You might also like
- The Art of Violin Making 80Document8 pagesThe Art of Violin Making 80Aurelio AurelinoNo ratings yet
- Deep Cleaning Checklist TemplateDocument3 pagesDeep Cleaning Checklist TemplateHor Edward50% (2)
- RS CNC Mechanical Manual Assembly-1Document117 pagesRS CNC Mechanical Manual Assembly-1Pedro MartinhoNo ratings yet
- Amelyse Arroyo-SeniorProjectDocument46 pagesAmelyse Arroyo-SeniorProjectYves TailleferNo ratings yet
- Canting KeelDocument7 pagesCanting KeelrafaelcaseiroNo ratings yet
- Meningitis: Review ArticleDocument19 pagesMeningitis: Review ArticleYo Me100% (1)
- Path15R SManualDocument8 pagesPath15R SManualSteve Dallman0% (1)
- BluestemLowMandoPlanFree PDFDocument1 pageBluestemLowMandoPlanFree PDFRoberthe NichanNo ratings yet
- CS3 Mods PDFDocument6 pagesCS3 Mods PDFAnonymous LgJH9UE2jNo ratings yet
- Inquiry Into Amphibious Screw TractionDocument23 pagesInquiry Into Amphibious Screw TractionparchedwhaleNo ratings yet
- Saep 414 PDFDocument10 pagesSaep 414 PDFRami Elloumi100% (2)
- I 5342 PDFDocument20 pagesI 5342 PDFSamuel David CastilloTorresNo ratings yet
- How To Build High Efficiency Low Cost InverterDocument7 pagesHow To Build High Efficiency Low Cost Invertermaster chibuking100% (1)
- Como Trabalhar Com Goca-LacaDocument26 pagesComo Trabalhar Com Goca-LacaThiago MadureiraNo ratings yet
- Sony STR d615Document41 pagesSony STR d615zlrigNo ratings yet
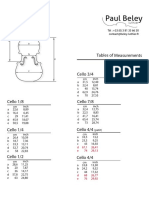
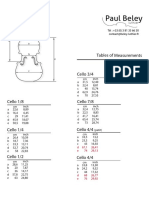
- TablesofMesuresPBeleyCello PDFDocument1 pageTablesofMesuresPBeleyCello PDFClaudio MariniNo ratings yet
- Making A Violin NutDocument33 pagesMaking A Violin NutJuan FernandezNo ratings yet
- Triple CNC MachineDocument27 pagesTriple CNC MachineLeonardo Nicolas Paez100% (1)
- Bow Frog RepairDocument24 pagesBow Frog RepairMario Viola100% (1)
- Clean Boost For GuitarDocument3 pagesClean Boost For Guitar大石 真義No ratings yet
- PollensDocument13 pagesPollensAdam AcostaNo ratings yet
- U.S. Pat. 9,601,100, Magnetic Pickup With External Tone Shaper (Noiseless), March 21, 2017.Document44 pagesU.S. Pat. 9,601,100, Magnetic Pickup With External Tone Shaper (Noiseless), March 21, 2017.Duane BlakeNo ratings yet
- Artikel 1987 12 Stradivari Antonio Servais PDFDocument7 pagesArtikel 1987 12 Stradivari Antonio Servais PDFRodolfo MinhotoNo ratings yet
- Resonator Guitar Kit: Assembly InstructionsDocument32 pagesResonator Guitar Kit: Assembly InstructionstazzorroNo ratings yet
- Contemporary and Standard Series Guitars Japan 1985Document38 pagesContemporary and Standard Series Guitars Japan 1985Alexandre AmparoNo ratings yet
- Telly SchemeDocument4 pagesTelly SchemeicebumpNo ratings yet
- DNV Noise and VibrationDocument14 pagesDNV Noise and VibrationΡαφαηλ Καμ.No ratings yet
- Hosco Tool Catalog 2018 2019Document52 pagesHosco Tool Catalog 2018 2019DeaferrantNo ratings yet
- Kreddle TipsDocument16 pagesKreddle TipsLian Wei ZhengNo ratings yet
- The Working Methods of Guarneri Del Gesù and Their Influence Upon His Stylistic DevelopmentDocument8 pagesThe Working Methods of Guarneri Del Gesù and Their Influence Upon His Stylistic DevelopmentCuriazioNo ratings yet
- GEM General Music) WS400-WS2 Service Manual 2Document6 pagesGEM General Music) WS400-WS2 Service Manual 2holaclaudeNo ratings yet
- Bridge Carving - Rough - Ajuste Cavalete ViolinoDocument3 pagesBridge Carving - Rough - Ajuste Cavalete ViolinoEdson GuimarãesNo ratings yet
- ManualDocument1,195 pagesManualDejan DrumacNo ratings yet
