You might also like
- I TFC 280 Instruction ManualDocument6 pagesI TFC 280 Instruction Manualsharri_myidtr11No ratings yet
- Service manual contents and safety instructionsDocument22 pagesService manual contents and safety instructionsZira FitriNo ratings yet
- Aerostar Maintenance Manual ATA-91-Charts and Wiring DiagramsDocument145 pagesAerostar Maintenance Manual ATA-91-Charts and Wiring DiagramsNsafetyalwaysoffNo ratings yet
- Cable Reel ManualDocument27 pagesCable Reel ManualcristianNo ratings yet
- Case Sealing Machine Model: Exc-103SdDocument24 pagesCase Sealing Machine Model: Exc-103Sdalberto francisco mendez cardonaNo ratings yet
- Appendix A Parts List: To CoverDocument17 pagesAppendix A Parts List: To CoverNghi NguyenNo ratings yet
- E-1205942 - 03-04 Reductor 49 PDFDocument46 pagesE-1205942 - 03-04 Reductor 49 PDFWilfredo Loyo0% (1)
- Front Suspension Cylinder Cap Capscrew ImprovementDocument4 pagesFront Suspension Cylinder Cap Capscrew ImprovementSandro GastanagaNo ratings yet
- TTM Post TensioningDocument103 pagesTTM Post Tensioninghorea67100% (2)
- Hak Retrofit Instalacja EN ESDocument28 pagesHak Retrofit Instalacja EN ESiwo3211231No ratings yet
- 3116 Block Head Bolt Hole Salvage GuideDocument15 pages3116 Block Head Bolt Hole Salvage GuideChrisdian FaraniNo ratings yet
- Sesv8002 PDFDocument97 pagesSesv8002 PDFali100% (2)
- Disconnecting Snap To Connect FittingsDocument4 pagesDisconnecting Snap To Connect Fittingsbenjir shuvoNo ratings yet
- General Instructions - Rotors Ight ControlsDocument5 pagesGeneral Instructions - Rotors Ight Controlsrama AmeesNo ratings yet
- Torque SpecificationsDocument50 pagesTorque SpecificationsNilton sergio gomes lins100% (1)
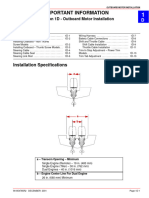
- Important Information: Section 1D - Outboard Motor InstallationDocument13 pagesImportant Information: Section 1D - Outboard Motor InstallationDr. Centelha Mecânica NaúticaNo ratings yet
- JIC-3 Injector Connector PDFDocument6 pagesJIC-3 Injector Connector PDFmoorpvrNo ratings yet
- Install Crane Manual for Models 4/29, 5/35, 6/45Document20 pagesInstall Crane Manual for Models 4/29, 5/35, 6/45Bui Hoang DucNo ratings yet
- Royal - Repair and MaintenanceDocument3 pagesRoyal - Repair and MaintenanceRene ValdezNo ratings yet
- 202-24P EngDocument328 pages202-24P EngtehFattManNo ratings yet
- Selladora de Cajas de Carton - EXC-103TBDocument26 pagesSelladora de Cajas de Carton - EXC-103TBMarco Antonio Pereira BustosNo ratings yet
- Pulper Rotor ManualDocument10 pagesPulper Rotor ManualhenryhariyadiNo ratings yet
- Winsheld PDFDocument34 pagesWinsheld PDFAnonymous FAa4A3akdNo ratings yet
- Tech-Ss80v Manual 01 GeneralDocument18 pagesTech-Ss80v Manual 01 GeneralMaximiliano RiosecoNo ratings yet
- Torque SpectDocument3 pagesTorque Spectzawmoe aungNo ratings yet
- SJ Petro LGF-500 Mud Pump Operation ManualDocument52 pagesSJ Petro LGF-500 Mud Pump Operation ManualSEAZONE EXIM100% (1)
- BigBoreES CatalogDocument4 pagesBigBoreES CatalogJosé Efraín Rodríguez Valdés (CNC para todos.)No ratings yet
- Guidelines For Hall IC SubassemblyDocument9 pagesGuidelines For Hall IC SubassemblyvkmsNo ratings yet
- Section 2C: General SpecificationsDocument36 pagesSection 2C: General SpecificationsJarry PotterNo ratings yet
