You might also like
- A Study of The Durability Properties of Waste Tire Rubber Applied To Self-Compacting ConcreteDocument8 pagesA Study of The Durability Properties of Waste Tire Rubber Applied To Self-Compacting Concretecova2201No ratings yet
- Construction and Building Materials: Mehmet Canbaz, - Ilker Bekir Topçu, Özgün Ates SSinDocument5 pagesConstruction and Building Materials: Mehmet Canbaz, - Ilker Bekir Topçu, Özgün Ates SSinhans_conanNo ratings yet
- Effects of Partial Replacement of Cement With Marble Dust Powder On Properties of ConcreteDocument9 pagesEffects of Partial Replacement of Cement With Marble Dust Powder On Properties of ConcreteAnkush ThakurNo ratings yet
- 16 Reusing of Marble and Granite Powders in Self-Compacting Concrete For Sustainable DevelopmentDocument14 pages16 Reusing of Marble and Granite Powders in Self-Compacting Concrete For Sustainable Developmentahmedghobashy903No ratings yet
- Effect of Molding Parameters On Chemically Bonded Sand Mold PropertiesDocument8 pagesEffect of Molding Parameters On Chemically Bonded Sand Mold PropertiesDiditOctianoNo ratings yet
- An Overview of the Properties of Self Compacting ConcreteDocument9 pagesAn Overview of the Properties of Self Compacting ConcreteMohamedRaahimNo ratings yet
- Compressive Strength of Concrete With Partial Replacement of Cement by Fly AshDocument6 pagesCompressive Strength of Concrete With Partial Replacement of Cement by Fly AshEditor IJTSRDNo ratings yet
- Materials 15 05626Document25 pagesMaterials 15 05626MD. MUSHFIQUE -US-SALEHEEN, 180051234No ratings yet
- The Investigational The Effects of Waste Products Such As Wood Ash, Sugarcane Bagasse Ash, and Rice Husk Ash On The Durability of ConcreteDocument6 pagesThe Investigational The Effects of Waste Products Such As Wood Ash, Sugarcane Bagasse Ash, and Rice Husk Ash On The Durability of ConcreteIJRASETPublicationsNo ratings yet
- A Study On Effect of Fly Ash and Glass Powder On The Compressive Strength and Permeability of ConcreteDocument8 pagesA Study On Effect of Fly Ash and Glass Powder On The Compressive Strength and Permeability of ConcreteArul RajNo ratings yet
- Behaviour of Lustrous Carbon Additives in Green Sand CastingDocument5 pagesBehaviour of Lustrous Carbon Additives in Green Sand CastingEditor IJTSRDNo ratings yet
- JMP MoldingCompositionOptimizationDocument8 pagesJMP MoldingCompositionOptimizationTalha Nibras AliNo ratings yet
- Experimental Evaluation of Sulphate Limits of Mixing Water in Concrete Mortar MixDocument11 pagesExperimental Evaluation of Sulphate Limits of Mixing Water in Concrete Mortar MixEditor IJTSRDNo ratings yet
- Literature Review On Sandcrete BlocksDocument5 pagesLiterature Review On Sandcrete Blocksbij0dizytaj2100% (1)
- Spwla 2014 HHHDocument12 pagesSpwla 2014 HHHclimaco20No ratings yet
- Stabilization of Clay With Using Waste Beverage Can: SciencedirectDocument5 pagesStabilization of Clay With Using Waste Beverage Can: SciencedirectArham SheikhNo ratings yet
- Experimental Study On Rubberized ConcreteDocument3 pagesExperimental Study On Rubberized ConcreteEditor IJTSRDNo ratings yet
- A Review On Need of Manufactured Sand in Concrete As A Replacement of River SandDocument4 pagesA Review On Need of Manufactured Sand in Concrete As A Replacement of River SandGanesh SuryawashiNo ratings yet
