You might also like
- Properties of Crossliked PEDocument35 pagesProperties of Crossliked PEXuân Giang Nguyễn100% (1)
- Thermoplastic Aromatic Polymer Composites: A Study of the Structure, Processing and Properties of Carbon Fibre Reinforced Polyetheretherketone and Related MaterialsFrom EverandThermoplastic Aromatic Polymer Composites: A Study of the Structure, Processing and Properties of Carbon Fibre Reinforced Polyetheretherketone and Related MaterialsNo ratings yet
- Acknowledgement: Mr. FRANCIS P A (Associate Professor & HOD, Mechanical Engineering Dept.) ForDocument7 pagesAcknowledgement: Mr. FRANCIS P A (Associate Professor & HOD, Mechanical Engineering Dept.) ForClassic PrintersNo ratings yet
- Properties of Coconut Fiber: Structure, Properties, and ApplicationsDocument20 pagesProperties of Coconut Fiber: Structure, Properties, and ApplicationsArvind RNo ratings yet
- L. A. Utracki (Auth.) - Commercial Polymer Blends-Springer US (1998) - 1Document669 pagesL. A. Utracki (Auth.) - Commercial Polymer Blends-Springer US (1998) - 1Đỗ NgânNo ratings yet
- Polymer Latices - Science and Technology Volume 2 - Types of Latices PDFDocument608 pagesPolymer Latices - Science and Technology Volume 2 - Types of Latices PDFAsanka Chathuranga100% (1)
- Fibrous Reinforcements For CompositesDocument12 pagesFibrous Reinforcements For CompositesFlor GINo ratings yet
- Christopher Hall - Polymer Materials_ An Introduction for Technologists and Scientists-Macmillan Education UK (1981)Document208 pagesChristopher Hall - Polymer Materials_ An Introduction for Technologists and Scientists-Macmillan Education UK (1981)americo molinaNo ratings yet
- Polymer Reaction EngineeringFrom EverandPolymer Reaction EngineeringJose AsuaNo ratings yet
- Polymer Phyiscs GeddeDocument301 pagesPolymer Phyiscs Geddeunknown159No ratings yet
- Factors Affecting The Quality of Centrlfuged Latex and It's Processing Behaviour in The Latex Product Manufacturing IndustryDocument6 pagesFactors Affecting The Quality of Centrlfuged Latex and It's Processing Behaviour in The Latex Product Manufacturing IndustryO S SELVAKUMARNo ratings yet
- The Chemical Physics of FoodFrom EverandThe Chemical Physics of FoodPeter BeltonNo ratings yet
- Materials Mechanics Part 02Document164 pagesMaterials Mechanics Part 02Ahmed Salah KamelNo ratings yet
- Tribology of Polymeric Nanocomposites: Friction and Wear of Bulk Materials and CoatingsFrom EverandTribology of Polymeric Nanocomposites: Friction and Wear of Bulk Materials and CoatingsNo ratings yet
- NO. Title NO. List of Figures List of Tables 1 1Document5 pagesNO. Title NO. List of Figures List of Tables 1 1Fortune FireNo ratings yet
- Textile Fibres: Textile Engineering & Fibre ScienceDocument2 pagesTextile Fibres: Textile Engineering & Fibre ScienceSK RAJUNo ratings yet
- Effect of Particle Morphology On Film MoDocument342 pagesEffect of Particle Morphology On Film MoVijay KarandikarNo ratings yet
- Engineering Chemistry A TextbookDocument217 pagesEngineering Chemistry A Textbookpankaj vashisht100% (2)
- Rubber Nanocomposites: Preparation, Properties, and ApplicationsFrom EverandRubber Nanocomposites: Preparation, Properties, and ApplicationsNo ratings yet
- Polymer Foams Handbook: Engineering and Biomechanics Applications and Design GuideFrom EverandPolymer Foams Handbook: Engineering and Biomechanics Applications and Design GuideNo ratings yet
- Dr. Andre Knop, Dr. Louis A. Pilato (Auth.) - Phenolic Resins - Chemistry, Applications and Performance Future Directions-Springer Berlin Heidelberg (1985)Document328 pagesDr. Andre Knop, Dr. Louis A. Pilato (Auth.) - Phenolic Resins - Chemistry, Applications and Performance Future Directions-Springer Berlin Heidelberg (1985)Industrial FenolNo ratings yet
