You might also like
- The Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingFrom EverandThe Art of Welding: Practical Information and Useful Exercises for Oxyacetylene and Electric Arc WeldingNo ratings yet
- EASA Mod 7A BK 9 BrazingDocument75 pagesEASA Mod 7A BK 9 BrazingVasco M C SantosNo ratings yet
- The Art of Lead Burning: A practical treatise explaining the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatise explaining the apparatus and processesNo ratings yet
- Module 2 of 2 Basic Arc and Gas WeldingDocument13 pagesModule 2 of 2 Basic Arc and Gas WeldingFranzon MelecioNo ratings yet
- The Art of Lead Burning: A practical treatisening the apparatus and processesFrom EverandThe Art of Lead Burning: A practical treatisening the apparatus and processesNo ratings yet
- Die BondingDocument13 pagesDie BondingThanhMinhHaNo ratings yet
- Farm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalFrom EverandFarm and Workshop Welding: Everything You Need to Know to Weld, Cut, and Shape MetalRating: 4.5 out of 5 stars4.5/5 (3)
- Soldering and DesolderingDocument24 pagesSoldering and DesolderingMedley CharlesNo ratings yet
- Soldering Electronic Components 2nd EditionFrom EverandSoldering Electronic Components 2nd EditionRating: 3 out of 5 stars3/5 (2)
- WELDING FOR BEGINNERS - The Most Complete Easy-To-Follow Guide For Beginners To Learn How To Weld, Cut, and Shape Metal in No Time With Pictures and Useful Tips and TricksDocument97 pagesWELDING FOR BEGINNERS - The Most Complete Easy-To-Follow Guide For Beginners To Learn How To Weld, Cut, and Shape Metal in No Time With Pictures and Useful Tips and TricksSal Ot100% (1)
- Soldering and Brazing Handbook for Home Machinists: Practical Information and Useful Exercises for the Small ShopFrom EverandSoldering and Brazing Handbook for Home Machinists: Practical Information and Useful Exercises for the Small ShopRating: 5 out of 5 stars5/5 (1)
- Gas Welding Workshop ReportDocument12 pagesGas Welding Workshop ReportDuventhirenNo ratings yet
- Soldering electronic circuits: Beginner's guideFrom EverandSoldering electronic circuits: Beginner's guideRating: 4.5 out of 5 stars4.5/5 (9)
- Assemble Information SheetDocument18 pagesAssemble Information SheetLeon AtsilegnaveNo ratings yet
- Welding ProjectDocument10 pagesWelding ProjectSean LimNo ratings yet
- Solder JointsDocument8 pagesSolder JointsJhobhel Christopher GalivoNo ratings yet
- Kobel Co WELDING HAND BOOKDocument180 pagesKobel Co WELDING HAND BOOKans44155100% (1)
- Safety Guide for Welding & Gas CuttingDocument12 pagesSafety Guide for Welding & Gas CuttingSantanu Kumar SahuNo ratings yet
- 3welding AllDocument82 pages3welding AlljyothilalNo ratings yet
- Welding SopDocument7 pagesWelding Sopttdost0% (1)
- Guide to Basic SolderingDocument13 pagesGuide to Basic SolderingJean GrandeNo ratings yet
- Soldering Techniques Lecture Note NowDocument12 pagesSoldering Techniques Lecture Note NowOluwakayode JohnNo ratings yet
- Kobe Welding Handbook 2004Document183 pagesKobe Welding Handbook 2004Nasywafi AlyaNo ratings yet
- Sec11 SilverBrazing WebDocument8 pagesSec11 SilverBrazing Webdm1680No ratings yet
- Invertec v300 ProDocument40 pagesInvertec v300 ProJoaquim Morais100% (1)
- Welding InstructionsDocument12 pagesWelding Instructionsrahman asadiNo ratings yet