- Making Purfling Strad Jan 2022Document3 pagesMaking Purfling Strad Jan 2022ponbohacopNo ratings yet
- How Different Hair Types Influence A Bow's Sound and FeelDocument4 pagesHow Different Hair Types Influence A Bow's Sound and Feelsalecello2113No ratings yet
- VIOLIN Useful Measurements PDFDocument1 pageVIOLIN Useful Measurements PDFtotowahidNo ratings yet
- TablesofMesuresPBeleyCello PDFDocument1 pageTablesofMesuresPBeleyCello PDFClaudio MariniNo ratings yet
- Echard in Situ EDX On VarnishDocument6 pagesEchard in Situ EDX On Varnishnostromo1979No ratings yet
- Planos de Instrumentos y LinksDocument1 pagePlanos de Instrumentos y LinksAndré Emanuel Zúñiga MerinoNo ratings yet
- The Ground - RecepyDocument3 pagesThe Ground - RecepyFelix RotaruNo ratings yet
- Fomrhi 018 PDFDocument60 pagesFomrhi 018 PDFGaetano PreviteraNo ratings yet
- 964,660, Patented July 19, 1910.: G. D. LaurianDocument6 pages964,660, Patented July 19, 1910.: G. D. LauriannhandutiNo ratings yet
- Audemars Piguet Calibre 2908Document16 pagesAudemars Piguet Calibre 2908Simon LászlóNo ratings yet
- Tolerances PDFDocument30 pagesTolerances PDFpurush75No ratings yet
- Violin-Making, As It Was and IsDocument2 pagesViolin-Making, As It Was and IsAnonymous E6pdpgNo ratings yet
- CA3000A Dodge BearingDocument708 pagesCA3000A Dodge BearingSuphi YükselNo ratings yet
- LONE STAR STRATOCASTER 0107900/7902: Seymour DuncanDocument4 pagesLONE STAR STRATOCASTER 0107900/7902: Seymour DuncanFoxman2kNo ratings yet
- BiberCiaconaVlBcKremsier ViolinoDocument11 pagesBiberCiaconaVlBcKremsier ViolinoFabio ZambranoNo ratings yet
- JB Vuillaumes Carved Fittings Oberlin WoDocument14 pagesJB Vuillaumes Carved Fittings Oberlin WodNo ratings yet
- UntitledDocument524 pagesUntitledFelipe MuñozNo ratings yet
- 65 Twin Reverb ManualDocument9 pages65 Twin Reverb ManualGerardo PaesanoNo ratings yet
- AB Deflection ModesDocument4 pagesAB Deflection ModessigurddemizarNo ratings yet
- DICTUM - Musical Instrument Making CatalogueDocument104 pagesDICTUM - Musical Instrument Making Catalogueandrey k.No ratings yet
- Book ChassisDocument52 pagesBook ChassisanglianwarriorNo ratings yet
- U.S. Patent 5,932,827, Entitled "Sustainer For Musical Instrument", To Osborne, Aug. 3, 1999.Document58 pagesU.S. Patent 5,932,827, Entitled "Sustainer For Musical Instrument", To Osborne, Aug. 3, 1999.Anonymous a7S1qyXNo ratings yet
- Introduction To Fabrication EngineeringDocument12 pagesIntroduction To Fabrication EngineeringRaphaelNo ratings yet
- Artikel 2013 03 Period of AdjustmentDocument7 pagesArtikel 2013 03 Period of AdjustmentAdriano AngelicoNo ratings yet
- Styro Cut INSTRUCTIONSDocument6 pagesStyro Cut INSTRUCTIONSMatteo PoliNo ratings yet
- Huss & Dalton Newsletter - April 2015Document8 pagesHuss & Dalton Newsletter - April 2015westsideryanNo ratings yet
- Rocker Arm-Final ReportDocument48 pagesRocker Arm-Final ReportKarthi Keyan0% (1)
- Rocker ArmDocument3 pagesRocker ArmAries M. SuarezNo ratings yet
- Research Paper On Pneumatic BikeDocument6 pagesResearch Paper On Pneumatic Bikeaflbsjnbb100% (1)
- The Modern Chassis: A Practical Manual of Automotive Chassis and Suspension DesignFrom EverandThe Modern Chassis: A Practical Manual of Automotive Chassis and Suspension DesignRating: 3.5 out of 5 stars3.5/5 (3)
- Consumer Buying Behavior Tata Motors Concord Motor DealerDocument61 pagesConsumer Buying Behavior Tata Motors Concord Motor DealerWebsoft Tech-HydNo ratings yet