- Wood Chemistry: Fundamentals and ApplicationsFrom EverandWood Chemistry: Fundamentals and ApplicationsRating: 5 out of 5 stars5/5 (1)
- 0202 Smook 4Document2 pages0202 Smook 4rdgvxajhNo ratings yet
- Polymers R0 - 220830Document45 pagesPolymers R0 - 220830Kelly Roxelle De GuzmanNo ratings yet
- Colin WilmerDocument387 pagesColin WilmerTri Wahyuni0% (1)
- Applied Biophysics: A Molecular Approach for Physical ScientistsFrom EverandApplied Biophysics: A Molecular Approach for Physical ScientistsRating: 1 out of 5 stars1/5 (1)
- Specialty Optical Fibers HandbookFrom EverandSpecialty Optical Fibers HandbookAlexis MendezNo ratings yet
- Table of ContentsDocument6 pagesTable of ContentsPascal Niño RodriguezNo ratings yet
- Processing of Solid–Liquid SuspensionsFrom EverandProcessing of Solid–Liquid SuspensionsP. Ayazi ShamlouNo ratings yet
- Food Packaging Principles and PracticeDocument19 pagesFood Packaging Principles and PracticeVikas NimbranaNo ratings yet
- Book of Polycristaline SiliconeDocument391 pagesBook of Polycristaline Siliconezahratul azizahNo ratings yet
- Lab Oriented Project (BITS C313) Final Report On Experiments On Resin Transfer MoldingDocument34 pagesLab Oriented Project (BITS C313) Final Report On Experiments On Resin Transfer MoldingkvravikrishnaNo ratings yet
- Elastomers and Rubber Compounding MaterialsFrom EverandElastomers and Rubber Compounding MaterialsI FrantaRating: 4.5 out of 5 stars4.5/5 (3)
- Download Use Of Recycled Plastics In Eco Efficient Concrete Pacheco Torgal all chapterDocument67 pagesDownload Use Of Recycled Plastics In Eco Efficient Concrete Pacheco Torgal all chaptersally.rogers984100% (4)
- Inorganic and Organometallic PolymersDocument348 pagesInorganic and Organometallic Polymersapc108No ratings yet
- RefractoriesDocument23 pagesRefractoriesNabeel BhuttaNo ratings yet
- Julian F. V. Vincent (Auth.) - Structural Biomaterials-Macmillan Education UK (1982) PDFDocument218 pagesJulian F. V. Vincent (Auth.) - Structural Biomaterials-Macmillan Education UK (1982) PDFArjan van BreemenNo ratings yet
- LSR BookDocument321 pagesLSR BookpranabNo ratings yet
- TSPCW6 - Part1 Rev0306Document45 pagesTSPCW6 - Part1 Rev0306Roberto BobbinsNo ratings yet
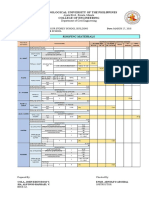
- TUP-CE Proposed School Building Roofing Materials EstimationDocument1 pageTUP-CE Proposed School Building Roofing Materials EstimationPonsyo PonsiNo ratings yet
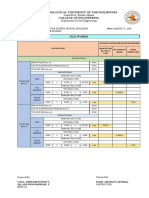
- 23 Tile WorksDocument2 pages23 Tile WorksPonsyo PonsiNo ratings yet
- Doors & Windows ScheduleDocument7 pagesDoors & Windows SchedulePonsyo PonsiNo ratings yet
- 27 ElectricalDocument2 pages27 ElectricalPonsyo PonsiNo ratings yet
- Proposed School Building Formwork MaterialsDocument4 pagesProposed School Building Formwork MaterialsPonsyo PonsiNo ratings yet
- 21 Paint WorksDocument5 pages21 Paint WorksPonsyo PonsiNo ratings yet
- Methodology: Figure 3.1 Project Development Flow ChartDocument19 pagesMethodology: Figure 3.1 Project Development Flow ChartPonsyo PonsiNo ratings yet
- Benefits of using chicken feather fiber and PVC in roofing membranesDocument3 pagesBenefits of using chicken feather fiber and PVC in roofing membranesPonsyo PonsiNo ratings yet
- Proposed Four Storey School Building Earthworks CalculationsDocument1 pageProposed Four Storey School Building Earthworks CalculationsPonsyo PonsiNo ratings yet
