You might also like
- Pytania Na Egzamin Dyplomowy Inż KMUDocument70 pagesPytania Na Egzamin Dyplomowy Inż KMUkubacygan555No ratings yet
- Podręcznik Tokarka v2. (14.05.2015)Document239 pagesPodręcznik Tokarka v2. (14.05.2015)Robert SumińskiNo ratings yet
- 5 BO Układy SensoryczneDocument7 pages5 BO Układy SensoryczneBartosz MiszczukNo ratings yet
- Współrzędnościowe Techniki PomiaroweDocument17 pagesWspółrzędnościowe Techniki PomiaroweTomasz WolakNo ratings yet
- gr.2 - Maszyny ManipulacyjneDocument2 pagesgr.2 - Maszyny Manipulacyjnejebaye8898No ratings yet
- Rozprawa Doktorska Krystian Erwinski - Optymalizacja Posuwu CNCDocument120 pagesRozprawa Doktorska Krystian Erwinski - Optymalizacja Posuwu CNCryziopNo ratings yet
- httpwww_bg_utp_edu_plartpe32009pe32009181190Document10 pageshttpwww_bg_utp_edu_plartpe32009pe32009181190dwd “VinciPL” XP04No ratings yet
- Silniki Elektryczne W PraktyceDocument6 pagesSilniki Elektryczne W PraktyceszapokNo ratings yet
- Tokarka NumerycznaDocument24 pagesTokarka NumerycznasensacjeNo ratings yet
- Czujniki I Układy Sensoryczne RobotDocument10 pagesCzujniki I Układy Sensoryczne RobotrobinhoodtoniejaNo ratings yet
- Acu DTRDocument31 pagesAcu DTRDorota Serafin-MateńkaNo ratings yet
- Moje OprDocument4 pagesMoje Oprb5655836No ratings yet
- Prezenta CJ A 398Document25 pagesPrezenta CJ A 398Ernest WoreczekNo ratings yet
- Maszyny SkrawająceDocument16 pagesMaszyny SkrawającerrqNo ratings yet
- Czujniki Predkosci Obrotowej SilnikaDocument7 pagesCzujniki Predkosci Obrotowej SilnikaSalisburNo ratings yet
- CnceDocument1 pageCnceMateusz LewandowskiNo ratings yet
- Nowak Karol Mikroprocesorowy 95 2018Document10 pagesNowak Karol Mikroprocesorowy 95 2018asfsfsafsafasNo ratings yet
- Adam Woźniak - Współrzędnościowa Technika PomiarowaDocument13 pagesAdam Woźniak - Współrzędnościowa Technika PomiarowasensacjeNo ratings yet
- 69 B Dindorf Wos 1Document5 pages69 B Dindorf Wos 1tetiana.burbaNo ratings yet
- 24 - Duer - Badanie CzujnikaDocument4 pages24 - Duer - Badanie CzujnikaJefersonNo ratings yet
- Enkodery Naprawa PDFDocument4 pagesEnkodery Naprawa PDFKrzysztof BondkaNo ratings yet
- Zagadnienia Na ZaliczenieDocument7 pagesZagadnienia Na ZaliczenieArtur MakowskiNo ratings yet
- Sterowanie Tolerujące Uszkodzenia (FTC) Na Bazie Sterowników PLC PDFDocument4 pagesSterowanie Tolerujące Uszkodzenia (FTC) Na Bazie Sterowników PLC PDFDejmien23No ratings yet
- W4B Programowanie - OsnDocument28 pagesW4B Programowanie - OsnNaukowyDrpNo ratings yet
- AVT2718Document3 pagesAVT2718CazzKazikNo ratings yet
- Zautomatyzowane Elastycznie Obrabiarki I Systemy ObrobkoweDocument14 pagesZautomatyzowane Elastycznie Obrabiarki I Systemy ObrobkowesensacjeNo ratings yet
- 15 Diagnostyka Czujników Prędkości I Położenia Wału Korbowego Oraz Wałka Rozrządu.Document2 pages15 Diagnostyka Czujników Prędkości I Położenia Wału Korbowego Oraz Wałka Rozrządu.tygrys575No ratings yet