- Customer Satisfaction AsianpaintsDocument47 pagesCustomer Satisfaction AsianpaintsWebsoft Tech-HydNo ratings yet
- Online Marketing in India - Amazon IndiaDocument87 pagesOnline Marketing in India - Amazon IndiaWebsoft Tech-HydNo ratings yet
- Financial Statement Analysis-AxisDocument8 pagesFinancial Statement Analysis-AxisWebsoft Tech-HydNo ratings yet
- HR Payroll Management - CogzinantDocument80 pagesHR Payroll Management - CogzinantWebsoft Tech-HydNo ratings yet
- Consumer Buying Pattern Towards Maruti SuzukiDocument57 pagesConsumer Buying Pattern Towards Maruti SuzukiWebsoft Tech-HydNo ratings yet
- Traffic Sign Board Recognition and Voice Alert System Using Convolutional Neural NetworkDocument1 pageTraffic Sign Board Recognition and Voice Alert System Using Convolutional Neural NetworkWebsoft Tech-HydNo ratings yet
- Static and Dynamic Analysis of Al-7075Document71 pagesStatic and Dynamic Analysis of Al-7075Websoft Tech-HydNo ratings yet
- Tori SphericalDocument62 pagesTori SphericalWebsoft Tech-HydNo ratings yet
- Modeling and Analysis of Solid Vessel and Multilayered Composite Pressure VesselsDocument62 pagesModeling and Analysis of Solid Vessel and Multilayered Composite Pressure VesselsWebsoft Tech-HydNo ratings yet
- Modelling and Fabrication of Multipurpose Agricultural EquipmentDocument1 pageModelling and Fabrication of Multipurpose Agricultural EquipmentWebsoft Tech-HydNo ratings yet
- Piston and Connecting RodDocument54 pagesPiston and Connecting RodWebsoft Tech-HydNo ratings yet
- Self Healing Composite MaterialsDocument55 pagesSelf Healing Composite MaterialsWebsoft Tech-HydNo ratings yet
- Radome Full ProjectDocument54 pagesRadome Full ProjectWebsoft Tech-HydNo ratings yet
- 19wj1e0022 Financial Statment Analysis RelianceDocument67 pages19wj1e0022 Financial Statment Analysis RelianceWebsoft Tech-HydNo ratings yet
- Car BumperDocument41 pagesCar BumperWebsoft Tech-HydNo ratings yet
- Heat Transfer Computer DesignDocument62 pagesHeat Transfer Computer DesignWebsoft Tech-HydNo ratings yet
- Friction Stir WeldingDocument63 pagesFriction Stir WeldingWebsoft Tech-HydNo ratings yet
- Crank ShaftDocument65 pagesCrank ShaftWebsoft Tech-HydNo ratings yet
- A Novel Data Embedding Method Using Adaptive Pixel Pair MatchingDocument4 pagesA Novel Data Embedding Method Using Adaptive Pixel Pair MatchingWebsoft Tech-HydNo ratings yet
- Https/ev - Turnitin.com/student/paper/1744121734/queue PDF/sas23e6e8Document80 pagesHttps/ev - Turnitin.com/student/paper/1744121734/queue PDF/sas23e6e8Websoft Tech-HydNo ratings yet
- A Machine Learning Methodology For Diagnosing Chronic Kidney DiseaseDocument2 pagesA Machine Learning Methodology For Diagnosing Chronic Kidney DiseaseWebsoft Tech-HydNo ratings yet
- Financial Analysis of Reliance Industry LimitedDocument69 pagesFinancial Analysis of Reliance Industry LimitedWebsoft Tech-Hyd100% (1)
- Employee Training and Development - WebsoftDocument80 pagesEmployee Training and Development - WebsoftWebsoft Tech-HydNo ratings yet
- Simple Appointment Letter Format 1 1Document1 pageSimple Appointment Letter Format 1 1Websoft Tech-HydNo ratings yet
- Empoyee's Retention at Balaji Formulation PVT - LTDDocument53 pagesEmpoyee's Retention at Balaji Formulation PVT - LTDWebsoft Tech-HydNo ratings yet
- Customer Satisfaction Royal-EnfieldDocument74 pagesCustomer Satisfaction Royal-EnfieldWebsoft Tech-Hyd100% (2)
- Python Ieee Projects 2021 - 22 JPDocument3 pagesPython Ieee Projects 2021 - 22 JPWebsoft Tech-HydNo ratings yet