- 247 - AM5K Manual Standard 2016-12-08Document129 pages247 - AM5K Manual Standard 2016-12-08EbukaNo ratings yet
- Royal Flushometer: Parts ListDocument3 pagesRoyal Flushometer: Parts ListDanny AlejandroNo ratings yet
- JC-364-TSKS IOM EN Final HiRes NoCropsDocument12 pagesJC-364-TSKS IOM EN Final HiRes NoCropsFabio StuiNo ratings yet
- InstructionsDocument20 pagesInstructionsSinue SeguraNo ratings yet
- 2005 Radium Shock Service ManualDocument16 pages2005 Radium Shock Service ManualvoxborNo ratings yet
- Prosedure Installation Eui c9Document5 pagesProsedure Installation Eui c9Un'galluNo ratings yet
- FL-5545TBH英文 1Document67 pagesFL-5545TBH英文 1juan estebanNo ratings yet
- General Information: Torque SpecificationsDocument3 pagesGeneral Information: Torque SpecificationsLuis TepezanoNo ratings yet
- Caterpillar Cat 330-A L Excavator (Prefix 5YM) Service Repair Manual (5YM00001 and Up)Document26 pagesCaterpillar Cat 330-A L Excavator (Prefix 5YM) Service Repair Manual (5YM00001 and Up)kfm8seuuduNo ratings yet
- ASB 412-00-106 - Tail Rotor (T - R) Blade 212-010-750-009 - 011 - 105 - 107 Tip Block Retention Modification Rev. D - 18-Mar-2005Document9 pagesASB 412-00-106 - Tail Rotor (T - R) Blade 212-010-750-009 - 011 - 105 - 107 Tip Block Retention Modification Rev. D - 18-Mar-2005yu gangNo ratings yet
- 124 - Bench Am5k Manual Standard 11-05-06Document100 pages124 - Bench Am5k Manual Standard 11-05-06Ayman MaezaNo ratings yet
- BV 12 H PDFDocument35 pagesBV 12 H PDFAbdolhak PDM reliabilityNo ratings yet
- Sony Playstation 3 Cecha00 Cecha01 Sm-Ps3-0013e-02Document45 pagesSony Playstation 3 Cecha00 Cecha01 Sm-Ps3-0013e-02naoyakatsu100% (2)
- Maintaining Flowline EquipmentDocument23 pagesMaintaining Flowline Equipmentralph100% (1)
- Cylinder Liner ProjectionDocument3 pagesCylinder Liner ProjectionSreepriodas RoyNo ratings yet
- TB Mag ManualDocument60 pagesTB Mag Manualyanina25No ratings yet
- 2006 Radium - Metal Shock Service ManualDocument16 pages2006 Radium - Metal Shock Service ManualJesus Francisco MorenoNo ratings yet
- TH-P50X50D TH-P50X50G TH-P50X50K TH-P50X50M TH-P50X50P TH-P50X50S TH-P50X50V TH-P50X50ZDocument92 pagesTH-P50X50D TH-P50X50G TH-P50X50K TH-P50X50M TH-P50X50P TH-P50X50S TH-P50X50V TH-P50X50ZSuchat LuangampornkulNo ratings yet
- 6" 6" 6" 6" WRDP WRDP WRDP WRDP - 2MP 2MP 2MP 2MP - NS Safety Valve NS Safety Valve NS Safety Valve NS Safety ValveDocument20 pages6" 6" 6" 6" WRDP WRDP WRDP WRDP - 2MP 2MP 2MP 2MP - NS Safety Valve NS Safety Valve NS Safety Valve NS Safety ValvePilar HernandezNo ratings yet
- Installation, Maintenance and Service Manual: Winch DivisionDocument27 pagesInstallation, Maintenance and Service Manual: Winch DivisionWesly ChavezNo ratings yet
- BMW K1200S - MCS 4400 Kit: Packing List ForDocument48 pagesBMW K1200S - MCS 4400 Kit: Packing List Forrx782uncensored01No ratings yet
- 407-19-23 July 2019Document9 pages407-19-23 July 2019turboshaftNo ratings yet
- Omega Elastomeric Couplings - Installation ManualDocument2 pagesOmega Elastomeric Couplings - Installation ManualmmkattaNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Chainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesFrom EverandChainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesRating: 5 out of 5 stars5/5 (1)