- Atv31 ProgDocument77 pagesAtv31 ProgTomasz KmiecikNo ratings yet
- Pawletko Polanowski Ocena Przydatnosci DiagnostycznejDocument6 pagesPawletko Polanowski Ocena Przydatnosci DiagnostycznejDeeMeNNo ratings yet
- Digital ECU Tuner III Manual PDFDocument53 pagesDigital ECU Tuner III Manual PDFmoussadjee reshadNo ratings yet
- Installation guide for PRONUM 630TDocument40 pagesInstallation guide for PRONUM 630TkbacaNo ratings yet
- COROMANT-Dobor Narz I Param PDFDocument42 pagesCOROMANT-Dobor Narz I Param PDFEdward WhiteNo ratings yet
- BartnickiDocument8 pagesBartnickiAlgeoNo ratings yet
- MWG - Maszyny PomiaroweDocument24 pagesMWG - Maszyny PomiaroweAngelika ZiółkowskaNo ratings yet
- Manipulatory PLCDocument16 pagesManipulatory PLCAlgeoNo ratings yet
- Metoda Wyznaczenia TCP Narzędzia DLDocument6 pagesMetoda Wyznaczenia TCP Narzędzia DLlorinebogisichNo ratings yet
- Automatyka ACX36Document53 pagesAutomatyka ACX36amNo ratings yet
- Sterowanie Procesami Dyskretnymi Sterowanie Procesami DyskretnymiDocument48 pagesSterowanie Procesami Dyskretnymi Sterowanie Procesami DyskretnymiŁukasz MarzędaNo ratings yet
- MZC-300 Insobs v4.0Document36 pagesMZC-300 Insobs v4.0Krzysztof SawNo ratings yet
- Tensometryczny Przetwornik Typu Inkluzja Sztywna" Do Pomiaru Zmian Naprężeń W GórotworzeDocument8 pagesTensometryczny Przetwornik Typu Inkluzja Sztywna" Do Pomiaru Zmian Naprężeń W GórotworzeCuprum MagazineNo ratings yet
- Avia PrzekladnieDocument51 pagesAvia PrzekladnieAdrian StasiakNo ratings yet
- RE92 Instrukcja Obslugi Revk R1Document202 pagesRE92 Instrukcja Obslugi Revk R1asasNo ratings yet
- Ratajczyk Zaawansowane PAK 9bis 2007Document8 pagesRatajczyk Zaawansowane PAK 9bis 2007Angelika ZiółkowskaNo ratings yet
- Krotko I Na TematDocument13 pagesKrotko I Na TematErnest WoreczekNo ratings yet
- Ściąga Automatyka I RobotykaDocument6 pagesŚciąga Automatyka I RobotykaDamian DudłoNo ratings yet
- BaczekDocument6 pagesBaczeksuchar7sucharNo ratings yet
- Sterowanie SekwencyjneDocument22 pagesSterowanie Sekwencyjneagamacz13No ratings yet
- AVT1804Document3 pagesAVT1804Truck Bus ElectronicaNo ratings yet
- Pamięć Fotela-OpisDocument5 pagesPamięć Fotela-OpisAAA3242563No ratings yet
- Przyrządy Kontroli Zespołu Napędowego PDFDocument17 pagesPrzyrządy Kontroli Zespołu Napędowego PDFPiotrNo ratings yet
- Montaż Ukł Stycz Przełącznika GW TR Z Przek CzasDocument3 pagesMontaż Ukł Stycz Przełącznika GW TR Z Przek CzasRadosław SadlejNo ratings yet
- Motori SUS - Seminarski RadDocument15 pagesMotori SUS - Seminarski RadagrimoNo ratings yet
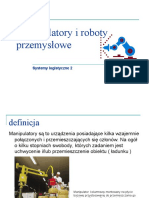
- 12 Manipulatory I Roboty PrzemysloweDocument31 pages12 Manipulatory I Roboty PrzemysloweMichał JanickiNo ratings yet
- Elektrohydrauliczne Wspomaganie Uk - Adu KierowniczegoDocument28 pagesElektrohydrauliczne Wspomaganie Uk - Adu KierowniczegoSalisburNo ratings yet