- Reason Why Such Materials Are To Be Used (Vinyl Solid Waste, Chicken Feather Fibre, Nylon Mesh)Document1 pageReason Why Such Materials Are To Be Used (Vinyl Solid Waste, Chicken Feather Fibre, Nylon Mesh)Ponsyo PonsiNo ratings yet
- Project Methodology and Testing FlowDocument1 pageProject Methodology and Testing FlowPonsyo PonsiNo ratings yet
- 19 Scaffolding and StagingDocument3 pages19 Scaffolding and StagingPonsyo PonsiNo ratings yet
- Coated Fabrics-Low-Temperature Bend Test: Standard Test Method ForDocument3 pagesCoated Fabrics-Low-Temperature Bend Test: Standard Test Method ForPonsyo PonsiNo ratings yet
- Review of Related Literature and StudiesDocument18 pagesReview of Related Literature and StudiesPonsyo PonsiNo ratings yet
- C. J. Collamat, M. Ronquillo, W. Ochavez JR., A. Seban, A. R. Sia, D. M. Tabios Engr. Edgardo S. LegaspiDocument1 pageC. J. Collamat, M. Ronquillo, W. Ochavez JR., A. Seban, A. R. Sia, D. M. Tabios Engr. Edgardo S. LegaspiPonsyo PonsiNo ratings yet
- CHAPTER-3 - No CorrugationDocument15 pagesCHAPTER-3 - No CorrugationPonsyo PonsiNo ratings yet
- Theory of Fiber Reinforced MaterialsDocument702 pagesTheory of Fiber Reinforced MaterialsPonsyo PonsiNo ratings yet
- Process Input Output: Figure 1.1 Conceptual Framework of The StudyDocument1 pageProcess Input Output: Figure 1.1 Conceptual Framework of The StudyPonsyo PonsiNo ratings yet
- The Problem and Its Setting 1.1 Background of The StudyDocument14 pagesThe Problem and Its Setting 1.1 Background of The StudyPonsyo PonsiNo ratings yet
- Plastics: Standard Terminology Relating ToDocument15 pagesPlastics: Standard Terminology Relating ToMuhamed RiskhanNo ratings yet
- Experimental methodology for developing and testing composite roofing materialsDocument18 pagesExperimental methodology for developing and testing composite roofing materialsPonsyo PonsiNo ratings yet
- MACDAW Roofing Material Characterization Using Chicken Feathers and NylonDocument48 pagesMACDAW Roofing Material Characterization Using Chicken Feathers and NylonPonsyo PonsiNo ratings yet
- RRL Weathering On RoofingDocument11 pagesRRL Weathering On RoofingPonsyo PonsiNo ratings yet
- FIBER REINFORCED ROOFINGDocument15 pagesFIBER REINFORCED ROOFINGPonsyo PonsiNo ratings yet
- Astm D5685 PDFDocument5 pagesAstm D5685 PDFashams49250% (2)
- Solid Waste Philipines2010 - 431 - 05 PDFDocument33 pagesSolid Waste Philipines2010 - 431 - 05 PDFJune Alapa100% (1)
- Astm D 570 - 98Document4 pagesAstm D 570 - 98Pramod PamuNo ratings yet
- Field Investigation and Laboratory Testing of Exposed Poly (Vinyl Chloride) Roof SystemsDocument14 pagesField Investigation and Laboratory Testing of Exposed Poly (Vinyl Chloride) Roof SystemsPonsyo PonsiNo ratings yet
- Optimization of The WEDM Process of Particle-Reinforced Material Withmultiple Performance Characteristics Using Grey Relational AnalysisDocument6 pagesOptimization of The WEDM Process of Particle-Reinforced Material Withmultiple Performance Characteristics Using Grey Relational AnalysisPonsyo PonsiNo ratings yet
- Hong & Lee - Strut and Tie ModelDocument14 pagesHong & Lee - Strut and Tie ModelWilbert HernandezNo ratings yet
- NIT Tiruchirappalli Resin Transfer Molding ProcessDocument11 pagesNIT Tiruchirappalli Resin Transfer Molding Processyuvi yuviNo ratings yet
- 1 s2.0 S2214785323023027 MainDocument5 pages1 s2.0 S2214785323023027 MainArun KarthickNo ratings yet
- Aluminium Alloy Redraw Rods - For Electrical Purposes - SpecificationDocument6 pagesAluminium Alloy Redraw Rods - For Electrical Purposes - Specificationvenkat8eNo ratings yet