- Mechanical Behaviour of Composite Produced With Quarry DustDocument10 pagesMechanical Behaviour of Composite Produced With Quarry DustMiggy YangNo ratings yet
- 1208 2690 4 PBDocument6 pages1208 2690 4 PBDiditOctianoNo ratings yet
- Evolution Properties of Paver Blocks Using Waste Foundry Sand in ConcreteDocument8 pagesEvolution Properties of Paver Blocks Using Waste Foundry Sand in ConcreteEditor IJTSRDNo ratings yet
- An Experimental Investigation of Coal Bottom As Has Sand ReplacementDocument9 pagesAn Experimental Investigation of Coal Bottom As Has Sand ReplacementMuhammad Redzwan Bin IsmailNo ratings yet
- Utilization of Sawdust in Concrete Masonry Blocks: A ReviewDocument8 pagesUtilization of Sawdust in Concrete Masonry Blocks: A ReviewHussain MarzooqNo ratings yet
- Crystals: Rheological Properties of Cement Paste Containing Ground Fly Ash Based On Particle Morphology AnalysisDocument12 pagesCrystals: Rheological Properties of Cement Paste Containing Ground Fly Ash Based On Particle Morphology AnalysisAbhiram shuklaNo ratings yet
- CLEANER ENGINEERING & TECHNOLOGY (2021)Document1 pageCLEANER ENGINEERING & TECHNOLOGY (2021)kulwinder kaurNo ratings yet
- Assessing the Durability of Concrete Using Powdered Cork as Fine AggregatesDocument22 pagesAssessing the Durability of Concrete Using Powdered Cork as Fine AggregatesMeynard CadacioNo ratings yet
- J Matpr 2020 06 322Document4 pagesJ Matpr 2020 06 322jasim abdNo ratings yet
- Behavior of Concrete With Quarry Dust As Partial Replacement of Fine AggregateDocument8 pagesBehavior of Concrete With Quarry Dust As Partial Replacement of Fine AggregateSuman VarmaNo ratings yet
- OJCE PaperDocument14 pagesOJCE Paperyusuf anwerNo ratings yet
- Que Dou 2021Document18 pagesQue Dou 2021henryNo ratings yet
- Utilization of Recycled Crumb Rubber As Ne Aggregates in Concrete Mix DesignDocument6 pagesUtilization of Recycled Crumb Rubber As Ne Aggregates in Concrete Mix DesignGuzalgNo ratings yet
- Methodology of Sample Selection For Study of Limestone DecarbonationDocument8 pagesMethodology of Sample Selection For Study of Limestone Decarbonationzhor El hallaouiNo ratings yet
- Compressivestrength ArticleDocument13 pagesCompressivestrength ArticleOLIVA BURGOS WILLIAM JUNIORNo ratings yet
- A Study On The Use of Foundry Sand As A Sustainable Construction Material A ReviewDocument10 pagesA Study On The Use of Foundry Sand As A Sustainable Construction Material A ReviewIJRASETPublicationsNo ratings yet
- Concrete Containing Fungal Treated Waste Foundry SandDocument6 pagesConcrete Containing Fungal Treated Waste Foundry SandFábio FriolNo ratings yet
- Effect of Waste Foundry Sand on Concrete PropertiesDocument4 pagesEffect of Waste Foundry Sand on Concrete Propertiesshivanand hippargaNo ratings yet
- A Research On Study The Characteristics Behaviour of Concrete Using Waste Tires ChipsDocument4 pagesA Research On Study The Characteristics Behaviour of Concrete Using Waste Tires ChipsEditor IJTSRDNo ratings yet
- Choudhary Et Al 2021Document15 pagesChoudhary Et Al 2021Patrick MinusculliNo ratings yet
- Determination of Recycle Potential in Waste Green Foundry Sand Through Spatiotemporal Analysis of Sand MoldDocument12 pagesDetermination of Recycle Potential in Waste Green Foundry Sand Through Spatiotemporal Analysis of Sand MoldSofi LopezNo ratings yet