- Pytania Opracowane PumDocument12 pagesPytania Opracowane Pumflaming4321No ratings yet
- Sterowanie Silnikami KrokowymiDocument31 pagesSterowanie Silnikami KrokowymiŁukasz MarzędaNo ratings yet
- Diagnostyka Czujnikow W Pojazdach SamochodowychDocument22 pagesDiagnostyka Czujnikow W Pojazdach SamochodowychpodlesnaNo ratings yet
- 194 011 A EiT LUFT NOWOCIEN PIETRUSZCZAK 2Document5 pages194 011 A EiT LUFT NOWOCIEN PIETRUSZCZAK 2robinhoodtoniejaNo ratings yet
- 1 - Praca ZespołowaDocument25 pages1 - Praca ZespołowaaNo ratings yet
- Park Aktywności Fizycznej - Marina Fitnessu PDFDocument8 pagesPark Aktywności Fizycznej - Marina Fitnessu PDFaNo ratings yet
- Poliwęglan Właściwości: Poliwęglan Komorowy - Czym Jest I Gdzie Się Go Stosuje?Document2 pagesPoliwęglan Właściwości: Poliwęglan Komorowy - Czym Jest I Gdzie Się Go Stosuje?aNo ratings yet
- Karta TechnologDocument1 pageKarta TechnologaNo ratings yet
- Ertalyte Pet Pret Srednica 20 0mm Dlugosc 100cm BialyDocument1 pageErtalyte Pet Pret Srednica 20 0mm Dlugosc 100cm BialyaNo ratings yet
- Tokarki FukcjeDocument1 pageTokarki FukcjeaNo ratings yet
- Ertalyte Pet Pret Srednica 20 0mm Dlugosc 100cm BialyDocument1 pageErtalyte Pet Pret Srednica 20 0mm Dlugosc 100cm BialyaNo ratings yet
- Ertalyte Pet Pret Srednica 20 0mm Dlugosc 100cm BialyDocument1 pageErtalyte Pet Pret Srednica 20 0mm Dlugosc 100cm BialyaNo ratings yet
- Biznes Plan SilowniaDocument16 pagesBiznes Plan SilowniaaNo ratings yet
- Biznes Plan Uproszczony 2014-2020 Z Dnia 22 Czerwca 2017Document14 pagesBiznes Plan Uproszczony 2014-2020 Z Dnia 22 Czerwca 2017aNo ratings yet
- Biznes Plan Uproszczony 2014-2020 Z Dnia 22 Czerwca 2017Document14 pagesBiznes Plan Uproszczony 2014-2020 Z Dnia 22 Czerwca 2017aNo ratings yet
- Biznes Plan Uproszczony 2014-2020 Z Dnia 22 Czerwca 2017Document14 pagesBiznes Plan Uproszczony 2014-2020 Z Dnia 22 Czerwca 2017aNo ratings yet
- Biznes Plan Uproszczony 2014-2020 Z Dnia 22 Czerwca 2017Document14 pagesBiznes Plan Uproszczony 2014-2020 Z Dnia 22 Czerwca 2017aNo ratings yet
- Poliwęglan Właściwości: Poliwęglan Komorowy - Czym Jest I Gdzie Się Go Stosuje?Document2 pagesPoliwęglan Właściwości: Poliwęglan Komorowy - Czym Jest I Gdzie Się Go Stosuje?aNo ratings yet
- Skrypt 12 MeDocument13 pagesSkrypt 12 MeaNo ratings yet
- Ndigczas017194 1937 005 006Document36 pagesNdigczas017194 1937 005 006Nilka Ok100% (1)
- Calki MetodyDocument9 pagesCalki MetodyJakub JęśkowiakNo ratings yet
- Test Próbny (Odpowiedzi)Document6 pagesTest Próbny (Odpowiedzi)Michał GlondysNo ratings yet
- Kalendarz 2024Document1 pageKalendarz 2024Inférus AdvenæNo ratings yet
- Przemysł I Energetyka - Test Klasa IIIDocument3 pagesPrzemysł I Energetyka - Test Klasa IIIMaciek DąbrowskiNo ratings yet
- Bądź online. Twoja mocna strona WWW, która wyrazi Ciebie i Twój biznes.From EverandBądź online. Twoja mocna strona WWW, która wyrazi Ciebie i Twój biznes.No ratings yet