- How To Solder: What Is Soldering?Document11 pagesHow To Solder: What Is Soldering?Olive Joy GallemaNo ratings yet
- Arc Welding GuideDocument16 pagesArc Welding GuideMuhamad AimanNo ratings yet
- Safety in Work Place Safety in WeldingDocument25 pagesSafety in Work Place Safety in WeldingRahul SiwakotiNo ratings yet
- Applying Fuel Gas Welding (FGW) Processes and TechniquesDocument144 pagesApplying Fuel Gas Welding (FGW) Processes and TechniquesMuhit ChowdhuryNo ratings yet
- M2 - U2 - Introduction To Oxy-Acetylene WeldingDocument26 pagesM2 - U2 - Introduction To Oxy-Acetylene WeldingAravind Phoenix100% (2)
- Flextec ™ 450 CE: Operator'S ManualDocument32 pagesFlextec ™ 450 CE: Operator'S ManualLuis ErnestoNo ratings yet
- The Art and Science of Soldering: How We Do SolderingDocument3 pagesThe Art and Science of Soldering: How We Do SolderingchchuanNo ratings yet
- A Complete Guide On How To Solder ElectronicsDocument8 pagesA Complete Guide On How To Solder ElectronicsjackNo ratings yet
- The Oxyacetylene Process: Safe Practice and Accident AvoidanceDocument6 pagesThe Oxyacetylene Process: Safe Practice and Accident AvoidanceAsan IbrahimNo ratings yet
- Mod 7 Book 8 Sheet Metal Work PipelinesDocument71 pagesMod 7 Book 8 Sheet Metal Work Pipelinesranjit prasadNo ratings yet
- Eastwood Stitch Welder ManualDocument9 pagesEastwood Stitch Welder Manualb0beiiiNo ratings yet
- Test Paper TemplateDocument4 pagesTest Paper TemplateHabiba RanaNo ratings yet
- Invertec V250Document118 pagesInvertec V250Sergiu BadalutaNo ratings yet
- Invertec STT PDFDocument145 pagesInvertec STT PDFAltai OspanNo ratings yet
- Welding SafetyDocument43 pagesWelding Safetyjefmohd100% (3)
- How to Solder Electronic ComponentsDocument7 pagesHow to Solder Electronic ComponentsJohn Paolo AlvarezNo ratings yet
- Operation Manual Final PDFDocument35 pagesOperation Manual Final PDFAbraham FebruanoNo ratings yet
- Power Wave455m 10942 10957Document165 pagesPower Wave455m 10942 10957Jaime ArreolaNo ratings yet
- SolderingDocument7 pagesSolderingjitendrakitawatNo ratings yet
- Fleet Welding Intermediate SMAW Stick Welding V1 05092014Document70 pagesFleet Welding Intermediate SMAW Stick Welding V1 05092014Maxcy LeoNo ratings yet
- WELD-PAK 3200HD: Operators ManualDocument48 pagesWELD-PAK 3200HD: Operators ManualTriple SawyerNo ratings yet
- Mce516 Lecture Note 3Document70 pagesMce516 Lecture Note 3Edward JNo ratings yet
- 03 - Fusion WeldingDocument7 pages03 - Fusion WeldingRADHAKRISHNAN PNo ratings yet
- 400as 50Document24 pages400as 50vinwin198667% (3)
- Engineering Booklet QuestionsDocument9 pagesEngineering Booklet QuestionsCosmin CretuNo ratings yet
- VRTEX 360 Virtual Welding TrainerDocument65 pagesVRTEX 360 Virtual Welding TrainerMarius PopaNo ratings yet
- Internship ReportDocument28 pagesInternship ReportSobia Jamil100% (3)
- Metal Cutting and JointngDocument27 pagesMetal Cutting and JointngKc KhadanandaNo ratings yet
- What You Always Wanted To Know About Wave Soldering But Were Afraid To AskDocument43 pagesWhat You Always Wanted To Know About Wave Soldering But Were Afraid To Asksmtdrkd100% (4)
- Ronch 160arc DV 200arc DV User Manual PDFDocument36 pagesRonch 160arc DV 200arc DV User Manual PDFHenry JaraNo ratings yet
- Learn Oxy-Fuel Cutting FundamentalsDocument14 pagesLearn Oxy-Fuel Cutting Fundamentalskevin mundaNo ratings yet