- Sales Promotions Anu FurnitureDocument31 pagesSales Promotions Anu FurnitureWebsoft Tech-HydNo ratings yet
- Customer Satisfaction Royal-EnfieldDocument84 pagesCustomer Satisfaction Royal-EnfieldWebsoft Tech-HydNo ratings yet
- Assignment1 10%Document3 pagesAssignment1 10%Felicia ChinNo ratings yet
- Beryl Gemstone Poster x2Document2 pagesBeryl Gemstone Poster x2Nqobile SimphiweNo ratings yet
- Process Hazard Analysis: Faculty of Chemical Engineering Universiti Teknologi MaraDocument30 pagesProcess Hazard Analysis: Faculty of Chemical Engineering Universiti Teknologi MaraSalihin FhooziNo ratings yet
- Civil Engineering Thesis Titles PhilippinesDocument6 pagesCivil Engineering Thesis Titles Philippinescassandrasirateantioch100% (1)
- SH77571Document1 pageSH77571pauloNo ratings yet
- Tensile Properties of Directionally Solidified AI-4 WT PCT Cu Alloys With Columnar and Equiaxed GrainsDocument10 pagesTensile Properties of Directionally Solidified AI-4 WT PCT Cu Alloys With Columnar and Equiaxed GrainspaolaNo ratings yet
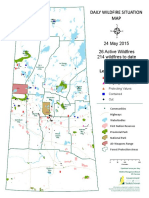
- Saskatchewan Wildfire Map For Sunday, May 24Document1 pageSaskatchewan Wildfire Map For Sunday, May 24CBCSASKNo ratings yet
- UFM-700 Ultrasonic443 Clamp On (IMARI) enDocument4 pagesUFM-700 Ultrasonic443 Clamp On (IMARI) enThana naknawaNo ratings yet
- Cerema 2019 Urban Structuring RoadsDocument68 pagesCerema 2019 Urban Structuring RoadsMattChuoNo ratings yet
- Flyer-Live Shaft Swing Frame Grinder-Jun-2007-01Document2 pagesFlyer-Live Shaft Swing Frame Grinder-Jun-2007-01Carlos Gallardo LagosNo ratings yet
- Machine Design REE 302: Tutorial 3 (Ch.2: Materials II)Document19 pagesMachine Design REE 302: Tutorial 3 (Ch.2: Materials II)Dull PersonNo ratings yet
- 2022 OVERLOCK-sDocument34 pages2022 OVERLOCK-saliaj005436No ratings yet
- Tahun 4 B Ing PemDocument17 pagesTahun 4 B Ing PemSuganya SeemaNo ratings yet
- Procedure TextDocument11 pagesProcedure TextMulyo YanNo ratings yet
- Real Time Health Monitoring System Through Iot Using SensorsDocument6 pagesReal Time Health Monitoring System Through Iot Using Sensorsقابوس الليثيNo ratings yet
- Semiconductor Memory DesignDocument27 pagesSemiconductor Memory Designkavita_1992No ratings yet
- Tecumseh TC Series Compressor Reference Guide May 2016Document20 pagesTecumseh TC Series Compressor Reference Guide May 2016Andre AnjosNo ratings yet
- Catalytic Esterification of Bio-Oil by Ion Exchange Resins (WANG Jin-Jiang, CHANG Jie, FAN Juan)Document5 pagesCatalytic Esterification of Bio-Oil by Ion Exchange Resins (WANG Jin-Jiang, CHANG Jie, FAN Juan)HappyNo ratings yet
- BF254 BF255Document3 pagesBF254 BF255rrr2013No ratings yet
- Sin, Conversion and VirtuesDocument17 pagesSin, Conversion and VirtuesMikee MeladNo ratings yet
- Astm g21 g22Document7 pagesAstm g21 g22ENZO CORSI0% (1)
- TENSE Consolidation Simp. Pres. Vs Pres. Cont.Document21 pagesTENSE Consolidation Simp. Pres. Vs Pres. Cont.tatianypertelNo ratings yet
- Space Radiation Ebook PDFDocument89 pagesSpace Radiation Ebook PDFSiddarthNo ratings yet
- Gep110 4Document196 pagesGep110 4Bruno AdroverNo ratings yet
- ITF Bulls Eye BatchDocument4 pagesITF Bulls Eye BatchDecoded 1 Mr unknownNo ratings yet
- RF Applications in Digital Signal Processing: T. SchilcherDocument35 pagesRF Applications in Digital Signal Processing: T. SchilcherswjangNo ratings yet
- Diagnosis Dan DD Lesi Ulserative VesikoBulosaDocument21 pagesDiagnosis Dan DD Lesi Ulserative VesikoBulosaAbd RaqibNo ratings yet