You might also like
- Pre Painted SteelDocument80 pagesPre Painted SteelCao SonNo ratings yet
- Building Structural Analysis and Concrete Design SpreadsheetDocument95 pagesBuilding Structural Analysis and Concrete Design SpreadsheetLeandro Baldicañas Piczon80% (5)
- SEAM 6 TOPIC 1 LO 1.1 - Fundamental Principles of Ship Construction, Trim, and Stability For PUBLISHINGDocument137 pagesSEAM 6 TOPIC 1 LO 1.1 - Fundamental Principles of Ship Construction, Trim, and Stability For PUBLISHINGRigel100% (4)
- What is Q345 Steel? Guide to Properties and SpecificationsDocument15 pagesWhat is Q345 Steel? Guide to Properties and SpecificationsDESIGNNo ratings yet
- Elements of Structural Anbalysis1 PDFDocument513 pagesElements of Structural Anbalysis1 PDFoptimum it solutionsNo ratings yet
- Modulus of Elasticity BS ACIDocument5 pagesModulus of Elasticity BS ACIDang Viet HungNo ratings yet
- EAD-230008-00-0106 (2016) Double Twisted Steel Wire Mesh Reinforced or Not With Ropes PDFDocument23 pagesEAD-230008-00-0106 (2016) Double Twisted Steel Wire Mesh Reinforced or Not With Ropes PDFRoshanRSVNo ratings yet
- Astm A285-1996 PDFDocument2 pagesAstm A285-1996 PDFMohammed TariqNo ratings yet
- Materials Data for Cyclic Loading: Aluminium and Titanium AlloysFrom EverandMaterials Data for Cyclic Loading: Aluminium and Titanium AlloysRating: 1 out of 5 stars1/5 (1)
- FEM 1.001 Rules For The Design of Hoisting AppliancesDocument312 pagesFEM 1.001 Rules For The Design of Hoisting AppliancesAlexander Gotte88% (43)
- Brazing Allloy Cusil ABADocument12 pagesBrazing Allloy Cusil ABADheeraj SharmaNo ratings yet
- Mechanical Properties of Steel with Widmanstatten StructureDocument3 pagesMechanical Properties of Steel with Widmanstatten StructureblahsomNo ratings yet
- Detection of Temper Embrittlement in Steels Using Magnetic Inspection MethodsDocument6 pagesDetection of Temper Embrittlement in Steels Using Magnetic Inspection MethodsSuryadi NajamuddinNo ratings yet
- Total No. of Pages 02 Roi/No ......... .. Machine Design ME-262 Fourth SEM., B.Tech. (PE)Document2 pagesTotal No. of Pages 02 Roi/No ......... .. Machine Design ME-262 Fourth SEM., B.Tech. (PE)Clash GodNo ratings yet
- Ductile Brittle TransitionDocument7 pagesDuctile Brittle TransitionAndrea CalderaNo ratings yet
- Date: 16/07/2016: Contd P/2Document20 pagesDate: 16/07/2016: Contd P/2Utsho DasNo ratings yet
- Control of The Continuous Rheocasting ProcessDocument6 pagesControl of The Continuous Rheocasting ProcessVíctor RodríguezNo ratings yet
- Raabe Mater SC Technology 1995 Vol11 Page461 Strip Casting SteelDocument9 pagesRaabe Mater SC Technology 1995 Vol11 Page461 Strip Casting SteelservioNo ratings yet
- Fatigue Behavior of Martensite-Ferrite Dual Phase High Strength SteelsDocument13 pagesFatigue Behavior of Martensite-Ferrite Dual Phase High Strength SteelsAna Emily PrentissNo ratings yet
- Precipitation Hardening in 350 Grade Maraging SteelDocument14 pagesPrecipitation Hardening in 350 Grade Maraging SteelAriel NemcoNo ratings yet
- Behavior of Stainless Steel 316L Under Impact Test: M. Benachour, A. Hadjoui and F.Z. SeriariDocument6 pagesBehavior of Stainless Steel 316L Under Impact Test: M. Benachour, A. Hadjoui and F.Z. SeriariIzMishaNo ratings yet
