You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Genset Care GuideDocument54 pagesGenset Care GuideAya Jibo40% (5)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- TPD1516E1 RegulagemDocument62 pagesTPD1516E1 RegulagemCaique JpNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- JGP650P5 Jgp700e5 PDFDocument875 pagesJGP650P5 Jgp700e5 PDFAya JiboNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Dse 6120mkii OpsDocument94 pagesDse 6120mkii OpsF Sisniegas GCNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Operation ManualDocument71 pagesOperation Manualjillianix67% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Dse8610 ManualDocument110 pagesDse8610 ManualMac Look Cravant Ariza100% (2)
- ALIMAK Scando 650 InstallDocument66 pagesALIMAK Scando 650 InstallAya JiboNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- ALIMAK-Scando 650 Tech Desc 9104228-107 USDocument117 pagesALIMAK-Scando 650 Tech Desc 9104228-107 USramtsanNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- ALIMAK Scando 650 InstallDocument66 pagesALIMAK Scando 650 InstallAya JiboNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Operation ManualDocument71 pagesOperation Manualjillianix67% (3)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Automobile Leaf Springs From Composite MaterialsDocument4 pagesAutomobile Leaf Springs From Composite MaterialsAya JiboNo ratings yet
- Genset Care GuideDocument54 pagesGenset Care GuideAya Jibo40% (5)
- Catalogo Mangueras CaterpillarDocument330 pagesCatalogo Mangueras CaterpillarCrespo Jorge89% (9)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Manual Caterpillar Hydraulic Cylinder Seal Reference Guide Parts Components Troubleshooting PDFDocument785 pagesManual Caterpillar Hydraulic Cylinder Seal Reference Guide Parts Components Troubleshooting PDFBruno Cecatto79% (19)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Manual Caterpillar Hydraulic Cylinder Seal Reference Guide Parts Components Troubleshooting PDFDocument785 pagesManual Caterpillar Hydraulic Cylinder Seal Reference Guide Parts Components Troubleshooting PDFBruno Cecatto79% (19)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Manual Caterpillar Hydraulic Cylinder Seal Reference Guide Parts Components Troubleshooting PDFDocument785 pagesManual Caterpillar Hydraulic Cylinder Seal Reference Guide Parts Components Troubleshooting PDFBruno Cecatto79% (19)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Caterpillar Custom Track Service HandbookDocument826 pagesCaterpillar Custom Track Service HandbookGyimesi András96% (45)
- 3001 Dumper ManualDocument106 pages3001 Dumper ManualAya JiboNo ratings yet
- Automobile Leaf Springs From Composite MaterialsDocument4 pagesAutomobile Leaf Springs From Composite MaterialsAya JiboNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- CTS 5.0Document54 pagesCTS 5.0Aya JiboNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Manual de Venta de PiezasDocument378 pagesManual de Venta de PiezasGARY BAUTISTANo ratings yet
- Manual de Venta de PiezasDocument378 pagesManual de Venta de PiezasGARY BAUTISTANo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- GETDocument688 pagesGETAya JiboNo ratings yet
- CTS 5.0Document54 pagesCTS 5.0Aya JiboNo ratings yet
- Catalogo Mangueras CaterpillarDocument330 pagesCatalogo Mangueras CaterpillarCrespo Jorge89% (9)
- Manual Caterpillar Hydraulic Cylinder Seal Reference Guide Parts Components Troubleshooting PDFDocument785 pagesManual Caterpillar Hydraulic Cylinder Seal Reference Guide Parts Components Troubleshooting PDFBruno Cecatto79% (19)
- GETDocument688 pagesGETAya JiboNo ratings yet
