You might also like
- Capacity planning imp topicsDocument9 pagesCapacity planning imp topicsAryan RaiNo ratings yet
- Operations Management: Individual Assignment (20%)Document7 pagesOperations Management: Individual Assignment (20%)AddiNo ratings yet
- Question No:01: What Do You Understand by Process Strategy and Process Analysis?Document5 pagesQuestion No:01: What Do You Understand by Process Strategy and Process Analysis?richard gomesNo ratings yet
- Module 5. Process StrategyDocument28 pagesModule 5. Process StrategyKhamil Kaye GajultosNo ratings yet
- Operational Management Assignment PDFDocument7 pagesOperational Management Assignment PDFYonas D. EbrenNo ratings yet
- Chapter 5: Strategic Capacity Planning For Products and ServicesDocument17 pagesChapter 5: Strategic Capacity Planning For Products and ServicesAliah RomeroNo ratings yet
- Aggregate Planning Is An Intermediate Term Planning Decision. It Is The Process of Planning TheDocument8 pagesAggregate Planning Is An Intermediate Term Planning Decision. It Is The Process of Planning TheHashar RashidNo ratings yet
- Operation ManagementDocument26 pagesOperation ManagementShanel DaquizNo ratings yet
- How to Enhance Productivity Under Cost Control, Quality Control as Well as Time, in a Private or Public OrganizationFrom EverandHow to Enhance Productivity Under Cost Control, Quality Control as Well as Time, in a Private or Public OrganizationNo ratings yet
- Aggregate Planning and ForecastingDocument7 pagesAggregate Planning and ForecastingvmktptNo ratings yet
- 3 Process and Capacity DesignDocument3 pages3 Process and Capacity DesignRonel Cachero100% (2)
- Production and Operation Management: Mba 3 SemesterDocument27 pagesProduction and Operation Management: Mba 3 SemesterDerajuddin AhmedNo ratings yet
- Case Study Inventory ManagementDocument8 pagesCase Study Inventory ManagementMohammad UmairNo ratings yet
- Operations and Supply Chain JUNE 2022Document11 pagesOperations and Supply Chain JUNE 2022Rajni KumariNo ratings yet
- Q.1 Meaning & Nature of Operation Management? Explain Product Design & Process Design..?Document14 pagesQ.1 Meaning & Nature of Operation Management? Explain Product Design & Process Design..?Pooja RajputNo ratings yet
- Consolidated RP M213Document9 pagesConsolidated RP M213Clint Jan SalvañaNo ratings yet
- Placement Preparation - Strategic Decision - OperationsDocument10 pagesPlacement Preparation - Strategic Decision - OperationsTopsy KreateNo ratings yet
- Location Model & Product Mix - SchedulingDocument15 pagesLocation Model & Product Mix - SchedulingBISHAKH CHANDANo ratings yet
- OPERATIONS MANAGEMENT SadssDocument6 pagesOPERATIONS MANAGEMENT SadssAlibabaNo ratings yet
- A2 SandeshDocument13 pagesA2 SandeshsandeeNo ratings yet
- 1-Ans. Competitiveness Is at The Core of All Strategies. Even Among Them, Priorities Tend ToDocument5 pages1-Ans. Competitiveness Is at The Core of All Strategies. Even Among Them, Priorities Tend Toajayabhi21No ratings yet
- Production & Operation ManagementDocument7 pagesProduction & Operation ManagementPui PuiaNo ratings yet
- SCM Guide to Supply Chain ManagementDocument6 pagesSCM Guide to Supply Chain ManagementAnandbabu RadhakrishnanNo ratings yet
- Capacity Planning: in Capacity Requirements Due To Seasonal, Random, and Irregular Fluctuations in DemandDocument6 pagesCapacity Planning: in Capacity Requirements Due To Seasonal, Random, and Irregular Fluctuations in DemandMuhammad Usman FayyazNo ratings yet
- Before You Start: Notes on Operations ManagementDocument22 pagesBefore You Start: Notes on Operations ManagementVinayak ChawlaNo ratings yet
- 2.purchasing Tools and TechniquesPPTDocument40 pages2.purchasing Tools and TechniquesPPTFauzanNo ratings yet