- C-22 Soldado 2Document13 pagesC-22 Soldado 2Igor FernandoNo ratings yet
- Austenite Reversion in Cold Formed 18 Wt-%Ni 350 Grade Maraging SteelDocument5 pagesAustenite Reversion in Cold Formed 18 Wt-%Ni 350 Grade Maraging SteelSimone Izabel VieiraNo ratings yet
- BE Sem III Civil Engg Strength of MaterialsDocument6 pagesBE Sem III Civil Engg Strength of Materialssachin22221No ratings yet
- Mn-SiDocument8 pagesMn-Sihayat.ansar2020No ratings yet
- Speidel, M. O. (1981) - Stress Corrosion Cracking of Stainless Steels in NaCl Solutions.Document11 pagesSpeidel, M. O. (1981) - Stress Corrosion Cracking of Stainless Steels in NaCl Solutions.oozdemirNo ratings yet
- 4Document9 pages4dewang_yogesh3No ratings yet
- The Influence of Hot-Working Conditions On A Structure of High-Manganese SteelDocument10 pagesThe Influence of Hot-Working Conditions On A Structure of High-Manganese SteelPiranha TourniquetNo ratings yet
- Martensitictransformation, Shapememoryeffectandsuperelasticity ofTi-NbbinaryalloysDocument11 pagesMartensitictransformation, Shapememoryeffectandsuperelasticity ofTi-NbbinaryalloysVitória Hellem Marques Costa GuedesNo ratings yet
- Effects of Applied Stresses on Martensite TransformationDocument5 pagesEffects of Applied Stresses on Martensite TransformationAdrian VintilaNo ratings yet
- The Potassium-Zirconium SystemDocument2 pagesThe Potassium-Zirconium SystemGwanyun JeongNo ratings yet
- Application of Norbury Rule To Thermal Conductivity in Intermetallic CompoundsDocument6 pagesApplication of Norbury Rule To Thermal Conductivity in Intermetallic CompoundsAmir Nazri KaibingNo ratings yet
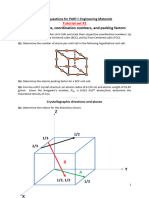
- Tutorial Questions For Part 1Document5 pagesTutorial Questions For Part 1Ng Yan XiongNo ratings yet
- Microstructural Variations in Welds Under Isoheat Input ConditionsDocument10 pagesMicrostructural Variations in Welds Under Isoheat Input Conditionsdavid perezNo ratings yet
- WJ 2004 09 s244-AISI-1045Document10 pagesWJ 2004 09 s244-AISI-1045Fatih BahşiNo ratings yet
- Exam Sheet MetalDocument19 pagesExam Sheet MetalIbraheem SabryNo ratings yet
- Fracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Document8 pagesFracture Toughness of Cast Aluminium Alloys: Bulletin of Materials Science March 1982Aung Khant KyawNo ratings yet
- Mechanical Behaviors of Concrete Plug in Storage Rock CavernDocument7 pagesMechanical Behaviors of Concrete Plug in Storage Rock Cavernamy75No ratings yet
- 1997 CST Creep of Al MMCs With SiC, Al2O3 and TiB2 ParticlesDocument6 pages1997 CST Creep of Al MMCs With SiC, Al2O3 and TiB2 Particlesyaswanth1992No ratings yet
- Titanium PlatingDocument8 pagesTitanium PlatingFrancisGlode-DaigleNo ratings yet
- Casting of Titanium and Ni-Ti Dental Alloys Using a New Vacuum Casting MachineDocument5 pagesCasting of Titanium and Ni-Ti Dental Alloys Using a New Vacuum Casting MachineSaad LiaqatNo ratings yet
- artigo NBDocument7 pagesartigo NBHulisses MarconNo ratings yet
- 1986 Pereverzev - Kinetics and Mechanism of Carbides Formation in Chromium Steels During CarburizingDocument4 pages1986 Pereverzev - Kinetics and Mechanism of Carbides Formation in Chromium Steels During CarburizingrenataNo ratings yet