- WELD-5 Beginner Welding Mistakes - Beginner Welding GuideDocument10 pagesWELD-5 Beginner Welding Mistakes - Beginner Welding GuidepeterNo ratings yet
- Best Practices Manual1Document23 pagesBest Practices Manual1Lab ThermoNo ratings yet
- Manuale Saldatura WellerDocument0 pagesManuale Saldatura WellerTorero CamomilloNo ratings yet
- Finite Element Analysis (FEA) Software MarketDocument3 pagesFinite Element Analysis (FEA) Software Marketsurendra choudharyNo ratings yet
- MJP Rate Schedule for Water Supply Pipeline ProjectDocument6 pagesMJP Rate Schedule for Water Supply Pipeline ProjectJalal TamboliNo ratings yet
- Analisis Hasil Led Pada Jam Pertama Dan Jam KeduaDocument11 pagesAnalisis Hasil Led Pada Jam Pertama Dan Jam KeduavirafutmainnarNo ratings yet
- Historical Background of The SchoolDocument2 pagesHistorical Background of The SchoolJoel Daen50% (2)
- Gen Z WhitepaperDocument13 pagesGen Z Whitepaperjurgute2000No ratings yet
- Akuntansi Keuangan Lanjutan - Akuntansi Penggabungan UsahaDocument67 pagesAkuntansi Keuangan Lanjutan - Akuntansi Penggabungan UsahachendyNo ratings yet
- From Birth Till Palatoplasty Prosthetic.20Document5 pagesFrom Birth Till Palatoplasty Prosthetic.20Maria FernandaNo ratings yet
- Sample Resume For HRDocument2 pagesSample Resume For HRnapinnvoNo ratings yet
- ATI, West Bengal: ATI Training Management Information SystemDocument11 pagesATI, West Bengal: ATI Training Management Information SystemNarayanaNo ratings yet
- Data Sheet Ads1292rDocument69 pagesData Sheet Ads1292rKaha SyawalNo ratings yet
- Prob StatDocument1 pageProb StatSerenity VertesNo ratings yet
- 337 686 1 SMDocument8 pages337 686 1 SMK61 ĐOÀN HỒ GIA HUYNo ratings yet
- Recipe of Medical AirDocument13 pagesRecipe of Medical AirMd. Rokib ChowdhuryNo ratings yet
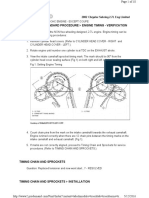
- 02+sebring+2.7+timing+chainDocument10 pages02+sebring+2.7+timing+chainMaushil Salman MarkNo ratings yet
- Familiarization With Apparatus and Equipment Used in Testing of MaterialsDocument5 pagesFamiliarization With Apparatus and Equipment Used in Testing of MaterialsEmanoAce33% (6)
- Mordaunt Short ms907w User ManualDocument12 pagesMordaunt Short ms907w User ManualiksspotNo ratings yet
- MIT LL. Target Radar Cross Section (RCS)Document45 pagesMIT LL. Target Radar Cross Section (RCS)darin koblickNo ratings yet
- Student quiz answer sheetsDocument26 pagesStudent quiz answer sheetsSeverus S PotterNo ratings yet
- Sax AltoDocument2 pagesSax AltoJohnny GervasioNo ratings yet
- Large Generators WEBDocument16 pagesLarge Generators WEBMaycon MaranNo ratings yet
- (MATH1013) (2016) (F) Midterm Wsuab 41338Document9 pages(MATH1013) (2016) (F) Midterm Wsuab 41338陳希程No ratings yet
- Literature Review On Waste Management in NigeriaDocument9 pagesLiterature Review On Waste Management in NigeriajzneaqwgfNo ratings yet
- Philippine Christian University Graduate School of Business and Management Integrated Syllabi ModuleDocument5 pagesPhilippine Christian University Graduate School of Business and Management Integrated Syllabi ModuleRoselle Anne Luna GuatatoNo ratings yet
- HackSpace - June 2021Document116 pagesHackSpace - June 2021Somnath100% (1)
- Online test series analysis reportDocument17 pagesOnline test series analysis reportchetan kapoorNo ratings yet