- Nymhy H05VVFDocument1 pageNymhy H05VVFHavid ViqriNo ratings yet
- Flyer Dinar Geofoam Class Rev.00Document4 pagesFlyer Dinar Geofoam Class Rev.00fendynovapamelaNo ratings yet
- Quantity Estimate of 600 SS RCC GumbaDocument10 pagesQuantity Estimate of 600 SS RCC GumbaKale DaiNo ratings yet
- Existing EN AW 5251 H14 Al-Mg2Mn0,3 CompositionDocument8 pagesExisting EN AW 5251 H14 Al-Mg2Mn0,3 Compositionamh.fpdNo ratings yet
- Irganox 3114: Technical Data SheetDocument3 pagesIrganox 3114: Technical Data SheetWing ZenandNo ratings yet
- DOT Testing Protocol and Material Specifications For Basalt Fiber Reinforced Polymer BarsDocument35 pagesDOT Testing Protocol and Material Specifications For Basalt Fiber Reinforced Polymer BarsОлег ШибекоNo ratings yet
- Fast Cure Abrasion Resistant Composite Epigen FC2: ProfileDocument2 pagesFast Cure Abrasion Resistant Composite Epigen FC2: ProfilevdsgseggNo ratings yet
- Auditorium PDF-Thesis Case StudyDocument25 pagesAuditorium PDF-Thesis Case StudyAmarnath AmarNo ratings yet
- Zinc-Coated Steel Strand For Messenger Support of Figure 8 CableDocument3 pagesZinc-Coated Steel Strand For Messenger Support of Figure 8 CableDarwin DarmawanNo ratings yet
- CH 5 - Ferrous Metals and AlloysDocument45 pagesCH 5 - Ferrous Metals and AlloysYhan SombilonNo ratings yet
- Curriculum Vitae-Dr. Srinivasa C.V.Document19 pagesCurriculum Vitae-Dr. Srinivasa C.V.srinivasa c vNo ratings yet
- Electrifying the World with Quartz-Free InsulatorsDocument4 pagesElectrifying the World with Quartz-Free Insulatorssamar209No ratings yet
- July. PurchasesDocument5 pagesJuly. PurchasesNicolee Rein AndayaNo ratings yet
- ISO Turning Inserts GuideDocument36 pagesISO Turning Inserts GuideferNo ratings yet
- Steel and Cast Iron Standards EN 10028Document3 pagesSteel and Cast Iron Standards EN 10028NicolaeNo ratings yet
- Utilization of Sawdust in Making Concrete Blocks: An Experimental Research On Hollow Concrete Block's RigidityDocument6 pagesUtilization of Sawdust in Making Concrete Blocks: An Experimental Research On Hollow Concrete Block's RigidityJoefil Carl DacorroNo ratings yet
- Bond Durability of Basalt-Fiber-Reinforced-Polymer (BFRP) Bars Embedded in Concrete in Aggressive EnvironmentsDocument11 pagesBond Durability of Basalt-Fiber-Reinforced-Polymer (BFRP) Bars Embedded in Concrete in Aggressive EnvironmentsMabel LoNo ratings yet
- Matrox TDS PDFDocument1 pageMatrox TDS PDFrajanarenderNo ratings yet
- Silicon Cross-Linking Premium Clear Coats: Dr. Frank Groß 13th of November 2013Document20 pagesSilicon Cross-Linking Premium Clear Coats: Dr. Frank Groß 13th of November 2013zaryab khanNo ratings yet
- Classification of Technical TextileDocument1 pageClassification of Technical Textilepratikbhattad1047No ratings yet
- Comparison Between PT and Flat SlabsDocument3 pagesComparison Between PT and Flat SlabsAyman El KatebNo ratings yet
- ABSTRACTDocument2 pagesABSTRACTThant ZinNo ratings yet
- Afs Casting Defects Handbook: Read/DownloadDocument3 pagesAfs Casting Defects Handbook: Read/Downloadbobig0% (4)
- Description Unit QTY Rate Amount A-Sub Structure 1. Excavation & Earth Work Item NoDocument9 pagesDescription Unit QTY Rate Amount A-Sub Structure 1. Excavation & Earth Work Item NoSemNo ratings yet
- Code of Practice For Internal Wet Area Membranes: (Selection, Design, Installation)Document68 pagesCode of Practice For Internal Wet Area Membranes: (Selection, Design, Installation)murNo ratings yet
- High-Strength Reinforcing Bars - ETN-M-8-16 PDFDocument12 pagesHigh-Strength Reinforcing Bars - ETN-M-8-16 PDFVignesh RamalingamNo ratings yet