You might also like
- TOYOTA Production System: Goals EditDocument3 pagesTOYOTA Production System: Goals EditJahanzaib KhanNo ratings yet
- The Effect of Organizational Culture On Implementing and Sustaining Lean ProcessesDocument22 pagesThe Effect of Organizational Culture On Implementing and Sustaining Lean ProcessesMohammed Yassin ChampionNo ratings yet
- 3M Taiwan Product Innovation: Overcoming Structural BarriersDocument9 pages3M Taiwan Product Innovation: Overcoming Structural BarriersPedro Iván Araneda100% (1)
- Human Resource Development in Toyota CultureDocument13 pagesHuman Resource Development in Toyota CultureJaya Nair100% (1)
- Indra Nooyi Draws On Vision and Values To LeadDocument1 pageIndra Nooyi Draws On Vision and Values To Leadimrul khanNo ratings yet
- Work From Home A Curse or Boon Analyzing People's SentimentsDocument8 pagesWork From Home A Curse or Boon Analyzing People's SentimentsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Toyota Case AnalysisDocument4 pagesToyota Case AnalysisZain-ul- FaridNo ratings yet
- Organisational Change Management A Critical ReviewDocument13 pagesOrganisational Change Management A Critical Reviewhimanshu100% (1)
- UmwDocument4 pagesUmwFarrel JaarNo ratings yet
- Chapter 9 - Understanding Groups and Managing Work Teams: Learning OutcomesDocument16 pagesChapter 9 - Understanding Groups and Managing Work Teams: Learning OutcomesSindhu Nath ChowdhuryNo ratings yet
- Challenges of Employee Retention PDFDocument7 pagesChallenges of Employee Retention PDFtalalarayaratamaraNo ratings yet
- Article Review Corporate Governance and Family Business PerformanceDocument3 pagesArticle Review Corporate Governance and Family Business PerformanceRaluca PopescuNo ratings yet
- A Brief Tutorial On Mistake-Proofing, Poka-Yoke, and ZQCDocument6 pagesA Brief Tutorial On Mistake-Proofing, Poka-Yoke, and ZQCArun SaigalNo ratings yet
- Assessment 3 Choice and Change (Presentation)Document5 pagesAssessment 3 Choice and Change (Presentation)Vladimir Losenkov100% (1)
- Businees EthicsDocument6 pagesBusinees Ethicsmigire kennedyNo ratings yet
- Open Innovation As A Competitive StrategyDocument20 pagesOpen Innovation As A Competitive Strategyajax980No ratings yet
- Leadership Development Practices in SamsungDocument12 pagesLeadership Development Practices in SamsungharshitNo ratings yet
- Internship Report Siemens Pakistan EnggDocument17 pagesInternship Report Siemens Pakistan Enggcapriconj100% (1)
- BM 401 Assignment and Presentation Questions Feb-June 2020 SemesterDocument4 pagesBM 401 Assignment and Presentation Questions Feb-June 2020 SemesterLinos TichazorwaNo ratings yet
- Case Study 2 Asc302Document10 pagesCase Study 2 Asc302IZZAH BATRISYIA KHAIRUL HADINo ratings yet
- Malaysia As Outsourcing DestinationDocument10 pagesMalaysia As Outsourcing DestinationRahul PearceNo ratings yet
- Age Diversity in Ashok Leyland LTDDocument5 pagesAge Diversity in Ashok Leyland LTDSanchitaNo ratings yet
- Ziqitza Healthcare Limited Challenge of Scaling Up Emergency MedicalDocument18 pagesZiqitza Healthcare Limited Challenge of Scaling Up Emergency MedicalYadav KrishnaNo ratings yet
- Organizational Innovation in The Toyoda Enterprises, 1895-1933Document38 pagesOrganizational Innovation in The Toyoda Enterprises, 1895-1933bukityongNo ratings yet
- Ses 9 - Nissan's Carlos GhosnDocument14 pagesSes 9 - Nissan's Carlos GhosnJahja Aja100% (1)
- Barriers in International BusinessDocument8 pagesBarriers in International BusinessNishtha SethNo ratings yet
- 12 New Trends in ManagementDocument18 pages12 New Trends in ManagementSaqib IqbalNo ratings yet
- Contemporary Issues in HRMDocument13 pagesContemporary Issues in HRMUzma SiddiquiNo ratings yet