- Research Article Effects of Waste Glass Powder As Pozzolanic Material in Saw Dust Cement BrickDocument6 pagesResearch Article Effects of Waste Glass Powder As Pozzolanic Material in Saw Dust Cement BrickGhislainNo ratings yet
- Construction and Building Materials: Ping Duan, Chunjie Yan, Wei Zhou, Wenjun LuoDocument11 pagesConstruction and Building Materials: Ping Duan, Chunjie Yan, Wei Zhou, Wenjun Luomoondonoo7No ratings yet
- Waste Foundry Sand ResearchDocument6 pagesWaste Foundry Sand ResearchSIVAGIRI TEJANo ratings yet
- Mohammad I 2014Document16 pagesMohammad I 2014Alberto Tupa OrtizNo ratings yet
- Use of Waste Marble Aggregates in Concrete: March 2011Document6 pagesUse of Waste Marble Aggregates in Concrete: March 2011Kavita ChhajedNo ratings yet
- Batch ReportDocument45 pagesBatch ReportDeekshith SalianNo ratings yet
- Experimental Study On Axial Compressive Strength and Elastic Modulus of The Clay and Fly Ash Brick MasonryDocument12 pagesExperimental Study On Axial Compressive Strength and Elastic Modulus of The Clay and Fly Ash Brick MasonryjayanthNo ratings yet
- Mechanical and Thermal Methods For Reclamation of Waste Foundry SandDocument10 pagesMechanical and Thermal Methods For Reclamation of Waste Foundry SandSofi LopezNo ratings yet
- MakaleDocument9 pagesMakaleAya QatawnaNo ratings yet
- IPA18-161-SE: Application of Novel Doped Nanomaterial Resin to Increase Sand ConsolidationDocument12 pagesIPA18-161-SE: Application of Novel Doped Nanomaterial Resin to Increase Sand ConsolidationHerry SuhartomoNo ratings yet
- Analysis of The Characteristic Behaviour of Concrete With Rice Husk Ash and Sugarcane Bagasse AshDocument6 pagesAnalysis of The Characteristic Behaviour of Concrete With Rice Husk Ash and Sugarcane Bagasse AshEditor IJTSRDNo ratings yet
- An Experimental Study On Strength of Concrete With Replacement of Cement With Silica Fume and Quarry DustDocument3 pagesAn Experimental Study On Strength of Concrete With Replacement of Cement With Silica Fume and Quarry DustEditor IJTSRDNo ratings yet
- Using Foundry Waste Sand in ConcreteDocument6 pagesUsing Foundry Waste Sand in ConcreteDeepak GuptaNo ratings yet
- A New and Practical Model For Amount and Rate of Sand Production Estimation OTC-26508-MSDocument18 pagesA New and Practical Model For Amount and Rate of Sand Production Estimation OTC-26508-MSNik Mohammad FadhlanNo ratings yet
- Case Studies in Construction MaterialsDocument11 pagesCase Studies in Construction MaterialsgiannsNo ratings yet
- Journal of African Earth Sciences: K.A. Fattah, A. LashinDocument13 pagesJournal of African Earth Sciences: K.A. Fattah, A. LashinSina MadaniNo ratings yet
- 11845-Article Text-21011-1-10-20211229Document6 pages11845-Article Text-21011-1-10-20211229shailenderkarreNo ratings yet
- Ain Shams Engineering Journal: A. SofiDocument10 pagesAin Shams Engineering Journal: A. SofiDiego LeonNo ratings yet
- 2005 Aeeseap Conf.1Document6 pages2005 Aeeseap Conf.1Dale LacastreNo ratings yet
- Clay-Fly Ash Bricks Seminar ReportDocument29 pagesClay-Fly Ash Bricks Seminar ReportadnanNo ratings yet
- (A) N - (2-Methoxyethyl) - P-Nitroaniline (MENA) (B) N-Ethyl-4-Nitroaniline (NENA)Document1 page(A) N - (2-Methoxyethyl) - P-Nitroaniline (MENA) (B) N-Ethyl-4-Nitroaniline (NENA)GINA PAOLA BERRÍO JULIONo ratings yet