- Fatigue Notch Behavior of Gray Cast Iron: L. Collini, G. Nicoletto and E. RivaDocument8 pagesFatigue Notch Behavior of Gray Cast Iron: L. Collini, G. Nicoletto and E. RivaSSMNo ratings yet
- Ams 5664Document3 pagesAms 5664Mick JarrNo ratings yet
- Aging Effects on Shape Memory AlloysDocument5 pagesAging Effects on Shape Memory AlloysMuhammad Falqi YusufNo ratings yet
- Niobium Carbide Precipitation in Microalloyed SteeDocument9 pagesNiobium Carbide Precipitation in Microalloyed SteeHyga ForcarNo ratings yet
- Effect of Magnesium on Ageing & Hardness of Al-Si-Cu-Mg AlloyDocument10 pagesEffect of Magnesium on Ageing & Hardness of Al-Si-Cu-Mg AlloyVictor WatanabeNo ratings yet
- High-Mn Steel Weldment Mechanical Properties at 4.2 KDocument9 pagesHigh-Mn Steel Weldment Mechanical Properties at 4.2 K3834saldNo ratings yet
- Austenite Grain Growth Calculation of 0.028% NB Steel: D. Priadi, R.A.M. Napitupulu and E.S. SiradjDocument11 pagesAustenite Grain Growth Calculation of 0.028% NB Steel: D. Priadi, R.A.M. Napitupulu and E.S. SiradjYlich SchmittNo ratings yet
- SP 105-2015-PartDocument14 pagesSP 105-2015-Part2BA19CV059 Rakshita SarangmathNo ratings yet
- Relation Between Hot Ductility and Grain Boundary Embrittlement of Low-Carbon Killed SteelsDocument7 pagesRelation Between Hot Ductility and Grain Boundary Embrittlement of Low-Carbon Killed SteelsChanthar SoeNo ratings yet
- Behaviour and Analysis of Bamboo Reinforced Concrete Beams Under Flexural LoadingDocument11 pagesBehaviour and Analysis of Bamboo Reinforced Concrete Beams Under Flexural LoadingOyekunle VictorNo ratings yet
- Potential and Current Requirements For The Cathodic Protection of Steel in SoilsDocument9 pagesPotential and Current Requirements For The Cathodic Protection of Steel in SoilsbountymaniNo ratings yet
- Creep Behaviour of Leaded BrassDocument4 pagesCreep Behaviour of Leaded BrassAli MoussaNo ratings yet
- Effect of Interlamellar Spacing On The Delamination of Pearlitic Steel WiresDocument6 pagesEffect of Interlamellar Spacing On The Delamination of Pearlitic Steel WiresSmruti Ranjan PattanayakNo ratings yet
- Phase composition and residual stresses in TBCsDocument6 pagesPhase composition and residual stresses in TBCsCatalin SfatNo ratings yet
- Ultimate Strength and Failure Modes of Tension Channels Jointed With High-Strength BoltsDocument10 pagesUltimate Strength and Failure Modes of Tension Channels Jointed With High-Strength BoltsAlphabrNo ratings yet
- Flux and Loss Distribution in Iron Cores With Hybrid T-JointDocument4 pagesFlux and Loss Distribution in Iron Cores With Hybrid T-JointMuhd AriffNo ratings yet
- Metals: Grain Size E Metastable Fe-23Cr-8.5Ni AlloyDocument12 pagesMetals: Grain Size E Metastable Fe-23Cr-8.5Ni Alloygret GrefNo ratings yet
- Bending Strength of Deep Corrugated Steel Panels PDFDocument34 pagesBending Strength of Deep Corrugated Steel Panels PDFAmol GoleNo ratings yet
- Martensitic Transformation and Superelastic Properties of Ti-Nb Base AlloysDocument10 pagesMartensitic Transformation and Superelastic Properties of Ti-Nb Base AlloysEstephanie_GrassiNo ratings yet