- Hydraulic Pump&Motor Ref - GuideDocument188 pagesHydraulic Pump&Motor Ref - Guideomni_parts93% (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- GETDocument688 pagesGETAya JiboNo ratings yet
- Booklet English 2016Document17 pagesBooklet English 2016Noranita ZakariaNo ratings yet
- Manual Bot With Relay CircuitDocument4 pagesManual Bot With Relay CircuitKarishma MishraNo ratings yet
- dSPACE CLP1104 Manual 201663013420Document172 pagesdSPACE CLP1104 Manual 201663013420meghraj01No ratings yet
- 978 613 8 91055 8 PDFDocument309 pages978 613 8 91055 8 PDFEr Sayan ParamanikNo ratings yet
- Physical Activity Guidelines Advisory Committee ReportDocument683 pagesPhysical Activity Guidelines Advisory Committee Reportyitz22100% (1)
- Resume Curt JerromeDocument5 pagesResume Curt JerromeAashish MuraliNo ratings yet
- HSB Julian Reyes 4ab 1Document3 pagesHSB Julian Reyes 4ab 1Kéññy RèqüēñåNo ratings yet
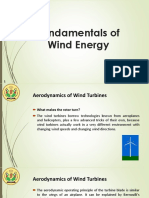
- Fundamentals of Wind EnergyDocument24 pagesFundamentals of Wind EnergyMas3odNo ratings yet
- Newton's Laws of Motion Summative TestDocument1 pageNewton's Laws of Motion Summative TestXHiri Pabuaya MendozaNo ratings yet
- Fi & EiDocument3 pagesFi & EiPrasanna S Kulkarni100% (1)
- Whirlpool - Service Information Frontloader Washing Machine AWO/D 43115Document53 pagesWhirlpool - Service Information Frontloader Washing Machine AWO/D 43115amandialopes50% (2)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Oxford SuprEsser ManualDocument34 pagesOxford SuprEsser ManualaaaNo ratings yet
- Science: Pure Substances Vs MixturesDocument33 pagesScience: Pure Substances Vs MixturesElle Ma Rie100% (1)
- Types of swords from around the worldDocument4 pagesTypes of swords from around the worldДмитрий МихальчукNo ratings yet
- Audit Keselamatan Jalan Pada Jalan Yogyakarta-Purworejo KM 35-40, Kulon Progo, YogyakartaDocument10 pagesAudit Keselamatan Jalan Pada Jalan Yogyakarta-Purworejo KM 35-40, Kulon Progo, YogyakartaSawaluddin SawalNo ratings yet
- What Is The Kingdom of GodDocument10 pagesWhat Is The Kingdom of GodSunil ChelladuraiNo ratings yet
- High Pressure Processing For Preservation of FoodsDocument36 pagesHigh Pressure Processing For Preservation of FoodsPravin Zine PatilNo ratings yet
- A Feminist Analysis of Habba Khatoon'S Poetry: Dr. Mir Rifat NabiDocument7 pagesA Feminist Analysis of Habba Khatoon'S Poetry: Dr. Mir Rifat NabiShabir AhmadNo ratings yet
- Labcelldivision ErikagutierrezDocument10 pagesLabcelldivision Erikagutierrezapi-336047220No ratings yet
- DM3xxx Accessory List LeafletDocument2 pagesDM3xxx Accessory List LeafletAdvantec SrlNo ratings yet
- Chapter 1 and 2Document67 pagesChapter 1 and 2Tle SupawidNo ratings yet
- Rate Analysis-Norms 1Document10 pagesRate Analysis-Norms 1yamanta_rajNo ratings yet
- Mitsubishi Colt 2007 Rear AxleDocument2 pagesMitsubishi Colt 2007 Rear AxlenalokinNo ratings yet
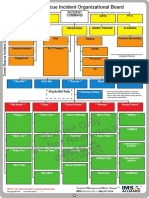
- Sample Only Do Not Reproduce: Trench Rescue Incident Organizational BoardDocument1 pageSample Only Do Not Reproduce: Trench Rescue Incident Organizational BoardLuis Diaz CerdanNo ratings yet
- Principles of Marketing - Product, Service and Experience DifferencesDocument26 pagesPrinciples of Marketing - Product, Service and Experience DifferencesVivien Leigh LopezNo ratings yet
- RedactedDocument24 pagesRedactedJohn HarrisNo ratings yet
- TheologicalDiscipleship English 2011-1Document144 pagesTheologicalDiscipleship English 2011-1bilnyangnatNo ratings yet
- B+G+2 Boq - (367-625)Document116 pagesB+G+2 Boq - (367-625)Amy Fitzpatrick100% (3)
- API Calcs Rev1 (Version 2)Document112 pagesAPI Calcs Rev1 (Version 2)Jake Sparrow100% (1)
- Part 1Document52 pagesPart 1Jeffry Daud BarrungNo ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)