You might also like
- Tinas Resturant AnalysisDocument19 pagesTinas Resturant Analysisapi-388014325100% (2)
- Cash Flow Statement and Balance Sheet of A Solar Power Plant in APDocument35 pagesCash Flow Statement and Balance Sheet of A Solar Power Plant in APSriharsha Vavilala100% (1)
- Screen OneDocument2 pagesScreen OneMtyghm Tymmt100% (1)
- How To Calculate Drum Nip LoadDocument1 pageHow To Calculate Drum Nip Loadsushil kumar100% (2)
- AudIting The Vacuum SystemDocument58 pagesAudIting The Vacuum SystemLeomar PchecoNo ratings yet
- Kadant Catalog PDFDocument226 pagesKadant Catalog PDFvishalNo ratings yet
- Computer Viruses The Technology and Evolution of An Artificial Life Form PDFDocument269 pagesComputer Viruses The Technology and Evolution of An Artificial Life Form PDFhenryhariyadiNo ratings yet
- PID Loop Tuning Pocket Guide DS405E BookletDocument6 pagesPID Loop Tuning Pocket Guide DS405E BooklethenryhariyadiNo ratings yet
- Data Sheet ACT-2500Document2 pagesData Sheet ACT-2500henryhariyadiNo ratings yet
- MEK-2500 Datasheet PDFDocument2 pagesMEK-2500 Datasheet PDFhenryhariyadiNo ratings yet
- ExcelDocument1 pageExcelJosh KempNo ratings yet
- File Signature LabDocument3 pagesFile Signature LabGheorghe RotariNo ratings yet
- Tender Status Report Delhi-Mumbai Expressway 10.01.19Document66 pagesTender Status Report Delhi-Mumbai Expressway 10.01.19chtrp100% (2)
- Headbox Control Maintenance GuideDocument22 pagesHeadbox Control Maintenance GuideSukallan Dhar100% (1)
- Disperser Krima: Type KDDocument6 pagesDisperser Krima: Type KDRubenOrtegaNo ratings yet
- Estimating Paper Machine CD Shrinkage Profiles From Headbox Actuator Data PDFDocument6 pagesEstimating Paper Machine CD Shrinkage Profiles From Headbox Actuator Data PDFBiantoroKunartoNo ratings yet
- Optimization of Wire Vacuum by D K SinghalDocument7 pagesOptimization of Wire Vacuum by D K SinghalnazeerNo ratings yet
- Optical Properties in Papermaking: Pele OyDocument60 pagesOptical Properties in Papermaking: Pele OyjjccmmaaNo ratings yet
- Paper Making Vacuum 3Document7 pagesPaper Making Vacuum 3Santosh PoddarNo ratings yet
- Expertip 7 Paper Machine Water CalculationsDocument5 pagesExpertip 7 Paper Machine Water Calculationsnotengofff100% (1)
- Vdocuments - MX Tip 0404 54 Headbox Approach Piping Guidelines 2020-1-9 The Headbox ApproachDocument36 pagesVdocuments - MX Tip 0404 54 Headbox Approach Piping Guidelines 2020-1-9 The Headbox ApproachCivil Subam100% (1)
- Fiberizer F2Document108 pagesFiberizer F2Reinaldo RamirezNo ratings yet
- Pulper ProjectDocument45 pagesPulper ProjectImtiaz AhamedNo ratings yet
- CorrelationBetweenDurometerandP JDocument3 pagesCorrelationBetweenDurometerandP JGTpianomanNo ratings yet
- Productos Andritz PDFDocument57 pagesProductos Andritz PDFLUCERO VILLAMIL FRANCONo ratings yet
- Scope: TIP Category: Automatically Periodically Reviewed (Five-Year Review)Document6 pagesScope: TIP Category: Automatically Periodically Reviewed (Five-Year Review)Samsung KzoomNo ratings yet
- Scope: TIP Category: Automatically Periodically Reviewed (Ten Years)Document11 pagesScope: TIP Category: Automatically Periodically Reviewed (Ten Years)DEEPAK DUBEYNo ratings yet
- TAPPI 0404-07 - Paper Machine Drying RateDocument28 pagesTAPPI 0404-07 - Paper Machine Drying RateSebastian Cardona GarciaNo ratings yet
- Norma t204 Extractives in Wood or Pulp TappiDocument12 pagesNorma t204 Extractives in Wood or Pulp TappiDANIEL-LABJMENo ratings yet