- Sustainability - Research PaperDocument18 pagesSustainability - Research PapermrigssNo ratings yet
- Diagnosing and Managing Acute and Chronic SinusitisDocument14 pagesDiagnosing and Managing Acute and Chronic SinusitisAnonymous y3TIOwX8100% (1)
- E-Way BillDocument1 pageE-Way BillShriyans DaftariNo ratings yet
- 01 - Narmada M PhilDocument200 pages01 - Narmada M PhilafaceanNo ratings yet
- New Age Int. Publication Civil EngineeringDocument28 pagesNew Age Int. Publication Civil EngineeringLove SharmaNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- How to Teach Nature Journaling: Curiosity, Wonder, AttentionFrom EverandHow to Teach Nature Journaling: Curiosity, Wonder, AttentionRating: 4.5 out of 5 stars4.5/5 (3)
- A-level Biology Revision: Cheeky Revision ShortcutsFrom EverandA-level Biology Revision: Cheeky Revision ShortcutsRating: 5 out of 5 stars5/5 (5)
- How to Think Like a Lawyer--and Why: A Common-Sense Guide to Everyday DilemmasFrom EverandHow to Think Like a Lawyer--and Why: A Common-Sense Guide to Everyday DilemmasRating: 3 out of 5 stars3/5 (1)
- Lower Secondary Science Workbook: Stage 8From EverandLower Secondary Science Workbook: Stage 8Rating: 5 out of 5 stars5/5 (1)
- Simple STEAM: 50+ Science Technology Engineering Art and Math Activities for Ages 3 to 6From EverandSimple STEAM: 50+ Science Technology Engineering Art and Math Activities for Ages 3 to 6No ratings yet
- Quantum Physics for Beginners: Simple Illustrated Guide to Discover with Practical Explanations the Paradoxes of the Life and Universe Reconsidering RealityFrom EverandQuantum Physics for Beginners: Simple Illustrated Guide to Discover with Practical Explanations the Paradoxes of the Life and Universe Reconsidering RealityRating: 2 out of 5 stars2/5 (1)
- A-Level Chemistry Revision: Cheeky Revision ShortcutsFrom EverandA-Level Chemistry Revision: Cheeky Revision ShortcutsRating: 4 out of 5 stars4/5 (5)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Making and Tinkering With STEM: Solving Design Challenges With Young ChildrenFrom EverandMaking and Tinkering With STEM: Solving Design Challenges With Young ChildrenNo ratings yet
- Cool Science Experiments for Kids | Science and Nature for KidsFrom EverandCool Science Experiments for Kids | Science and Nature for KidsNo ratings yet
- Science Action Labs Science Fun: Activities to Encourage Students to Think and Solve ProblemsFrom EverandScience Action Labs Science Fun: Activities to Encourage Students to Think and Solve ProblemsNo ratings yet
- Stay Curious and Keep Exploring: 50 Amazing, Bubbly, and Creative Science Experiments to Do with the Whole FamilyFrom EverandStay Curious and Keep Exploring: 50 Amazing, Bubbly, and Creative Science Experiments to Do with the Whole FamilyNo ratings yet
- On Teaching Science: Principles and Strategies That Every Educator Should KnowFrom EverandOn Teaching Science: Principles and Strategies That Every Educator Should KnowRating: 4 out of 5 stars4/5 (2)
- GCSE Biology Revision: Cheeky Revision ShortcutsFrom EverandGCSE Biology Revision: Cheeky Revision ShortcutsRating: 4.5 out of 5 stars4.5/5 (2)
- Little Rocks & Small Minerals! | Rocks And Mineral Books for Kids | Children's Rocks & Minerals BooksFrom EverandLittle Rocks & Small Minerals! | Rocks And Mineral Books for Kids | Children's Rocks & Minerals BooksRating: 4 out of 5 stars4/5 (1)