- SZTUCZNA INTELIGENCJA Zagrożenia dla Ludzkości: AI, Stany Zjednoczone, Chiny, Big Tech, Rozpoznawanie Twarzy, Drony, Smartfony, Internet rzeczy, 5G, Robotyka, Cybernetyka i Bio-cyfrowe programowanie społeczneFrom EverandSZTUCZNA INTELIGENCJA Zagrożenia dla Ludzkości: AI, Stany Zjednoczone, Chiny, Big Tech, Rozpoznawanie Twarzy, Drony, Smartfony, Internet rzeczy, 5G, Robotyka, Cybernetyka i Bio-cyfrowe programowanie społeczneNo ratings yet
- Proste podejście do SEO: Jak zrozumieć podstawy optymalizacji wyszukiwarek w prosty i praktyczny sposób poprzez niespecjalistyczną ścieżkę odkryć skierowaną do każdegoFrom EverandProste podejście do SEO: Jak zrozumieć podstawy optymalizacji wyszukiwarek w prosty i praktyczny sposób poprzez niespecjalistyczną ścieżkę odkryć skierowaną do każdegoNo ratings yet
- Diagnostyka i naprawa płyt głównych laptopów. Podstawy, metody, przykłady.From EverandDiagnostyka i naprawa płyt głównych laptopów. Podstawy, metody, przykłady.No ratings yet
- Blockchain: Zrozumienie i Zastosowania w Świecie Rzeczywistym: Jak Można Zastosować Blockchain w Twoim ŚwiecieFrom EverandBlockchain: Zrozumienie i Zastosowania w Świecie Rzeczywistym: Jak Można Zastosować Blockchain w Twoim ŚwiecieNo ratings yet
- AI w Biznesie: Praktyczny Przewodnik Stosowania Sztucznej Inteligencji w Różnych BranżachFrom EverandAI w Biznesie: Praktyczny Przewodnik Stosowania Sztucznej Inteligencji w Różnych BranżachNo ratings yet
- Zarabianie na ChatGPT — wykorzystaj moc sztucznej inteligencji: PolishFrom EverandZarabianie na ChatGPT — wykorzystaj moc sztucznej inteligencji: PolishNo ratings yet
- Objaśnienie Technologii Blockchain: Ostateczny Przewodnik Dla Początkujących O Portfelu Blockchain, Górnictwie, Bitcoinie, EthereumFrom EverandObjaśnienie Technologii Blockchain: Ostateczny Przewodnik Dla Początkujących O Portfelu Blockchain, Górnictwie, Bitcoinie, EthereumNo ratings yet
- Inwestowanie na Rynku NFT: Czerp Zyski z Połączenia NFT, Metawersum i Krypto GaminguFrom EverandInwestowanie na Rynku NFT: Czerp Zyski z Połączenia NFT, Metawersum i Krypto GaminguNo ratings yet
- New Addictions – od dopalaczy do portali społecznościowychFrom EverandNew Addictions – od dopalaczy do portali społecznościowychNo ratings yet
- Idea innowacyjnego wyszukiwania nieruchomości: bardzo proste pośrednictwo w wynajmie nieruchomości: Wyszukiwanie nieruchomości: skuteczne, proste i profesjonalne pośrednictwo w wynajmie nieruchomości za pośrednictwem innowacyjnego portalu dobierania odpowiednich nieruchomościFrom EverandIdea innowacyjnego wyszukiwania nieruchomości: bardzo proste pośrednictwo w wynajmie nieruchomości: Wyszukiwanie nieruchomości: skuteczne, proste i profesjonalne pośrednictwo w wynajmie nieruchomości za pośrednictwem innowacyjnego portalu dobierania odpowiednich nieruchomościNo ratings yet