- Cleaning Paper IndustryDocument106 pagesCleaning Paper IndustryLUCERO VILLAMIL FRANCONo ratings yet
- Scope: TIP Category: Automatically Periodically Reviewed (Five-Year Review)Document6 pagesScope: TIP Category: Automatically Periodically Reviewed (Five-Year Review)Ashish ChourasiaNo ratings yet
- Roll Crowning Calculator - Determine Crown for Metal RollsDocument4 pagesRoll Crowning Calculator - Determine Crown for Metal RollsSrinu Gudala100% (1)
- TAPPI TIP0404-01 Calculo de Remocion de Agua en PrensasDocument8 pagesTAPPI TIP0404-01 Calculo de Remocion de Agua en PrensasJean DiasNo ratings yet
- Us3432107 PDFDocument3 pagesUs3432107 PDFasssssNo ratings yet
- Scope: Approved by The Pulp Properties Committee of The Process and Product Quality DivisionDocument4 pagesScope: Approved by The Pulp Properties Committee of The Process and Product Quality DivisionRaNo ratings yet
- Reliable pulper detrashing with IntensaMaXXDocument4 pagesReliable pulper detrashing with IntensaMaXXYanci JhoeNo ratings yet
- Highly Developed Krima Screw PressDocument3 pagesHighly Developed Krima Screw PresselcarpaneziNo ratings yet
- Rajshree Enterprise Offers Complete Kraft Paper Machine SolutionsDocument32 pagesRajshree Enterprise Offers Complete Kraft Paper Machine SolutionsYonas Mulu100% (1)
- PIONEER Wet End Automation Training Material enDocument617 pagesPIONEER Wet End Automation Training Material enRishikishore ReddyNo ratings yet
- TMX-Agitator Instruction Manual ENDocument84 pagesTMX-Agitator Instruction Manual ENamitNo ratings yet
- Numeric Index TmsDocument13 pagesNumeric Index TmsScribdLibros11No ratings yet
- t580 D 3 Sarg With Editorial Corrections IncorporatedDocument8 pagest580 D 3 Sarg With Editorial Corrections IncorporatedRaNo ratings yet
- Runtech PDFDocument77 pagesRuntech PDFsri ramNo ratings yet
- Tappi 0502 17 Papermaker Formula PDFDocument19 pagesTappi 0502 17 Papermaker Formula PDFHgagselim SelimNo ratings yet
- Cleaning guidelines for forming fabricsDocument10 pagesCleaning guidelines for forming fabricsMr. JahirNo ratings yet
- The crucial headbox and its effect on paper shaping and strengthDocument2 pagesThe crucial headbox and its effect on paper shaping and strengthSukallan DharNo ratings yet
- Head Box TutorialDocument12 pagesHead Box TutorialRakshak Nag100% (1)
- Aurora Manual PDFDocument84 pagesAurora Manual PDFandyhilbertNo ratings yet
- Size Press Efficiency Factors (Breaks, Strength, MoistureDocument2 pagesSize Press Efficiency Factors (Breaks, Strength, Moisturetsvmpm1765No ratings yet
- Topic 15 Papermaking Drying LectureDocument18 pagesTopic 15 Papermaking Drying LecturenotengofffNo ratings yet
- V2 enDocument5 pagesV2 endharmeshkher7265No ratings yet
- Topic 16 Papermaking Calendering TextDocument11 pagesTopic 16 Papermaking Calendering TextranjithNo ratings yet
- Devronizer XP10 Steam Shower Actuator: BenefitsDocument3 pagesDevronizer XP10 Steam Shower Actuator: BenefitsRush SfNo ratings yet
- Showering in The Wire and Press Section - in Which Direction PDFDocument20 pagesShowering in The Wire and Press Section - in Which Direction PDFF Cikal AntariksaNo ratings yet
- VoithDrive-624 e VP Voithdrive enDocument6 pagesVoithDrive-624 e VP Voithdrive enMarcWorldNo ratings yet
- Stok PreparationDocument5 pagesStok PreparationtisaNo ratings yet
- Headbox Tappi2000cDocument11 pagesHeadbox Tappi2000cKrishnamoorthyRajanbabuNo ratings yet
- Century Pul112Document48 pagesCentury Pul112Shubh Prakash TiwariNo ratings yet
