You might also like
- Top 200 DrugsDocument12 pagesTop 200 DrugsYudah Israel100% (1)
- Abbey-Sensory or Behavior HandoutDocument2 pagesAbbey-Sensory or Behavior Handoutapi-284725158100% (1)
- Ferralium 2594 Mod Weld Matl Brochure A4Document22 pagesFerralium 2594 Mod Weld Matl Brochure A4Devan ShanmughaNo ratings yet
- Guide Inspection and Field Testing Ready-Mixed Concrete: Committee 31Document5 pagesGuide Inspection and Field Testing Ready-Mixed Concrete: Committee 31eric paglinawanNo ratings yet
- WRT 114: Writing CultureDocument11 pagesWRT 114: Writing CulturePatrick W. BerryNo ratings yet
- Sean Messenger Blog ExtractDocument74 pagesSean Messenger Blog Extractruffin100No ratings yet
- Repair Rehabilitation: Compiiation American Concrete InstituteDocument82 pagesRepair Rehabilitation: Compiiation American Concrete Instituteeric paglinawanNo ratings yet
- Project BUSOG PDFDocument126 pagesProject BUSOG PDFXyra Angelie Sanchez100% (1)
- HPC-02 Catalyst HandlingDocument7 pagesHPC-02 Catalyst HandlingCarolina Cortes VazquezNo ratings yet
- Processes 08 00569 v2 PDFDocument27 pagesProcesses 08 00569 v2 PDFDebashish Priyanka SinhaNo ratings yet
- Chemistry ProjectDocument10 pagesChemistry ProjectVineet Agarwal50% (4)
- Sample Test Certificate en 10204Document1 pageSample Test Certificate en 10204api-3703379100% (3)
- Double Hull Tankers - Are They The Answer?Document10 pagesDouble Hull Tankers - Are They The Answer?ManmadhaNo ratings yet
- MS Road Marking & Furniture - DRAFTDocument16 pagesMS Road Marking & Furniture - DRAFTfadhilahNo ratings yet
- Practical Considerations For The Design of Adsorbent BedsDocument10 pagesPractical Considerations For The Design of Adsorbent BedsMariam AsgharNo ratings yet
- Mounded Stoarge Vessel C P SystemDocument5 pagesMounded Stoarge Vessel C P SystemRakesh AgrawalNo ratings yet
- NCM 113 Course OutlineDocument3 pagesNCM 113 Course OutlineJennifer Solano Cruel100% (2)
- West of England Loss Prevention Bulletin Cargo Hold CleaningDocument15 pagesWest of England Loss Prevention Bulletin Cargo Hold CleaningGheorghe100% (1)
- Zinc CoatingsDocument7 pagesZinc Coatingseric paglinawanNo ratings yet
- Selecting Elastomeric Linings For Storage TanksDocument4 pagesSelecting Elastomeric Linings For Storage TankshamidjoyiaNo ratings yet
- 100 RF ReseDocument9 pages100 RF ResemahdiNo ratings yet
- Hempel The Challenges and Protection of Internal Storage TanksDocument5 pagesHempel The Challenges and Protection of Internal Storage TankszufriateguiNo ratings yet
- SPE-56740 Water Shutoff by Relative Permeability Modifiers Lessons From Several Field ApplicationsDocument15 pagesSPE-56740 Water Shutoff by Relative Permeability Modifiers Lessons From Several Field ApplicationsBruceNo ratings yet
- Case Study - Knockout DrumDocument2 pagesCase Study - Knockout DrumAshfaq AnwerNo ratings yet
- Tank Cleaning Operations: Standard Safety, Tankers May 2016Document4 pagesTank Cleaning Operations: Standard Safety, Tankers May 2016EMRECAN KIVANÇNo ratings yet
- CH 06.03 Steel Tank LineDocument8 pagesCH 06.03 Steel Tank LineNgô Trung NghĩaNo ratings yet