- IHRM - Individual Assignment (CB3090)Document10 pagesIHRM - Individual Assignment (CB3090)Rimaz FiazNo ratings yet
- Leadership Alan MulallyDocument16 pagesLeadership Alan MulallyNarenderReddy100% (1)
- Diversity in Global Software Development PDFDocument4 pagesDiversity in Global Software Development PDFRalucaMihaelaNo ratings yet
- Google's Human Resource Management PracticesDocument9 pagesGoogle's Human Resource Management PracticesAKASH KCNo ratings yet
- Entrepreneur Innovation (Tan Sri A.K. Nathan)Document12 pagesEntrepreneur Innovation (Tan Sri A.K. Nathan)Thava Selvy100% (1)
- Sustainable Expatriate ManagementDocument12 pagesSustainable Expatriate ManagementLee JordanNo ratings yet
- Renault-Nissan Alliance: A Global ForceDocument31 pagesRenault-Nissan Alliance: A Global ForceNirmal1161100% (1)
- Auto and Car Parts Production: Can The Philippines Catch Up With Asia?Document38 pagesAuto and Car Parts Production: Can The Philippines Catch Up With Asia?ERIA: Economic Research Institute for ASEAN and East AsiaNo ratings yet
- Investment Management SummaryDocument14 pagesInvestment Management SummaryDeepak OswalNo ratings yet
- Motorola: Ethical Challenges in A Multicultural EnvironmentDocument7 pagesMotorola: Ethical Challenges in A Multicultural Environmentnadmoodley0% (1)
- HRD in Toyota Motor Corporation: Submitted To: Proff. Radhamohan ChabeluDocument9 pagesHRD in Toyota Motor Corporation: Submitted To: Proff. Radhamohan ChabeluDhananjay SinghNo ratings yet
- Toyota (Free Assignment Exchange - BlogspotDocument41 pagesToyota (Free Assignment Exchange - BlogspotAnisa_RaoNo ratings yet
- Team Case Study For AssignmentDocument5 pagesTeam Case Study For AssignmentRamsha KhanNo ratings yet
- CIWM Syllabus - NewDocument11 pagesCIWM Syllabus - NewG Rakesh ChowdaryNo ratings yet
- Renault Nissan PAYADocument20 pagesRenault Nissan PAYAclpenafNo ratings yet
- Vuca ModelDocument14 pagesVuca ModelShingairai ManikaNo ratings yet
- OrganisationalBehavior MB005 QuestionDocument19 pagesOrganisationalBehavior MB005 QuestionAiDLo0% (1)
- Strategic HR Lessons From Euro DisneyDocument10 pagesStrategic HR Lessons From Euro Disneyitsvibhav0% (1)
- Week 12 Presentation Case ABC Learning PDFDocument12 pagesWeek 12 Presentation Case ABC Learning PDFNishat NabilaNo ratings yet
- Management of Management Department - Book Review by Prof MV MonicaDocument2 pagesManagement of Management Department - Book Review by Prof MV MonicaMTC Global TrustNo ratings yet
- Case 13 Jordan Telecom GroupDocument19 pagesCase 13 Jordan Telecom GroupKad Saad100% (2)
- Cultural diversity at IBM fosters innovationDocument5 pagesCultural diversity at IBM fosters innovationJim MathilakathuNo ratings yet
- Management: A Global and Entrepreneurial Perspective by Weihrich, Cannice, and KoontzDocument18 pagesManagement: A Global and Entrepreneurial Perspective by Weihrich, Cannice, and KoontzAbrar Fahim SayeefNo ratings yet
- MRFDocument3 pagesMRFPreethi Venkataraman100% (1)
- Enterprise Innovation Assignment 3Document31 pagesEnterprise Innovation Assignment 3Li ZHANGNo ratings yet
- Stability, Conglomerate Strategy and VariantsDocument13 pagesStability, Conglomerate Strategy and VariantssukruthiNo ratings yet
- A Complete Guide to Just-in-Time Production: Inside Toyota's MindFrom EverandA Complete Guide to Just-in-Time Production: Inside Toyota's MindRating: 4.5 out of 5 stars4.5/5 (3)
- Final TQM ProjectDocument24 pagesFinal TQM Projectsakshi1404No ratings yet
- TQM in ToyotaDocument6 pagesTQM in ToyotabhatiaharryjassiNo ratings yet
- TPS Principles and ObjectivesDocument18 pagesTPS Principles and Objectivesrichu610No ratings yet