- Sealencer The Silent Suction Roll Design: Voith PaperDocument2 pagesSealencer The Silent Suction Roll Design: Voith PapersakarisoNo ratings yet
- 1461 e 2015-07-14 Brochure Compact-Dispersion-System en InteraktivDocument8 pages1461 e 2015-07-14 Brochure Compact-Dispersion-System en InteraktivelcarpaneziNo ratings yet
- Operations Manual Broke SystemDocument55 pagesOperations Manual Broke SystemdedekNo ratings yet
- Dirt in Paper and Paperboard: Standard Test Method ForDocument3 pagesDirt in Paper and Paperboard: Standard Test Method ForShaker QaidiNo ratings yet
- Introduction:-: Lars Nilsson.Document18 pagesIntroduction:-: Lars Nilsson.Bharat PatilNo ratings yet
- Approaches To Incinerator Selection and DesignDocument83 pagesApproaches To Incinerator Selection and DesignAbu Izzan Al BunyNo ratings yet
- 0502-14 Forming Section MonitoringDocument13 pages0502-14 Forming Section Monitoringbgpinu100% (1)
- Hasil Review Maintenance Roll Calender MHV KusterDocument5 pagesHasil Review Maintenance Roll Calender MHV KusterrajapalasaNo ratings yet
- BUmp TestDocument53 pagesBUmp TesthenryhariyadiNo ratings yet
- Link LaptopDocument1 pageLink LaptophenryhariyadiNo ratings yet
- Nodejs SuccinctlyDocument109 pagesNodejs SuccinctlyLaelFoxWillisNo ratings yet
- Photoshop CS5 VBScript Ref PDFDocument187 pagesPhotoshop CS5 VBScript Ref PDFtasteslikekeysNo ratings yet
- Instruction Manual: Model WU10 VP CableDocument8 pagesInstruction Manual: Model WU10 VP CablehenryhariyadiNo ratings yet
- Instruction Manual: Model WU10 VP CableDocument8 pagesInstruction Manual: Model WU10 VP CablehenryhariyadiNo ratings yet
- 7 NE72 enDocument20 pages7 NE72 enNanoNo ratings yet
- General Specifications: Model EJA118W, EJA118N and EJA118Y Diaphragm Sealed Differential Pressure TransmittersDocument16 pagesGeneral Specifications: Model EJA118W, EJA118N and EJA118Y Diaphragm Sealed Differential Pressure TransmittershenryhariyadiNo ratings yet
- C++ Programming HOW-To v40.3 - Allfreebooks - TKDocument62 pagesC++ Programming HOW-To v40.3 - Allfreebooks - TKastra0007100% (1)
- Aivosto Software Price List (US Dollars) PDFDocument3 pagesAivosto Software Price List (US Dollars) PDFhenryhariyadiNo ratings yet
- Instruction Manual, Aikawa DDR AW26-400 Remodeling / ModificationDocument10 pagesInstruction Manual, Aikawa DDR AW26-400 Remodeling / ModificationhenryhariyadiNo ratings yet
- Manual Aparelho TurbidímetroDocument16 pagesManual Aparelho TurbidímetroDaniloRochaNo ratings yet
- Axfa14g PDFDocument12 pagesAxfa14g PDFhenryhariyadiNo ratings yet
- PH Sensor Final SC24V GSDocument4 pagesPH Sensor Final SC24V GShenryhariyadiNo ratings yet
- AXF Training YokogawaDocument15 pagesAXF Training YokogawahenryhariyadiNo ratings yet
- Yta310 & Yta320 YokogawaDocument8 pagesYta310 & Yta320 Yokogawahenryhariyadi100% (1)
- Consistency Part List MEK2400Document19 pagesConsistency Part List MEK2400henryhariyadi100% (2)
- Data Sheet BTG Tcr-2511Document3 pagesData Sheet BTG Tcr-2511henryhariyadiNo ratings yet
- TSS SS400 YokogawaDocument12 pagesTSS SS400 YokogawahenryhariyadiNo ratings yet
- Consistency Control After The Machine Chest On A Four-Layer Board MachineDocument2 pagesConsistency Control After The Machine Chest On A Four-Layer Board MachinehenryhariyadiNo ratings yet
- General Specifications: YTA110 Temperature TransmitterDocument9 pagesGeneral Specifications: YTA110 Temperature TransmitterhenryhariyadiNo ratings yet
