You might also like
- Piping Design Guide for PumpsDocument58 pagesPiping Design Guide for PumpsSkr9143 Shiv100% (1)
- Design and Performance Curve Generation by CFD Analysis of Centrifugal PumpDocument10 pagesDesign and Performance Curve Generation by CFD Analysis of Centrifugal Pumpبلال بن عميرهNo ratings yet
- Kolkata Pump Case Study 1 Cavitation ResistanceDocument11 pagesKolkata Pump Case Study 1 Cavitation ResistanceManimala MahatoNo ratings yet
- What Is New in API 610 11th EdDocument6 pagesWhat Is New in API 610 11th EdAnonymous 1XHScfCINo ratings yet
- 76 79Document4 pages76 79kirivNo ratings yet
- Study of The Flow in Centrifugal CompressorDocument12 pagesStudy of The Flow in Centrifugal CompressorWaqas AhmedNo ratings yet
- Hydraulic Piston Pump in Civil Aircraft: Current Status, Future Directions and Critical TechnologiesDocument15 pagesHydraulic Piston Pump in Civil Aircraft: Current Status, Future Directions and Critical TechnologiesVijet BhandiwadNo ratings yet
- Optimization of Base Frame of MultistageDocument4 pagesOptimization of Base Frame of MultistageAbderrahim AbarayNo ratings yet
- Design and Analysis of Mixed Flow Pump ImpellerDocument5 pagesDesign and Analysis of Mixed Flow Pump ImpellerEditor IJTSRDNo ratings yet
- Analysis of Piston of Two Stroke Engine: June 2014Document8 pagesAnalysis of Piston of Two Stroke Engine: June 2014Pratheep SekarNo ratings yet
- Influence of Impeller Diameter On The Performance of Centrifugal PumpsDocument11 pagesInfluence of Impeller Diameter On The Performance of Centrifugal PumpsKamendra KumarNo ratings yet
- Selecting The Best Slurry Pump For Specific Operating ConditionsDocument9 pagesSelecting The Best Slurry Pump For Specific Operating ConditionssmendozaNo ratings yet
- Review of Design and Other Parameters For Pump Selection - Part 1Document5 pagesReview of Design and Other Parameters For Pump Selection - Part 14114018No ratings yet
- Worm Gearbox Bearing Life PredictionDocument6 pagesWorm Gearbox Bearing Life Predictionhangmann169No ratings yet
- Analysis of Reciprocating Compressor ValveDocument9 pagesAnalysis of Reciprocating Compressor ValveIJRASETPublicationsNo ratings yet
- Simulador Qrod v3 para Bombeo MecanicoDocument3 pagesSimulador Qrod v3 para Bombeo MecanicobeymarNo ratings yet
- Hydraulic Piston Pump in Civil Aircraft Current Statu - 2020 - Chinese JournalDocument15 pagesHydraulic Piston Pump in Civil Aircraft Current Statu - 2020 - Chinese JournalPhạm ThiênNo ratings yet
- Supervisión Tremendo - PCPDocument17 pagesSupervisión Tremendo - PCPmanuel cabarcasNo ratings yet
- Pump Care ManualDocument3 pagesPump Care ManualGerencia Rigar Colombia SASNo ratings yet
- Elsiver Paper #2 PDFDocument9 pagesElsiver Paper #2 PDFSiva NarayanaNo ratings yet
- Study On Design of Casing of Steam TurbineDocument3 pagesStudy On Design of Casing of Steam Turbinesevero97No ratings yet
- 52-56Document5 pages52-56Aswin KarthickNo ratings yet
- 1242-Article Text-3448-1-10-20191209Document6 pages1242-Article Text-3448-1-10-20191209Arif FuadiantoNo ratings yet
- EM 1110-3-173 - Sanitary and Industrial Waste Water Pumping - Mobilization Construction - WebDocument38 pagesEM 1110-3-173 - Sanitary and Industrial Waste Water Pumping - Mobilization Construction - WebPDHLibraryNo ratings yet
- Performance and Analysis of Newly Designed Pump SeatingDocument33 pagesPerformance and Analysis of Newly Designed Pump SeatingaisyahNo ratings yet
- Analysis and Performance of Centrifugal Pump ImpellerDocument7 pagesAnalysis and Performance of Centrifugal Pump ImpellerMarcelo MachadoNo ratings yet
- LUF617 - DW - 8Hx11 - F Gas WellDocument10 pagesLUF617 - DW - 8Hx11 - F Gas WellJosé TimanáNo ratings yet
- Rod Pump& PCPDocument17 pagesRod Pump& PCPsouthliNo ratings yet