- Answer 1: ProductionDocument4 pagesAnswer 1: Productionvivekbhardwaj 2k20umba49No ratings yet
- Opc Unit-2Document14 pagesOpc Unit-2Aashish Singh IINo ratings yet
- Operations Management Lecture - 2Document6 pagesOperations Management Lecture - 2tusharNo ratings yet
- LOMDocument6 pagesLOMrajkumar0507No ratings yet
- Notes of POM Module 1 PDFDocument22 pagesNotes of POM Module 1 PDFRiyaNo ratings yet
- Question # 1 (A) Define Scope and Significance of Operation ManagementDocument11 pagesQuestion # 1 (A) Define Scope and Significance of Operation ManagementHuzaifa KhalilNo ratings yet
- MBA-607 (OM) EmailDocument18 pagesMBA-607 (OM) EmailSaumya jaiswalNo ratings yet
- FINAL (1)Document52 pagesFINAL (1)Row RowNo ratings yet
- Operations Management A ToolDocument4 pagesOperations Management A ToolVivekananda PalNo ratings yet
- Strategy & Design of Products and Services: ObjectivesDocument7 pagesStrategy & Design of Products and Services: Objectivesryan acojedoNo ratings yet
- Creating QRM EnterprisesDocument6 pagesCreating QRM EnterprisesMohamed YassinNo ratings yet
- Operations Strategy and ProductivityDocument9 pagesOperations Strategy and ProductivityApril Joy TamayoNo ratings yet
- Workflows: How to Design, Improve and Automate High Performance Processes.From EverandWorkflows: How to Design, Improve and Automate High Performance Processes.No ratings yet
- Task 1 - Exercise 1 - VILLANUEVA, ANGELODocument6 pagesTask 1 - Exercise 1 - VILLANUEVA, ANGELOEvalyn RubeneciaNo ratings yet
- Operations Strategy and Competitiveness (Assignment # 2) : PriceDocument5 pagesOperations Strategy and Competitiveness (Assignment # 2) : PriceSheila Mae LiraNo ratings yet
- Preparing Your Production PlanDocument6 pagesPreparing Your Production Planbhevsz009No ratings yet
- Mb0044 Unit 02 SLMDocument22 pagesMb0044 Unit 02 SLMRahul ReddyNo ratings yet
- Target Costing: Kenneth Crow DRM AssociatesDocument6 pagesTarget Costing: Kenneth Crow DRM AssociatesAhmed RazaNo ratings yet
- Assignment 3, BBA 7 &8, ITSCMDocument4 pagesAssignment 3, BBA 7 &8, ITSCMAslam khanNo ratings yet
- Management Control Is The Process by Which Managers Influence OtherDocument21 pagesManagement Control Is The Process by Which Managers Influence OtherFernandes RudolfNo ratings yet
- Important ProdmanDocument62 pagesImportant ProdmanTata Young100% (1)
- POMDocument64 pagesPOMvignesh. viswanathanNo ratings yet
- What Is Operation ManagementDocument7 pagesWhat Is Operation Managementheysem100% (1)
- BBA Production and Operations Management AssignmentDocument11 pagesBBA Production and Operations Management AssignmentNageshwar singhNo ratings yet
- RID Operations Strategies for Cost ReductionDocument9 pagesRID Operations Strategies for Cost ReductionLaimi MutikishaNo ratings yet
- Unit-1: Quantities, According To The Time Schedule and A Minimum Cost Objectives of Production ManagementDocument23 pagesUnit-1: Quantities, According To The Time Schedule and A Minimum Cost Objectives of Production ManagementTHRIPTHI ADKARNo ratings yet
- Operation ManagementDocument8 pagesOperation ManagementZEESHAN ALINo ratings yet
- Module 2 (Lessons 1 - 6)Document5 pagesModule 2 (Lessons 1 - 6)Pob ReNo ratings yet
- Topic 6 Strategic Capacity ManagementDocument11 pagesTopic 6 Strategic Capacity ManagementMohamed K MarahNo ratings yet
- Fundamentals of Production and Operations Management (BM-304)Document11 pagesFundamentals of Production and Operations Management (BM-304)AbhishekNo ratings yet
- Operations and Supply StrategiesDocument5 pagesOperations and Supply StrategiesTanu Trivedi100% (1)