- 7 NE72 enDocument20 pages7 NE72 enNanoNo ratings yet
- Model Ph8Erp KCL Refillable Type PH Sensor: User'S ManualDocument29 pagesModel Ph8Erp KCL Refillable Type PH Sensor: User'S ManualhenryhariyadiNo ratings yet
- General Specifications: Model EJA210A and EJA220A Flange Mounted Differential Pressure TransmittersDocument12 pagesGeneral Specifications: Model EJA210A and EJA220A Flange Mounted Differential Pressure TransmittershenryhariyadiNo ratings yet
- Instruction Manual: Model WU10 VP CableDocument8 pagesInstruction Manual: Model WU10 VP CablehenryhariyadiNo ratings yet
- LTE Data Analysis - Project Proposal N.2Document22 pagesLTE Data Analysis - Project Proposal N.2Syed SafwanNo ratings yet
- BSW, BS,,AF, BA and Metric Tool SizeDocument4 pagesBSW, BS,,AF, BA and Metric Tool SizeUNES100% (1)
- SQL Server Management Studio Database Engine Query Editor Window - Microsoft DocsDocument6 pagesSQL Server Management Studio Database Engine Query Editor Window - Microsoft DocsAchamyeleh TamiruNo ratings yet
- OCP - SQL&PL - SQL (Vol1)Document322 pagesOCP - SQL&PL - SQL (Vol1)api-3814149100% (1)
- The Effect of Multicollinearity in Nonlinear Regression ModelsDocument4 pagesThe Effect of Multicollinearity in Nonlinear Regression ModelsKeshav PoolaNo ratings yet
- OxygenDocument18 pagesOxygenbillllibNo ratings yet
- Monographie BtttyrtIPM-5 Tables Vol7Document246 pagesMonographie BtttyrtIPM-5 Tables Vol7arengifoipenNo ratings yet
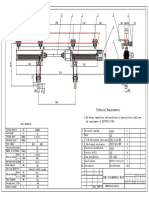
- 2X16-24 Monorail Hoist-04 - 2Document1 page2X16-24 Monorail Hoist-04 - 2RafifNo ratings yet
- Meritor 210 220 230 240 2SpeedSingleAxlesDocument27 pagesMeritor 210 220 230 240 2SpeedSingleAxlesYhojan DiazNo ratings yet
- Plastic PackagingDocument47 pagesPlastic PackagingRajaSekarsajja100% (1)
- Ict OhsDocument26 pagesIct Ohscloyd mark cabusogNo ratings yet
- Collective Fleet Agreement TermsDocument25 pagesCollective Fleet Agreement TermskjdckncknsNo ratings yet
- Iwan Lab Guide v1.1 FinalDocument63 pagesIwan Lab Guide v1.1 FinalRicardo SicheranNo ratings yet
- Compound Sentences FANBOYS WorksheetDocument7 pagesCompound Sentences FANBOYS WorksheetVerenice SuarezNo ratings yet
- C Programming JNTU PDFDocument171 pagesC Programming JNTU PDFfakeNo ratings yet
- ISO 9001 Quality Management ProceduresDocument7 pagesISO 9001 Quality Management ProceduresFendi100% (1)
- ANGCOS - The Challenge and The Future For OrganizationsDocument28 pagesANGCOS - The Challenge and The Future For Organizationshoney beeNo ratings yet
- IsotopesDocument35 pagesIsotopesAddisu Amare Zena 18BML0104No ratings yet
- Safety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingDocument8 pagesSafety Data Sheet: SECTION 1: Identification of The Substance/mixture and of The Company/undertakingFerry Dela RochaNo ratings yet
- GUEST REGISTRATION CARDDocument1 pageGUEST REGISTRATION CARDRasmi Ranjan Kar100% (1)
- Del Monte Golf Club in BukidnonDocument1 pageDel Monte Golf Club in BukidnonJackieNo ratings yet
- OE-254/GRC antenna parts listDocument2 pagesOE-254/GRC antenna parts listVictor GarciaNo ratings yet
- Delphi28236381 20190611 112907Document2 pagesDelphi28236381 20190611 112907คุณชายธวัชชัย เจริญสุขNo ratings yet
- Accounting Basics: Recording TransactionsDocument8 pagesAccounting Basics: Recording TransactionsRegina Bengado100% (1)
- RELATED STUDIES AND LITERATURE ON EGGSHELL POWDER USE IN CONCRETEDocument5 pagesRELATED STUDIES AND LITERATURE ON EGGSHELL POWDER USE IN CONCRETEReiBañez100% (2)