- Packing Installation Instructions 2019Document2 pagesPacking Installation Instructions 2019tuandongnguyen1111No ratings yet
- Lit Win 2016Document7 pagesLit Win 2016Fernando Cassias P JrNo ratings yet
- Carriage of GeneralBreak Bulk Cargo On Container Vessels WEBDocument6 pagesCarriage of GeneralBreak Bulk Cargo On Container Vessels WEBEmmaNo ratings yet
- Inspection and Inspection Above Ground FRP LiningDocument8 pagesInspection and Inspection Above Ground FRP LiningKamatchi NathanNo ratings yet
- SPE 89391 Development of A Novel Waterflood Conformance Control SystemDocument9 pagesSPE 89391 Development of A Novel Waterflood Conformance Control SystemLeo Rojas DomNo ratings yet
- Conveying and Feeding of Calcium Carbonate in Plastics CompoundingDocument4 pagesConveying and Feeding of Calcium Carbonate in Plastics CompoundingXuân Giang NguyễnNo ratings yet
- SPE 89476 Formation Damage in Gas Sandstone Formations by High-Temperature Borate Gels Due To Long Term Shut-In PeriodsDocument11 pagesSPE 89476 Formation Damage in Gas Sandstone Formations by High-Temperature Borate Gels Due To Long Term Shut-In PeriodsRicardo Zapien RamirezNo ratings yet
- 1 5176889214771396650 PDFDocument10 pages1 5176889214771396650 PDFNattapong PongbootNo ratings yet
- EngoptDocument5 pagesEngoptashwagandyNo ratings yet
- Settling-Thickening Tanks: Learning ObjectivesDocument18 pagesSettling-Thickening Tanks: Learning Objectivesaptik lowhasingNo ratings yet
- SPE 92346 Shell Swell Packer Case HistoriesDocument5 pagesSPE 92346 Shell Swell Packer Case HistoriesJose Gregorio FariñasNo ratings yet
- Spe 104134 MS PDFDocument8 pagesSpe 104134 MS PDFLeo Rojas DomNo ratings yet
- R912 Installation Instructions - July 2022Document6 pagesR912 Installation Instructions - July 2022Franklin Mata LayaNo ratings yet
- Chapter 4: Coring, Preservation and HandlingDocument10 pagesChapter 4: Coring, Preservation and HandlingSoubhagya Ranjan DasNo ratings yet
- Design of Caprock Integrity in Thermal Stimulation of Shallow Oil-Sands ReservoirsDocument13 pagesDesign of Caprock Integrity in Thermal Stimulation of Shallow Oil-Sands Reservoirsberkah haniNo ratings yet
- Choosing The Correct Coating For Cargo Tank PDFDocument8 pagesChoosing The Correct Coating For Cargo Tank PDFKUKUNo ratings yet
- 2016 Cts Buccellato HenshellDocument10 pages2016 Cts Buccellato HenshellSoe PaingNo ratings yet
- Shroff S R Rotary Institute of Chemical TechnologyDocument10 pagesShroff S R Rotary Institute of Chemical TechnologyMriganka MondalNo ratings yet
- H2 Folding Hatch Covers - Original - 30544Document8 pagesH2 Folding Hatch Covers - Original - 30544Milan SjausNo ratings yet
- Tip Screenout Fracturing of Gas WellsDocument9 pagesTip Screenout Fracturing of Gas WellsOliver MontañoNo ratings yet
- 06MA ThillyDocument7 pages06MA Thillyjpmaurya77No ratings yet
- Increased Margin From Updated Internals and CatalystDocument7 pagesIncreased Margin From Updated Internals and CatalystBamrung SungnoenNo ratings yet
- Uplift Resistant Designs: Koch-Glitsch Designs For Heavy-Duty Uplift Resistance Reduce The Risk of Equipment DamageDocument5 pagesUplift Resistant Designs: Koch-Glitsch Designs For Heavy-Duty Uplift Resistance Reduce The Risk of Equipment DamageLuz Angela Jaramillo CiprianNo ratings yet