- Ikea LogisticsDocument1 pageIkea LogisticsAlthaf NavabNo ratings yet
- LP 8 TaxationDocument2 pagesLP 8 TaxationJames CorpuzNo ratings yet
- Eng1 OralCom - 1st Sem (Midterm) ReviewerDocument8 pagesEng1 OralCom - 1st Sem (Midterm) ReviewerFrancine Chalcy CanlasNo ratings yet
- Accomplishment ReportDocument2 pagesAccomplishment ReportVirgo Cayaba83% (6)
- Prescriptive vs. Descriptive GrammarDocument3 pagesPrescriptive vs. Descriptive GrammarRiza VergaraNo ratings yet
- 1 Granite Construction Inc. Preliminary Interview QuestionsDocument3 pages1 Granite Construction Inc. Preliminary Interview QuestionsANAND MLNo ratings yet
- GIZ-Afghanistan: A. Position Applied ForDocument3 pagesGIZ-Afghanistan: A. Position Applied ForJaved ZakhilNo ratings yet
- Chief Justice Hinkson, Re Vancouver (City) v. Karuna Health Foundation, ...Document44 pagesChief Justice Hinkson, Re Vancouver (City) v. Karuna Health Foundation, ...GlenKorstromNo ratings yet
- Watchmaker Lennox 1Document7 pagesWatchmaker Lennox 1giveittome300No ratings yet
- Marketing MixDocument11 pagesMarketing Mixketan chavanNo ratings yet
- Sales Competecies Model Hay GroupDocument10 pagesSales Competecies Model Hay GroupPopovici DanielNo ratings yet
- (Ideas in Context) Andrew Fitzmaurice - Sovereignty, Property and Empire, 1500-2000-Cambridge University Press (2014)Document390 pages(Ideas in Context) Andrew Fitzmaurice - Sovereignty, Property and Empire, 1500-2000-Cambridge University Press (2014)Natko NEMECNo ratings yet
- Job Planning Tool Form For BypassDocument2 pagesJob Planning Tool Form For BypasshallyNo ratings yet
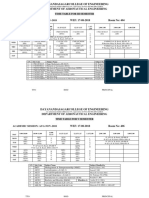
- Master Time Table Wef 17-08-2018Document3 pagesMaster Time Table Wef 17-08-2018Hareesha N GNo ratings yet
- Marketing Mix-PromotionDocument18 pagesMarketing Mix-PromotionmwakaNo ratings yet
- Zero Budget Natural Farming Kisan WorldDocument4 pagesZero Budget Natural Farming Kisan WorldSarvani RapetiNo ratings yet
- Criminal Law: Penal Code - S. 304Document19 pagesCriminal Law: Penal Code - S. 304muniraharshdNo ratings yet
- ACCT 433 - Role-Playing Assessment RubricDocument5 pagesACCT 433 - Role-Playing Assessment Rubricwafa aljuaidNo ratings yet
- AEOs JDs & KPIsDocument9 pagesAEOs JDs & KPIsRashid0% (1)
- Chapter 8Document52 pagesChapter 8EffeNo ratings yet
- 5 Battle Rope Exercises To Blast FatDocument8 pages5 Battle Rope Exercises To Blast FatMaría AlejandraNo ratings yet
- Statement of Purpose For Studying Internation Trade LawDocument2 pagesStatement of Purpose For Studying Internation Trade Lawmemmon100% (3)
- Odisha's First Sports Literature FestivalDocument58 pagesOdisha's First Sports Literature FestivalTathagat MohantyNo ratings yet
- Refusal To Be TransferredDocument2 pagesRefusal To Be TransferredIsabella RodriguezNo ratings yet
- Brochure of Utrecht - Nederlands, Studies.Document9 pagesBrochure of Utrecht - Nederlands, Studies.lNo ratings yet
- Interior Design HandbookDocument12 pagesInterior Design HandbookNeo Magasa67% (6)
- Spot Report On Reckless Imprudence Resulting To Physical Injuries and Damage of PropertyDocument1 pageSpot Report On Reckless Imprudence Resulting To Physical Injuries and Damage of PropertyReynan Poculan82% (22)
- Kinder Q3mo8 Ang Bilang NG Isang Pangkat NG Bagay Ay Hindi Nagbabago Anuman Ang Ayos Nito Christina Dano Baguio VoDocument23 pagesKinder Q3mo8 Ang Bilang NG Isang Pangkat NG Bagay Ay Hindi Nagbabago Anuman Ang Ayos Nito Christina Dano Baguio VoKent YcoNo ratings yet
- Chiffres Cles 2019 GBDocument16 pagesChiffres Cles 2019 GBFarah RamadhanNo ratings yet
- Film As Propaganda in America During WWIIDocument19 pagesFilm As Propaganda in America During WWIImirceaNo ratings yet