- Advanced Engineering Maximizes Efficiency and MTBR of Descaling PumpsDocument6 pagesAdvanced Engineering Maximizes Efficiency and MTBR of Descaling PumpsJJNo ratings yet
- Industrial Centrifugal Compressors Design Validation, Using Rapid Method Evolutionary Algorithms To Predict Map Characteristics EvaluationDocument12 pagesIndustrial Centrifugal Compressors Design Validation, Using Rapid Method Evolutionary Algorithms To Predict Map Characteristics EvaluationMustafa AliosmanoğluNo ratings yet
- CFD Analysis of Mixed Flow Impeller: Neelambika, VeerbhadrappaDocument7 pagesCFD Analysis of Mixed Flow Impeller: Neelambika, VeerbhadrappaAnilNo ratings yet
- CFD Analysis of Centrifugal Pump DesignDocument10 pagesCFD Analysis of Centrifugal Pump DesignSsheshan PugazhendhiNo ratings yet
- Modular Pump Skid Design Case StudyDocument5 pagesModular Pump Skid Design Case StudyMukesh ShettyNo ratings yet
- Damping HoleDocument11 pagesDamping HoleMurali K oe16d017No ratings yet
- Piping Stress AnalysisDocument16 pagesPiping Stress Analysischikimkong80% (5)
- Specification of Pumps For Stationary Fire Fighting InstallationsDocument14 pagesSpecification of Pumps For Stationary Fire Fighting InstallationsVaibhav Sawant100% (2)
- Energies 15 04266Document19 pagesEnergies 15 04266CHAVHAN NAYANNo ratings yet
- Optimised Pump RoutingDocument6 pagesOptimised Pump RoutingDhanushNo ratings yet
- Papaer Metalurgia Del BarrilDocument8 pagesPapaer Metalurgia Del BarrilRichard More LeonNo ratings yet
- Ensuring integrally-geared-compressor-reliability-API-617Document12 pagesEnsuring integrally-geared-compressor-reliability-API-617AbhijitNo ratings yet
- BB3 Catalogue 2015Document8 pagesBB3 Catalogue 2015nima hasanzadehNo ratings yet
- Mock Up of Tube To Tubesheet Joints in Shell and Tube Heat ExchangersDocument4 pagesMock Up of Tube To Tubesheet Joints in Shell and Tube Heat ExchangersBaher ElsheikhNo ratings yet
- Manual de ZB400Document35 pagesManual de ZB400marthos ericson muñoz castilloNo ratings yet
- Centrifugal PumpDocument3 pagesCentrifugal PumpJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Ijser: Parameters Influencing Connecting Rod: A ReviewDocument9 pagesIjser: Parameters Influencing Connecting Rod: A ReviewNurul'Ain Haniyun Mohamad FodziNo ratings yet
- Gouveia 2015Document15 pagesGouveia 2015Alexandre MartinsNo ratings yet
- Centrifugal Pump For Water ServiceDocument37 pagesCentrifugal Pump For Water ServiceAbdus Saboor KhalidNo ratings yet
- Stress Analysis of Mast Structure For Water-Well Drilling MachineDocument8 pagesStress Analysis of Mast Structure For Water-Well Drilling MachineBruno Santos100% (1)
- Design and Performance Prediction of Liquid Nitrogen Booster Pump For 80 Kelvin Thermal Shield Using CAE ToolsDocument3 pagesDesign and Performance Prediction of Liquid Nitrogen Booster Pump For 80 Kelvin Thermal Shield Using CAE ToolsKOWSHIK 4310No ratings yet
- A05. Water Circulating Pumps For Phase IV in Track Change Mode With Base of Phase III (With2 Option)Document15 pagesA05. Water Circulating Pumps For Phase IV in Track Change Mode With Base of Phase III (With2 Option)Hemanti SharmaNo ratings yet
- Curriculum Vitae: P.SathiyaprabhuDocument7 pagesCurriculum Vitae: P.SathiyaprabhusubNo ratings yet
- Design and Analysis of Skid Frame For Pumping StationDocument6 pagesDesign and Analysis of Skid Frame For Pumping StationtizioNo ratings yet
- Peristaltic Pump Design ParametersDocument4 pagesPeristaltic Pump Design ParametersPrajwal WakhareNo ratings yet
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineFrom EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineRating: 5 out of 5 stars5/5 (1)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsFrom EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsRating: 4.5 out of 5 stars4.5/5 (10)
- Sucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingFrom EverandSucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingRating: 5 out of 5 stars5/5 (9)
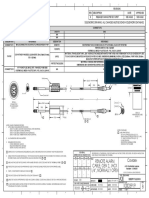
- Usb Cable, Type B X1: Component DescriptionDocument1 pageUsb Cable, Type B X1: Component DescriptionAhmed ShawkiNo ratings yet
- Revisions: Notes: Unless Otherwise SpecifiedDocument2 pagesRevisions: Notes: Unless Otherwise SpecifiedAhmed ShawkiNo ratings yet
- Security Label Material Details: RevisionsDocument1 pageSecurity Label Material Details: RevisionsAhmed ShawkiNo ratings yet
- Specification:: A Release/Change Per Eco-R224554Document1 pageSpecification:: A Release/Change Per Eco-R224554Ahmed ShawkiNo ratings yet
- Specification:: A Release/Change Per Eco-R224554Document1 pageSpecification:: A Release/Change Per Eco-R224554zizouhicheNo ratings yet
- R/A Cable, Gen2, BLK Plastic Conn: FerriteDocument1 pageR/A Cable, Gen2, BLK Plastic Conn: FerriteAhmed ShawkiNo ratings yet
- LBL Product Id 3 X 1: RevisionsDocument2 pagesLBL Product Id 3 X 1: RevisionsAhmed ShawkiNo ratings yet
- Specification:: Bag, 8 X 10, ProtectiveDocument1 pageSpecification:: Bag, 8 X 10, ProtectiveNguyễn LucyNo ratings yet
- Pb500 Series Battery Tab, Extraction,: 10100902 ASSEMBLYDocument1 pagePb500 Series Battery Tab, Extraction,: 10100902 ASSEMBLYAhmed ShawkiNo ratings yet
- Blower Driver PCBA BOMDocument6 pagesBlower Driver PCBA BOMzizouhicheNo ratings yet
- 1/4", NORMALLY Remote Alarm Cable, Gen 2, JackDocument1 page1/4", NORMALLY Remote Alarm Cable, Gen 2, JackAhmed ShawkiNo ratings yet
- 1/4", Normally Open Cable, Gen 2, Jack Remote AlarmDocument1 page1/4", Normally Open Cable, Gen 2, Jack Remote AlarmAhmed ShawkiNo ratings yet
- Permissive License Open VentilatorDocument3 pagesPermissive License Open VentilatorborrellanoNo ratings yet
- Permissive License Open VentilatorDocument3 pagesPermissive License Open VentilatorborrellanoNo ratings yet
- PT00057819A00 Fixture, PB500 FRU Battery Assembly AidDocument1 pagePT00057819A00 Fixture, PB500 FRU Battery Assembly AidAhmed ShawkiNo ratings yet
- Pb540 Dual Bag: See PG 5/15 Part #2967200-BDocument15 pagesPb540 Dual Bag: See PG 5/15 Part #2967200-BzizouhicheNo ratings yet
- Notes: 1. 2. Solder Wire To USB GND Contact 3. Part/Component To Be Rohs CompliantDocument1 pageNotes: 1. 2. Solder Wire To USB GND Contact 3. Part/Component To Be Rohs CompliantAhmed ShawkiNo ratings yet
- 10025024C00 - Exhalation Control Valve Hardware Specification, PB 540Document6 pages10025024C00 - Exhalation Control Valve Hardware Specification, PB 540Ahmed ShawkiNo ratings yet
- 10025027e00 - Turbine Box Hardware Specification, PB 540Document7 pages10025027e00 - Turbine Box Hardware Specification, PB 540Ahmed ShawkiNo ratings yet
- Powersupplyboard-Tantalumless BomDocument40 pagesPowersupplyboard-Tantalumless BomAhmed ShawkiNo ratings yet
- 10025029e00 - Power Board Requirements Specification, PB 540Document19 pages10025029e00 - Power Board Requirements Specification, PB 540بدرالدين بن خليفةNo ratings yet
- Turbine Control Board SpecificationDocument8 pagesTurbine Control Board SpecificationAhmed ShawkiNo ratings yet
- Detail C-C Scale 2: 1: Cpu CardDocument1 pageDetail C-C Scale 2: 1: Cpu CardAhmed ShawkiNo ratings yet
- 10025029e00 - Power Board Requirements Specification, PB 540Document19 pages10025029e00 - Power Board Requirements Specification, PB 540بدرالدين بن خليفةNo ratings yet
- 3832100F00 - Software Reference Drawing PB540 Power SupplyDocument4 pages3832100F00 - Software Reference Drawing PB540 Power SupplyAhmed ShawkiNo ratings yet
- Turbine Control Board SpecificationDocument8 pagesTurbine Control Board SpecificationAhmed ShawkiNo ratings yet