- Al-Aço Jntas para Construção NavalDocument10 pagesAl-Aço Jntas para Construção Navalrenatomico2No ratings yet
- The Precipitation of A1N and NBC and The Hot Ductility of Low Carbon SteelsDocument11 pagesThe Precipitation of A1N and NBC and The Hot Ductility of Low Carbon SteelsChanthar SoeNo ratings yet
- PERTEMUAN 2: PENYEBABAN PANAS 1 (PERPAN 1Document21 pagesPERTEMUAN 2: PENYEBABAN PANAS 1 (PERPAN 1Windy AprillianiNo ratings yet
- Effect of Thermo-Mechanical Cycling On The Microstructure and Toughness in The Weld CGHAZ of A Novel High Strength Low Carbon SteelDocument7 pagesEffect of Thermo-Mechanical Cycling On The Microstructure and Toughness in The Weld CGHAZ of A Novel High Strength Low Carbon SteelYoanela VargasNo ratings yet
- Welding TechniquesDocument16 pagesWelding Techniquesyashar2500No ratings yet
- Effect of Co Laser Welding On The Shape-Memory and Corrosion Characteristics of Tini AlloysDocument8 pagesEffect of Co Laser Welding On The Shape-Memory and Corrosion Characteristics of Tini AlloysAnonymous rYZyQQot55No ratings yet
- Ffiffi: T (IlchDocument9 pagesFfiffi: T (Ilchzuzu_boy6No ratings yet
- Name: Dr. Muhammad Rabiul Islam Rank: Major Position: Instructor Class B Mobile: 01769024092 EmailDocument58 pagesName: Dr. Muhammad Rabiul Islam Rank: Major Position: Instructor Class B Mobile: 01769024092 EmailRajib DebnathNo ratings yet
- Mechanical Behavior of Welded and Un-Welded HDPE Pipe MaterialsDocument11 pagesMechanical Behavior of Welded and Un-Welded HDPE Pipe MaterialsBasanth VadlamudiNo ratings yet
- Fundamentos de Manufactura Philip Rufe 2 EdDocument70 pagesFundamentos de Manufactura Philip Rufe 2 EdChilly Spices100% (1)
- Asme IX BQ Art 11Document5 pagesAsme IX BQ Art 11Maria Alexandra Lange LenzNo ratings yet
- MaterialDocument109 pagesMaterialsarathsaravananNo ratings yet
- Astm A975 97Document7 pagesAstm A975 97ronald poma floresNo ratings yet
- 12Document20 pages12ony1234No ratings yet
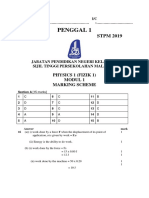
- STPM 2019 PHYSICS 1 MARKING SCHEMEDocument5 pagesSTPM 2019 PHYSICS 1 MARKING SCHEMELee Jia XuanNo ratings yet
- Thermal Stress RumusDocument16 pagesThermal Stress RumusVakin Agung PermanaNo ratings yet
- Astm A135 (2001)Document9 pagesAstm A135 (2001)gsb2No ratings yet
- Screw DetailsDocument21 pagesScrew DetailsHans HamiltonNo ratings yet
- Parafil Physical Properties 2008 Issue4Document2 pagesParafil Physical Properties 2008 Issue4SergioNo ratings yet
- S235JRDocument12 pagesS235JRdjdeeabloNo ratings yet
- Design Rules For Cold Formed Hollow SectionsDocument151 pagesDesign Rules For Cold Formed Hollow Sectionsg1n2No ratings yet
- Som 2013 - 001 PDFDocument431 pagesSom 2013 - 001 PDFKumar SamreshNo ratings yet
- Chapter 1 (A)Document18 pagesChapter 1 (A)Izzat AsyraafNo ratings yet
- Material Properties: (ESE - 1992) (ESE - 1992)Document121 pagesMaterial Properties: (ESE - 1992) (ESE - 1992)Sanket ManeNo ratings yet
- Aluminum 380.0-F Die Casting AlloyDocument2 pagesAluminum 380.0-F Die Casting AlloyLuis BadoffNo ratings yet
- Two-Stage Concrete As A Sustainable Production: CMSS-2017Document7 pagesTwo-Stage Concrete As A Sustainable Production: CMSS-2017Bishowkumar ShresthaNo ratings yet