- ·∫∫®"≈Õß UNIQUAC "À√-∫ -¡ª√- ‘∑∏‘Ï·Õ°µ‘«‘µ'¢Õß√-∫∫ 1-‚æ√æ"πÕ≈ + πÈ" ·≈- 2-‚æ√æ"πÕ≈ + πÈ"Document14 pages·∫∫®"≈Õß UNIQUAC "À√-∫ -¡ª√- ‘∑∏‘Ï·Õ°µ‘«‘µ'¢Õß√-∫∫ 1-‚æ√æ"πÕ≈ + πÈ" ·≈- 2-‚æ√æ"πÕ≈ + πÈ"Cr CrNo ratings yet
- Thermoanalysis of Binary Condensed Eutectic Phases Evincing Molecular InteractionsDocument10 pagesThermoanalysis of Binary Condensed Eutectic Phases Evincing Molecular InteractionsGINA PAOLA BERRÍO JULIONo ratings yet
- Excess Volumen of P-Xylene With 2-PropanolDocument3 pagesExcess Volumen of P-Xylene With 2-PropanolGINA PAOLA BERRÍO JULIONo ratings yet
- Solid Liquid Equilibria and Molecular Structure Studies of Binary Mixtures of Nitrate Esters StabilizersDocument11 pagesSolid Liquid Equilibria and Molecular Structure Studies of Binary Mixtures of Nitrate Esters StabilizersGINA PAOLA BERRÍO JULIONo ratings yet
- Fe(III)-isonicotinohydroxamic acid complex microbial studiesDocument8 pagesFe(III)-isonicotinohydroxamic acid complex microbial studiesGINA PAOLA BERRÍO JULIONo ratings yet
- Lle 5Document1 pageLle 5GINA PAOLA BERRÍO JULIONo ratings yet
- Articulo Numero 1Document5 pagesArticulo Numero 1Andrés OrtizNo ratings yet
- Excess Volumen of P-Xylene With 2-PropanolDocument3 pagesExcess Volumen of P-Xylene With 2-PropanolGINA PAOLA BERRÍO JULIONo ratings yet
- Solid Liquid Equilibria and Molecular Structure Studies of Binary Mixtures of Nitrate Esters StabilizersDocument11 pagesSolid Liquid Equilibria and Molecular Structure Studies of Binary Mixtures of Nitrate Esters StabilizersGINA PAOLA BERRÍO JULIONo ratings yet
- ·∫∫®"≈Õß UNIQUAC "À√-∫ -¡ª√- ‘∑∏‘Ï·Õ°µ‘«‘µ'¢Õß√-∫∫ 1-‚æ√æ"πÕ≈ + πÈ" ·≈- 2-‚æ√æ"πÕ≈ + πÈ"Document14 pages·∫∫®"≈Õß UNIQUAC "À√-∫ -¡ª√- ‘∑∏‘Ï·Õ°µ‘«‘µ'¢Õß√-∫∫ 1-‚æ√æ"πÕ≈ + πÈ" ·≈- 2-‚æ√æ"πÕ≈ + πÈ"Cr CrNo ratings yet
- ·∫∫®"≈Õß UNIQUAC "À√-∫ -¡ª√- ‘∑∏‘Ï·Õ°µ‘«‘µ'¢Õß√-∫∫ 1-‚æ√æ"πÕ≈ + πÈ" ·≈- 2-‚æ√æ"πÕ≈ + πÈ"Document14 pages·∫∫®"≈Õß UNIQUAC "À√-∫ -¡ª√- ‘∑∏‘Ï·Õ°µ‘«‘µ'¢Õß√-∫∫ 1-‚æ√æ"πÕ≈ + πÈ" ·≈- 2-‚æ√æ"πÕ≈ + πÈ"Cr CrNo ratings yet
- Don't Gamble With Physical Properties For SimulationsDocument12 pagesDon't Gamble With Physical Properties For Simulationslaiping_lum100% (1)
- Don't Gamble With Physical Properties For SimulationsDocument12 pagesDon't Gamble With Physical Properties For Simulationslaiping_lum100% (1)
- Liquid-Liquid Equilibrium Data For Three Ternary Systems of Aqueous Alcohol Solutions AND Applicability of The Analytical Solutions of GroupsDocument3 pagesLiquid-Liquid Equilibrium Data For Three Ternary Systems of Aqueous Alcohol Solutions AND Applicability of The Analytical Solutions of GroupsGINA PAOLA BERRÍO JULIONo ratings yet
- Thermoanalysis of Binary Condensed Eutectic Phases Evincing Molecular InteractionsDocument10 pagesThermoanalysis of Binary Condensed Eutectic Phases Evincing Molecular InteractionsGINA PAOLA BERRÍO JULIONo ratings yet
- Thermoanalysis of Binary Condensed Eutectic Phases Evincing Molecular InteractionsDocument10 pagesThermoanalysis of Binary Condensed Eutectic Phases Evincing Molecular InteractionsGINA PAOLA BERRÍO JULIONo ratings yet
- Don't Gamble With Physical Properties For SimulationsDocument12 pagesDon't Gamble With Physical Properties For Simulationslaiping_lum100% (1)