- Anti Incrustant en Pozos - Fracturados y EmpaquetaDocument14 pagesAnti Incrustant en Pozos - Fracturados y EmpaquetaHebert FerneynesNo ratings yet
- Silo - Tips - Problem Solving ForumDocument5 pagesSilo - Tips - Problem Solving ForumMax DraggerNo ratings yet
- Daf NZ - IndusDocument7 pagesDaf NZ - IndusetweNo ratings yet
- Marine PaintsDocument8 pagesMarine PaintsKakde Krushna LNo ratings yet
- Transocean Marinepaints Engels 2018Document8 pagesTransocean Marinepaints Engels 2018Tom CatNo ratings yet
- Glycol Treating During The Pipeline Transport of Natural GasDocument4 pagesGlycol Treating During The Pipeline Transport of Natural GasWidiaNo ratings yet
- 2015 Mar Wall Wash Is DeadDocument3 pages2015 Mar Wall Wash Is DeadCrisostomo Caro jrNo ratings yet
- The Role of Tank Coatings in Cargo Contamination ClaimsDocument1 pageThe Role of Tank Coatings in Cargo Contamination ClaimsEmmaNo ratings yet
- Coating Selection and Important Properties of Coatings For ConcreteDocument5 pagesCoating Selection and Important Properties of Coatings For Concretevinothini100% (1)
- Sti R912Document4 pagesSti R912Mauricio AdameNo ratings yet
- 2001 2FCCCyclones avitalelementinprofitabilityPTQDocument7 pages2001 2FCCCyclones avitalelementinprofitabilityPTQduraid ahmadNo ratings yet
- SPE 101727 Reliable and Effective Downhole Cleaning System For Debris and Junk RemovalDocument9 pagesSPE 101727 Reliable and Effective Downhole Cleaning System For Debris and Junk RemovalCoolProphetNo ratings yet
- 1leitura Complementar - Aula 2Document3 pages1leitura Complementar - Aula 2Renan Gottardi BinNo ratings yet
- Self Curing Concrete Literature ReviewDocument8 pagesSelf Curing Concrete Literature Reviewfvg4mn01100% (1)
- Drill92 Inflate Basics PDFDocument8 pagesDrill92 Inflate Basics PDFMehdi MohammadiNo ratings yet
- 2 - Spe 58731Document10 pages2 - Spe 58731gorkemerkanliNo ratings yet
- Reservoir ChachteristicDocument97 pagesReservoir ChachteristicTarek GanatNo ratings yet
- SPE-77213-MS Cement Matrix EvaluationDocument10 pagesSPE-77213-MS Cement Matrix Evaluationfaboq93No ratings yet
- Slurry Seals PDFDocument29 pagesSlurry Seals PDFIliescu IliciNo ratings yet
- Liquid Cyclone Treatment of Weighted Muds: Paper NumberDocument8 pagesLiquid Cyclone Treatment of Weighted Muds: Paper NumberMoslemNo ratings yet
- Development of Alginate Hydrogel Modified Multifunctional FiltrationDocument8 pagesDevelopment of Alginate Hydrogel Modified Multifunctional FiltrationLuis Enrique Flores ValenzuelaNo ratings yet
- Beeswax-Chitosan Emulsion Coated Paper With Enhanced Water Vapor Barrier EfficiencyDocument6 pagesBeeswax-Chitosan Emulsion Coated Paper With Enhanced Water Vapor Barrier EfficiencyJustineTimbolÜNo ratings yet
- 1991 - Hinchliffe - Refactory Linings For BoilersDocument3 pages1991 - Hinchliffe - Refactory Linings For BoilersChris BothaNo ratings yet
- Protective Coating For Mildsteel Pipes&fittingsDocument20 pagesProtective Coating For Mildsteel Pipes&fittingseric paglinawanNo ratings yet