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesFrom EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesRating: 5 out of 5 stars5/5 (1)
- Anglo–American Microelectronics Data 1968–69: Manufacturers A–PFrom EverandAnglo–American Microelectronics Data 1968–69: Manufacturers A–PNo ratings yet
- EPT20-18EA Part ManualDocument84 pagesEPT20-18EA Part ManualRudy GlausserNo ratings yet
- Trek Domane 2020 Quick ReferenceDocument12 pagesTrek Domane 2020 Quick ReferenceSharkykzn100% (1)
- Bor MasinaDocument28 pagesBor MasinaLohon TatianaNo ratings yet
- B&H Photo Professional Lighting SourceBookDocument868 pagesB&H Photo Professional Lighting SourceBookdeejjjaaaaNo ratings yet
- Lecture 3 Introduction To Machine Tool Drives and MechanismsDocument59 pagesLecture 3 Introduction To Machine Tool Drives and Mechanismskhalil alhatab100% (1)
- Metastream TSC Coupling IOMDocument4 pagesMetastream TSC Coupling IOMthanhphamNo ratings yet
- S06 Drilling Hydraulic ComponentsDocument24 pagesS06 Drilling Hydraulic ComponentsKarthii Aju100% (1)
- Rear Axle Assy - Alba222/12Document15 pagesRear Axle Assy - Alba222/12Senthil SampathNo ratings yet
- Manual D530M DESHUMIFICADOR HAIERDocument35 pagesManual D530M DESHUMIFICADOR HAIERJose GutierrezNo ratings yet
- SOG ManualDocument8 pagesSOG ManualMPpM0CwXS0XP2V143WIANo ratings yet
- Pumphouses Cables ListDocument3 pagesPumphouses Cables Listramkumar meilNo ratings yet
- 01 15 FCU-Kit Brotec EN Rev01Document14 pages01 15 FCU-Kit Brotec EN Rev01Lucian BaraganNo ratings yet
- Evac Optima 5 Wall Technical 2017Document223 pagesEvac Optima 5 Wall Technical 2017Viktor YamatoNo ratings yet
- Parts List: Industrial Sewing MachinesDocument37 pagesParts List: Industrial Sewing MachinesTharindu50% (2)
- Universal Cables Price ListDocument6 pagesUniversal Cables Price ListAdnan Anwer0% (4)
- Material Spare PartDocument4 pagesMaterial Spare PartAgus WinNo ratings yet
- General Electric VibcDocument6 pagesGeneral Electric Vibcvicente ledezmaNo ratings yet
- Thomson VTH 7090 VCR ManualDocument33 pagesThomson VTH 7090 VCR ManualTrickyDicky2No ratings yet
- Leak Test For SCSSV / SSVDocument5 pagesLeak Test For SCSSV / SSVHosseinNo ratings yet
- G-Codes: LatheDocument1 pageG-Codes: LatheMariz ANo ratings yet
- Rear Axle Diagram F-150Document3 pagesRear Axle Diagram F-150Henry PannellNo ratings yet
- Honeywell TrueSteam Humidifier BrochureDocument2 pagesHoneywell TrueSteam Humidifier Brochuree-ComfortUSANo ratings yet
- Part F CuttingtoolDocument50 pagesPart F Cuttingtoolanon_985214320No ratings yet
- 9x20 Lathe Top Mount Reverse TumblerDocument11 pages9x20 Lathe Top Mount Reverse TumblermoraneNo ratings yet
- General Electric Air Conditioner APDocument32 pagesGeneral Electric Air Conditioner APfranklinNo ratings yet
- Carpentry ToolsDocument16 pagesCarpentry ToolsMonaNo ratings yet
- How To Properly Cut Probe CablesDocument7 pagesHow To Properly Cut Probe CablesDon HagenNo ratings yet
- SpareDocument31 pagesSparedmc constructionNo ratings yet
- Catalog Victorinox 2011Document58 pagesCatalog Victorinox 2011RamonaCruceruNo ratings yet
- Es62 5aDocument28 pagesEs62 5aRichardReveloNo ratings yet