- CANAL (T) Canal Soth FloridaDocument115 pagesCANAL (T) Canal Soth FloridaMIKHA2014No ratings yet
- Life of A Landfill PumpDocument50 pagesLife of A Landfill PumpumidNo ratings yet
- Apollo TyresDocument78 pagesApollo TyresADITYA33% (3)
- India - Wikipedia, The Free EncyclopediaDocument40 pagesIndia - Wikipedia, The Free EncyclopediaPrashanth KrishNo ratings yet
- Reflective Essay 4Document1 pageReflective Essay 4Thirdy AngelesNo ratings yet
- 1"a Study On Employee Retention in Amara Raja Power Systems LTDDocument81 pages1"a Study On Employee Retention in Amara Raja Power Systems LTDJerome Samuel100% (1)
- VT6050 VT6010 QuickGuide ENDocument19 pagesVT6050 VT6010 QuickGuide ENPriyank KumarNo ratings yet
- Tds G. Beslux Komplex Alfa II (25.10.19)Document3 pagesTds G. Beslux Komplex Alfa II (25.10.19)Iulian BarbuNo ratings yet
- Religion in Space Science FictionDocument23 pagesReligion in Space Science FictionjasonbattNo ratings yet
- Analysis and Calculations of The Ground Plane Inductance Associated With A Printed Circuit BoardDocument46 pagesAnalysis and Calculations of The Ground Plane Inductance Associated With A Printed Circuit BoardAbdel-Rahman SaifedinNo ratings yet
- Reinforced Concrete Beam DesignDocument13 pagesReinforced Concrete Beam Designmike smithNo ratings yet
- Ro-Buh-Qpl: Express WorldwideDocument3 pagesRo-Buh-Qpl: Express WorldwideverschelderNo ratings yet
- Ancient MesopotamiaDocument69 pagesAncient MesopotamiaAlma CayapNo ratings yet
- Background of The Study Statement of ObjectivesDocument4 pagesBackground of The Study Statement of ObjectivesEudelyn MelchorNo ratings yet
- Panasonic 2012 PDP Troubleshooting Guide ST50 ST Series (TM)Document39 pagesPanasonic 2012 PDP Troubleshooting Guide ST50 ST Series (TM)Gordon Elder100% (5)
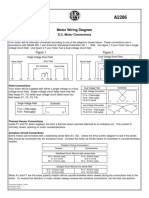
- Motor Wiring Diagram: D.C. Motor ConnectionsDocument1 pageMotor Wiring Diagram: D.C. Motor Connectionsczds6594No ratings yet
- Product ListDocument4 pagesProduct ListyuvashreeNo ratings yet
- KoyoDocument4 pagesKoyovichitNo ratings yet
- Quaternary Protoberberine Alkaloids (Must Read)Document26 pagesQuaternary Protoberberine Alkaloids (Must Read)Akshay AgnihotriNo ratings yet
- Rectifiers and FiltersDocument68 pagesRectifiers and FiltersMeheli HalderNo ratings yet
- Smart Grid Standards GuideDocument11 pagesSmart Grid Standards GuideKeyboardMan19600% (1)
- SB Z Audio2Document2 pagesSB Z Audio2api-151773256No ratings yet
- LTE EPC Technical OverviewDocument320 pagesLTE EPC Technical OverviewCristian GuleiNo ratings yet
- Telco XPOL MIMO Industrial Class Solid Dish AntennaDocument4 pagesTelco XPOL MIMO Industrial Class Solid Dish AntennaOmar PerezNo ratings yet
- FP-XH PGRG eDocument936 pagesFP-XH PGRG ebvladimirov85No ratings yet
- An Online ECG QRS Detection TechniqueDocument6 pagesAn Online ECG QRS Detection TechniqueIDESNo ratings yet
- Young Women's Sexuality in Perrault and CarterDocument4 pagesYoung Women's Sexuality in Perrault and CarterOuki MilestoneNo ratings yet
- Interpreting Piping and Instrumentation DiagramsDocument41 pagesInterpreting Piping and Instrumentation DiagramsFredric Tun100% (2)
- (Razavi) Design of Analog Cmos Integrated CircuitsDocument21 pages(Razavi) Design of Analog Cmos Integrated CircuitsNiveditha Nivi100% (1)
- VA TearDownDocument5 pagesVA TearDownfaj_larcfave5149No ratings yet