- Trouble Shooting-Water Base CoatingDocument10 pagesTrouble Shooting-Water Base Coatingeric paglinawanNo ratings yet
- 100% Polyurethane - IndiaDocument9 pages100% Polyurethane - Indiaeric paglinawanNo ratings yet
- Empirical FormulaDocument7 pagesEmpirical FormulaKeaneNo ratings yet
- Exercise 2Document9 pagesExercise 2Meryem LamhamdiNo ratings yet
- Distribution of School Supplies NamesDocument16 pagesDistribution of School Supplies Namesdyesabel LibresNo ratings yet
- 3 Agricultural PestDocument10 pages3 Agricultural Pest137 - ShubhamNo ratings yet
- C V - RajiDocument2 pagesC V - RajiUpender VanamNo ratings yet
- 12qq 2015Document12 pages12qq 2015brainhub50No ratings yet
- Ben and Jerry Situation Analysis 1Document30 pagesBen and Jerry Situation Analysis 1api-238369021100% (1)
- Personality Week 3bDocument42 pagesPersonality Week 3bAlishba Muhammad SharifNo ratings yet
- DS-Vitopelx 200-Type SX2A - 5728770 - 6 - VDPDocument14 pagesDS-Vitopelx 200-Type SX2A - 5728770 - 6 - VDPDamir MuslicNo ratings yet
- Exploring The Nexus Between Nutrition and Academic Performance in Secondary Education A Case Study in Nyarushanje Sub County, Rukungiri DistrictDocument12 pagesExploring The Nexus Between Nutrition and Academic Performance in Secondary Education A Case Study in Nyarushanje Sub County, Rukungiri DistrictKIU PUBLICATION AND EXTENSIONNo ratings yet
- The Following Provisional Lis of Students Are Eligible For Under TakingDocument2 pagesThe Following Provisional Lis of Students Are Eligible For Under TakingRäHùl KãshèttíNo ratings yet
- Effects of Carbohydrate Crystallization On Stability of Dehydrated Foods and Ingredient FormulationsDocument9 pagesEffects of Carbohydrate Crystallization On Stability of Dehydrated Foods and Ingredient FormulationsIsra CFNo ratings yet
- Suzuki 2017 Genuine Rigging Parts and AccessoriesDocument29 pagesSuzuki 2017 Genuine Rigging Parts and AccessoriesJose Luis HuilaNo ratings yet
- Consumer Guide To Medicaid PlanningDocument28 pagesConsumer Guide To Medicaid PlanningChristine NohNo ratings yet
- Arya Petroleum International (API) Located in Harmriya Free Zone-UAEDocument2 pagesArya Petroleum International (API) Located in Harmriya Free Zone-UAEKaushal SutariaNo ratings yet
- Squash (Cucurbita Pepo L.) Growth and Yield in Response To Different Types of Fertilizers (Farmyard, Chicken Manures, Urea and NPK Granules) PDFDocument112 pagesSquash (Cucurbita Pepo L.) Growth and Yield in Response To Different Types of Fertilizers (Farmyard, Chicken Manures, Urea and NPK Granules) PDFJonabelleVictorianoNo ratings yet
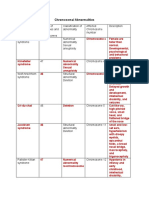
- Table On Chromosomal AbnormalitiesDocument3 pagesTable On Chromosomal AbnormalitiesJoanne Mary RomoNo ratings yet
- Project of Constitutional GovernanceDocument4 pagesProject of Constitutional Governancezaiba rehmanNo ratings yet
- 2010 Pulse Processing Functionality and Application Litera.Document145 pages2010 Pulse Processing Functionality and Application Litera.abid222No ratings yet
- Kulith - The Super Pulse PDFDocument5 pagesKulith - The Super Pulse PDFChandaniNo ratings yet