PDFDocument11 pagesAngle of Nip PDFanasabdullah100% (1)
- Falling Film Evaporation An OverviewDocument11 pagesFalling Film Evaporation An OverviewZahraNo ratings yet
- Application of Dimensional Analysis To Selective Laser MeltingDocument8 pagesApplication of Dimensional Analysis To Selective Laser MeltingReza MNo ratings yet
- Symbols Description Symbols DescriptionDocument2 pagesSymbols Description Symbols Descriptiongaurav mauryaNo ratings yet
- D Liu-Shao2015 Article ANewDynamicModelForVibrationAnDocument23 pagesD Liu-Shao2015 Article ANewDynamicModelForVibrationAnVivek ParmarNo ratings yet
- ME - 32021 Chapter (I) Machining Processes and Machine Tools - PPTX (Repaired)Document23 pagesME - 32021 Chapter (I) Machining Processes and Machine Tools - PPTX (Repaired)WILYNo ratings yet
- Determination of Oxygen Permeability and Mechanical Properties of The Aluminium Paper FoilsDocument8 pagesDetermination of Oxygen Permeability and Mechanical Properties of The Aluminium Paper FoilsmuriloinnocentiniNo ratings yet
- NDT-Basic-FormulaeDocument3 pagesNDT-Basic-FormulaeJayeshNo ratings yet
- Earthing System Design Tool For Low Voltage InstallationsDocument43 pagesEarthing System Design Tool For Low Voltage InstallationsSayed Abo ElkhairNo ratings yet
- Simulation of Surface Generated in Abrasive Flow Machining ProcessDocument10 pagesSimulation of Surface Generated in Abrasive Flow Machining ProcessAbdullah Talha TuranNo ratings yet
- Power Transmission & Conveyor BeltsDocument16 pagesPower Transmission & Conveyor BeltsSumanth AttadaNo ratings yet
- King Buchas DUDocument53 pagesKing Buchas DUAilson CarnierNo ratings yet
- DTS - Air To Air Heat Exchanger Data SheetxlsDocument1 pageDTS - Air To Air Heat Exchanger Data SheetxlspawanroyalNo ratings yet
- Strength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresFrom EverandStrength of Materials and Structures: An Introduction to the Mechanics of Solids and StructuresRating: 4 out of 5 stars4/5 (1)
- Stresses in Pressure Vessel Design: Maximum Principal Stress TheoryDocument11 pagesStresses in Pressure Vessel Design: Maximum Principal Stress TheorybahmanNo ratings yet
- Fishburn 2007Document5 pagesFishburn 2007bahmanNo ratings yet
- Modelling Lead Creep in Water Pipe JointsDocument13 pagesModelling Lead Creep in Water Pipe JointsbahmanNo ratings yet
- Kalnins 2005Document8 pagesKalnins 2005bahmanNo ratings yet
- Stresses From Radial Loads and External Moments in Spherical Pressure VesselsDocument11 pagesStresses From Radial Loads and External Moments in Spherical Pressure VesselsbahmanNo ratings yet
- Unesco - Eolss Sample Chapters: Stress Classification in Pressure Vessels and PipingDocument7 pagesUnesco - Eolss Sample Chapters: Stress Classification in Pressure Vessels and PipingbahmanNo ratings yet
- Creep and Creep Fracture/damage Finite Element Modelling of Engineering Materials and Structures: An AddendumDocument12 pagesCreep and Creep Fracture/damage Finite Element Modelling of Engineering Materials and Structures: An AddendumbahmanNo ratings yet
- Creep Theory: Course ContentsDocument14 pagesCreep Theory: Course ContentsbahmanNo ratings yet
- Modeling and Simulation of Grinding Surface Topography Considering Wheel VibrationDocument2 pagesModeling and Simulation of Grinding Surface Topography Considering Wheel VibrationbahmanNo ratings yet
- On The Mechanics of The Grinding Process - Part I. Stochastic Nature of The Grinding ProcessDocument15 pagesOn The Mechanics of The Grinding Process - Part I. Stochastic Nature of The Grinding ProcessbahmanNo ratings yet
- Accepted Manuscript: Precision EngineeringDocument37 pagesAccepted Manuscript: Precision EngineeringbahmanNo ratings yet
- A New Approach To Development of A Grinding Force Model: M. YounisDocument8 pagesA New Approach To Development of A Grinding Force Model: M. YounisbahmanNo ratings yet
- Book Reviews: at Purdue Univ Library Tss On May 28, 2015 Downloaded FromDocument4 pagesBook Reviews: at Purdue Univ Library Tss On May 28, 2015 Downloaded FrombahmanNo ratings yet
- Theory - C1.1 Membrane Stress Equation - Solid Mechanics II1Document4 pagesTheory - C1.1 Membrane Stress Equation - Solid Mechanics II1bahmanNo ratings yet
- Inspection and Test Plan (ITP) For Spherical Storage Tanks: Dehloran Olefin PlantDocument9 pagesInspection and Test Plan (ITP) For Spherical Storage Tanks: Dehloran Olefin PlantbahmanNo ratings yet
- Average Shear Stress Yield Criterion and Its Application To Plastic Collapse Analysis of PipelinesDocument9 pagesAverage Shear Stress Yield Criterion and Its Application To Plastic Collapse Analysis of PipelinesbahmanNo ratings yet
- Elastic-Plastic Cylindrical Shell Under Axisymmetric Loading - Analytical SolutionDocument15 pagesElastic-Plastic Cylindrical Shell Under Axisymmetric Loading - Analytical SolutionbahmanNo ratings yet