- Production and Operations Management Digital MaterialDocument220 pagesProduction and Operations Management Digital MaterialThe OpenstudioNo ratings yet
- Process Selection and Facility LayoutDocument4 pagesProcess Selection and Facility LayoutClyde TorresNo ratings yet
- PqdifsdkDocument2 pagesPqdifsdkrafaelcbscribdNo ratings yet
- Experiences in The OperationDocument7 pagesExperiences in The OperationUsama Bin SabirNo ratings yet
- Sheet 5 SolvedDocument4 pagesSheet 5 Solvedshimaa eldakhakhnyNo ratings yet
- Agricrop9 ModuleDocument22 pagesAgricrop9 ModuleMaria Daisy ReyesNo ratings yet
- Solve Equations and InequalitiesDocument13 pagesSolve Equations and InequalitiesFons Roxas-ChuaNo ratings yet
- Jenny Randles - Mind Monsters - Invaders From Inner Space (1990)Document219 pagesJenny Randles - Mind Monsters - Invaders From Inner Space (1990)DirkTheDaring11100% (15)
- The World in Which We Believe in Is The Only World We Live inDocument26 pagesThe World in Which We Believe in Is The Only World We Live inYusufMiddeyNo ratings yet
- How to Critique a Work in 40 StepsDocument16 pagesHow to Critique a Work in 40 StepsGavrie TalabocNo ratings yet
- Lanco Solar EPC leaderDocument19 pagesLanco Solar EPC leaderShabir TrambooNo ratings yet
- Analyzing an Anti-Smoking Poster Using a Formalist ApproachDocument20 pagesAnalyzing an Anti-Smoking Poster Using a Formalist ApproachAlphred Jann NaparanNo ratings yet
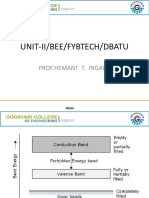
- Bee Unit-IiDocument98 pagesBee Unit-IiHemant Ingale100% (1)
- National Institute of Technology Calicut: Department of Computer Science and EngineeringDocument8 pagesNational Institute of Technology Calicut: Department of Computer Science and EngineeringArun ManuNo ratings yet
- DL1 - Epicyclic Gear Train & Holding Torque ManualDocument4 pagesDL1 - Epicyclic Gear Train & Holding Torque Manualer_arun76100% (1)
- This Content Downloaded From 3.6.73.78 On Wed, 21 Dec 2022 07:40:53 UTCDocument81 pagesThis Content Downloaded From 3.6.73.78 On Wed, 21 Dec 2022 07:40:53 UTCabcdNo ratings yet
- Nanowires - Fundamental ResearchDocument564 pagesNanowires - Fundamental ResearchJosé Ramírez100% (1)
- EMAIL FORMAT Notes Y4Document6 pagesEMAIL FORMAT Notes Y4Nureen SyauqeenNo ratings yet
- Abdul Jabbar (Mechanical Engineer) AGROFEED KSADocument4 pagesAbdul Jabbar (Mechanical Engineer) AGROFEED KSAftimum1No ratings yet
- STAUFF Catalogue 1 STAUFF Clamps English TERBARU RemovedDocument5 pagesSTAUFF Catalogue 1 STAUFF Clamps English TERBARU RemovedBayuAnggaraNo ratings yet
- PackMan ReportDocument41 pagesPackMan ReportPrakash SamshiNo ratings yet
- Teaser Rheosolve D 15ASDocument2 pagesTeaser Rheosolve D 15ASwahyuni raufianiNo ratings yet
- Vedic Maths - India's Approach To Calculating!Document4 pagesVedic Maths - India's Approach To Calculating!padmanaban_cse100% (2)
- Electrical Tools, Eq, Sup and MatDocument14 pagesElectrical Tools, Eq, Sup and MatXylene Lariosa-Labayan100% (2)
- Simpack Off-Line and Real Time SimulationDocument23 pagesSimpack Off-Line and Real Time SimulationAnderson ZambrzyckiNo ratings yet
- Bi006008 00 02 - Body PDFDocument922 pagesBi006008 00 02 - Body PDFRamon HidalgoNo ratings yet
- Iso 19108Document56 pagesIso 19108AzzahraNo ratings yet
- Word ShortcutsDocument3 pagesWord ShortcutsRaju BNo ratings yet
- UCT APM M2 U1 - TP Leadership QuestionnaireDocument4 pagesUCT APM M2 U1 - TP Leadership QuestionnaireLincolyn MoyoNo ratings yet
- (Architecture Ebook) Building Design and Construction HandbookDocument5 pages(Architecture Ebook) Building Design and Construction HandbookJESÚS GARCÍA PÉREZNo ratings yet
- HoraceDocument8 pagesHoraceapolonius31No ratings yet
- Synopsis MphilDocument10 pagesSynopsis MphilAyesha AhmadNo ratings yet