- CPU Card BOM DetailsDocument30 pagesCPU Card BOM DetailsAhmed ShawkiNo ratings yet
- 10025027e00 - Turbine Box Hardware Specification, PB 540Document7 pages10025027e00 - Turbine Box Hardware Specification, PB 540Ahmed ShawkiNo ratings yet
- Permissive License Open VentilatorDocument3 pagesPermissive License Open VentilatorborrellanoNo ratings yet
- 10025029e00 - Power Board Requirements Specification, PB 540Document19 pages10025029e00 - Power Board Requirements Specification, PB 540بدرالدين بن خليفةNo ratings yet
- Sakurai 1997 PDFDocument8 pagesSakurai 1997 PDFMatiasNavarroQuilodránNo ratings yet
- HL 40 InsulationDocument2 pagesHL 40 InsulationSky MoonNo ratings yet
- Charcterization of Facial Tissue SoftnessDocument16 pagesCharcterization of Facial Tissue Softnessandy981No ratings yet
- FTM - HFV Frame Anchor - Complete VersionDocument6 pagesFTM - HFV Frame Anchor - Complete VersionTuấn Anh NguyễnNo ratings yet
- Stress Force F Area A: LasticityDocument6 pagesStress Force F Area A: LasticityLalunio Catapang JayveeNo ratings yet
- Design Calculations: For Steel StructureDocument46 pagesDesign Calculations: For Steel Structurethiện50% (2)
- 6 Session-2B-Allison-WP18-C4-1323 - FinalDocument24 pages6 Session-2B-Allison-WP18-C4-1323 - FinalAENo ratings yet
- 2925 Modeling of Anhydrite Swelling With FlacDocument9 pages2925 Modeling of Anhydrite Swelling With Flacjmhs31No ratings yet
- Concresive 1438 AseanDocument2 pagesConcresive 1438 Aseanapi-283891975No ratings yet
- Saving Pure Polypropylene Through Mechanical Recycling For Material Value ConservationDocument4 pagesSaving Pure Polypropylene Through Mechanical Recycling For Material Value ConservationSaikat BanerjeeNo ratings yet
- LITERATUREDocument27 pagesLITERATUREArun VNo ratings yet
- Strength Failure Modes Sandwich StructuresDocument6 pagesStrength Failure Modes Sandwich StructuresPrudvi Krishna MaladiNo ratings yet
- Composite Bridge Design PDFDocument50 pagesComposite Bridge Design PDFAminNo ratings yet
- Technical Manual: Made inDocument96 pagesTechnical Manual: Made inarhivojkanNo ratings yet
- Cantilever Retaining Wall ExampleDocument10 pagesCantilever Retaining Wall ExampleReab SimanthNo ratings yet
- D2105Document6 pagesD2105Mario LunaNo ratings yet
- 68407-Ch 03 PDFDocument12 pages68407-Ch 03 PDFBrian ReichelNo ratings yet
- Engineering Materials - Module 2Document5 pagesEngineering Materials - Module 2Albert Cereno SerranoNo ratings yet
- Influence of High Cutting SpeedsDocument114 pagesInfluence of High Cutting SpeedsNakarin X SumavongNo ratings yet
- Is 1570 2 1 1979Document23 pagesIs 1570 2 1 1979harshal161987No ratings yet
- 2.AISC-Beam DesignDocument85 pages2.AISC-Beam Designtekla gom-lua groupNo ratings yet
- Me6503 Dme023Document4 pagesMe6503 Dme023Bakkiya RajNo ratings yet
- Chap 4a PDFDocument25 pagesChap 4a PDFBolWolNo ratings yet
- Astm c297Document8 pagesAstm c297Lucero Ponce de LeónNo ratings yet
- Dokumen - Pub - Fatigue Durability and Fracture Mechanics Proceedings of Fatigue Durability India 2019 1st Ed 9789811547782 9789811547799Document645 pagesDokumen - Pub - Fatigue Durability and Fracture Mechanics Proceedings of Fatigue Durability India 2019 1st Ed 9789811547782 9789811547799nestorNo ratings yet
- Paper - Numerical Analysis of Buried PipesDocument22 pagesPaper - Numerical Analysis of Buried Pipeswebs.usuarioNo ratings yet
- FHWA-shallow FoundationDocument297 pagesFHWA-shallow FoundationENGIDA100% (1)
- COSTE53 ConferenceWarsaw Presentations All PDFDocument178 pagesCOSTE53 ConferenceWarsaw Presentations All PDFHrvoje AndrićNo ratings yet
- Strength of Material Question BaksDocument33 pagesStrength of Material Question Bakssom_bs79No ratings yet
- Final PDFDocument69 pagesFinal PDFKenneth CabarNo ratings yet