- Baffle Design by Moss PDFDocument1 pageBaffle Design by Moss PDFbahmanNo ratings yet
- Heat Transfer and Temperature Distri-Butions in An Agitated Tank Equipped With Helical Ribbon ImpellerDocument8 pagesHeat Transfer and Temperature Distri-Butions in An Agitated Tank Equipped With Helical Ribbon ImpellerbahmanNo ratings yet
- Effect of Friction Factor On Barrelling in Elliptical Shaped Billets During Cold Upset ForgingDocument8 pagesEffect of Friction Factor On Barrelling in Elliptical Shaped Billets During Cold Upset ForgingbahmanNo ratings yet
- Ijems 18 (6) 416-424Document9 pagesIjems 18 (6) 416-424bahmanNo ratings yet
- MODULAR QUIZ - 35 - Hydraulics 2Document8 pagesMODULAR QUIZ - 35 - Hydraulics 2Cornelio J. FernandezNo ratings yet
- Professor Department of Mechanical Engineering Bangladesh University of Engineering & Technology (BUET) Dhaka-1000, BangladeshDocument3 pagesProfessor Department of Mechanical Engineering Bangladesh University of Engineering & Technology (BUET) Dhaka-1000, BangladeshLobo LoNo ratings yet
- Operating Manual: Technosys SystemsDocument7 pagesOperating Manual: Technosys SystemsJatin AcharyaNo ratings yet
- Sample Paper Grade 12 PhysicsDocument5 pagesSample Paper Grade 12 PhysicsRohan ChackoNo ratings yet
- 4-Electrical Machines-IIDocument128 pages4-Electrical Machines-IIBabul PratapNo ratings yet
- Chapter Two: Properties of Pure SubstancesDocument62 pagesChapter Two: Properties of Pure SubstancesColorgold BirlieNo ratings yet
- Development of 1D Turbomachinery Meanline Solver With Physics-Based Detailed Loss ModelsDocument4 pagesDevelopment of 1D Turbomachinery Meanline Solver With Physics-Based Detailed Loss ModelsBrahimABDNo ratings yet
- Japan Wind Power Association (JWPA)Document12 pagesJapan Wind Power Association (JWPA)The Big LebowskiNo ratings yet
- Pilot Operated Hung Diaphragm 1: Solenoid Valve 2/2 - NC (Normally Closed) G3/8Document2 pagesPilot Operated Hung Diaphragm 1: Solenoid Valve 2/2 - NC (Normally Closed) G3/8mogwai71No ratings yet
- Mitsubishi Power, Ltd. - Gas TurbinesDocument2 pagesMitsubishi Power, Ltd. - Gas TurbinesKR PANo ratings yet
- Power factor (cos φ and tan φ) : Fig. 5 Power triangle showing the effect ofDocument18 pagesPower factor (cos φ and tan φ) : Fig. 5 Power triangle showing the effect ofYusril AdrianNo ratings yet
- Dial o Gram 2610Document2 pagesDial o Gram 2610nascales0% (1)
- Two Types of Snake-Like Robots For Complex Environment Exploration: Design, Development, and ExperimentDocument15 pagesTwo Types of Snake-Like Robots For Complex Environment Exploration: Design, Development, and ExperimentEdwin BeltranNo ratings yet
- CV ApplicationsGuideDocument59 pagesCV ApplicationsGuidenewgenerationNo ratings yet
- Ee2353 Hve April May 2011Document3 pagesEe2353 Hve April May 2011padmajasivaNo ratings yet
- 09 Force Acceleration Methods 19 20Document50 pages09 Force Acceleration Methods 19 20Ibrahim HasanNo ratings yet
- Motion in Straight LineDocument28 pagesMotion in Straight LineSuresh ShahNo ratings yet
- 1.0 Features 2.0 Description: Digital PWM Current-Mode Controller For Quasi-Resonant OperationDocument20 pages1.0 Features 2.0 Description: Digital PWM Current-Mode Controller For Quasi-Resonant OperationMisael GonzalezNo ratings yet
- 3 Laws of MotionDocument3 pages3 Laws of MotionMarcPocongNo ratings yet
- Pile Capacity Calculation by SPT ValueDocument7 pagesPile Capacity Calculation by SPT ValueShane BondNo ratings yet
- Predicting Radiative Heat Uxes and Ammability Envelopes From Unintended Releases of HydrogenDocument16 pagesPredicting Radiative Heat Uxes and Ammability Envelopes From Unintended Releases of HydrogenNafees VakilNo ratings yet
- AbcDocument58 pagesAbcSaqeeb Shaikh100% (1)
- Principles of Thermodynamics NotesDocument12 pagesPrinciples of Thermodynamics NotesSaniya SohailNo ratings yet
- Termômetros Resistivos (Ex) - Thermo-Electra - GetpdfDocument3 pagesTermômetros Resistivos (Ex) - Thermo-Electra - GetpdfFábio LessaNo ratings yet
- Fluid StaticsDocument59 pagesFluid StaticsHelen AdugnaNo ratings yet
- Analysis On Multiple Combinations of Series Parallel Connections of Super Capacitors For Maximum Energy Transferring To Load in Minimum TimeDocument9 pagesAnalysis On Multiple Combinations of Series Parallel Connections of Super Capacitors For Maximum Energy Transferring To Load in Minimum TimeAkhilesh NimjeNo ratings yet
- Projectile MotionDocument11 pagesProjectile MotionShailendra ShuklaNo ratings yet
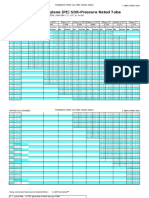
- Polyethylene (PE) SDR-Pressure Rated Tube: Friction Loss CharacteristicsDocument24 pagesPolyethylene (PE) SDR-Pressure Rated Tube: Friction Loss CharacteristicsqastroqNo ratings yet