You might also like
- Six Sigma: Historical OverviewDocument7 pagesSix Sigma: Historical OverviewShakeb AzmiNo ratings yet
- Six Sigma: Not To Be Confused WithDocument11 pagesSix Sigma: Not To Be Confused WithJibin K JamesNo ratings yet
- Historical Overview: Six Sigma Is ADocument8 pagesHistorical Overview: Six Sigma Is AShubham AroraNo ratings yet
- Six Sigma Is A Business Management Strategy Originally Developed by Motorola, USA in 1981Document12 pagesSix Sigma Is A Business Management Strategy Originally Developed by Motorola, USA in 1981Kaustubha JawadekarNo ratings yet
- Not To Be Confused With .: Sigma 6Document9 pagesNot To Be Confused With .: Sigma 6eddpevensieNo ratings yet
- Six Sigma: Historical OverviewDocument8 pagesSix Sigma: Historical OverviewShaikh Ghassan AbidNo ratings yet
- Navigation Search Sigma 6: From Wikipedia, The Free Encyclopedia Jump To:, Not To Be Confused WithDocument10 pagesNavigation Search Sigma 6: From Wikipedia, The Free Encyclopedia Jump To:, Not To Be Confused WithAnkit RaizadaNo ratings yet
- Six Sigma Is A Business Management Strategy Originally Developed byDocument11 pagesSix Sigma Is A Business Management Strategy Originally Developed byharshil_shah007No ratings yet
- Six SigmaDocument9 pagesSix SigmaShakeb AzmiNo ratings yet
- DFSS DmaicDocument21 pagesDFSS DmaicShubham AgarwalNo ratings yet
- Assignment On Strategic Cost ManagementDocument15 pagesAssignment On Strategic Cost Managementvava kuttyNo ratings yet
- Six Sigma: From Wikipedia, The Free EncyclopediaDocument15 pagesSix Sigma: From Wikipedia, The Free EncyclopediasoorajNo ratings yet
- Six SigmaDocument7 pagesSix SigmaGoudRaejshNo ratings yet
- Six Sigma at GEDocument35 pagesSix Sigma at GEAshna ChaudhryNo ratings yet
- 6 SigmnaDocument15 pages6 SigmnaArjun SinghNo ratings yet
- Bill Smith Motorola Jack Welch General ElectricDocument5 pagesBill Smith Motorola Jack Welch General ElectricRudi LauNo ratings yet
- Six Sigma: Wokipedia PrintDocument11 pagesSix Sigma: Wokipedia PrintbperzicNo ratings yet
- Six Sigma Is A Business Management Strategy Originally Developed by MotorolaDocument5 pagesSix Sigma Is A Business Management Strategy Originally Developed by MotorolaPankaj ThakurNo ratings yet
- Historical OverviewDocument9 pagesHistorical Overviewamruthosmani17No ratings yet
- 6 SigmaDocument13 pages6 SigmaThee BouyyNo ratings yet
- Six SigmaDocument18 pagesSix SigmaChandramouli ShivaratriNo ratings yet
- Six SigmaDocument9 pagesSix SigmaCharith LiyanageNo ratings yet
- Six SigmaDocument16 pagesSix SigmamrtgrpcnNo ratings yet
- Six Sigma: Six Sigma Seeks To Improve The Quality of Process Outputs by Identifying andDocument4 pagesSix Sigma: Six Sigma Seeks To Improve The Quality of Process Outputs by Identifying andsophy8922No ratings yet
- Six Sigma Is ADocument35 pagesSix Sigma Is AKlrpoojitha PoojithaNo ratings yet
- 6 SigmaDocument4 pages6 SigmaOmerNo ratings yet
- Historical Overview: Six Sigma Is ADocument13 pagesHistorical Overview: Six Sigma Is AAashish MalikNo ratings yet
- Six Sigma Information PDFDocument17 pagesSix Sigma Information PDFFidel AragonNo ratings yet
- Six Sigma: IndustryDocument11 pagesSix Sigma: IndustrySneha GanboteNo ratings yet
- Six SigmaDocument79 pagesSix SigmaJishan ShoyebNo ratings yet
- Six SigmaDocument13 pagesSix SigmaEldhoNo ratings yet
- Six SigmaDocument27 pagesSix SigmaArivudai NambiNo ratings yet
- Six Sigma: IndustryDocument13 pagesSix Sigma: Industry10805997No ratings yet
- To Achieve Six Sigma QualityDocument17 pagesTo Achieve Six Sigma QualityEric van SchoubroeckNo ratings yet
- Qmss ManufacturingDocument15 pagesQmss ManufacturingAaqueeb PashaNo ratings yet
- Six SigmaDocument79 pagesSix Sigmaalter accieNo ratings yet
- Six Sigma TheoryDocument25 pagesSix Sigma TheorysiddNo ratings yet
- Six Sigma Is A Business Management Strategy Originally Developed by Motorola, USA in 1986Document4 pagesSix Sigma Is A Business Management Strategy Originally Developed by Motorola, USA in 1986Manoj SinghNo ratings yet
- Six SigmaDocument11 pagesSix SigmaHarshaTupakulaNo ratings yet
- Six Sigma: For Other Uses, SeeDocument12 pagesSix Sigma: For Other Uses, SeeAkzawNo ratings yet
- What Is Six SigmaDocument6 pagesWhat Is Six SigmaAhmed Al-BahraniNo ratings yet
- Six SigmaDocument11 pagesSix Sigmabubun007No ratings yet
- Six Sigma: Quality Processing Through Statistical AnalysisDocument4 pagesSix Sigma: Quality Processing Through Statistical AnalysisGetahunNo ratings yet
- Six SigmaDocument27 pagesSix SigmaTintin Tao-onNo ratings yet
- A Fictitious Six Sigma Green Belt Part IDocument19 pagesA Fictitious Six Sigma Green Belt Part IhalilpashaNo ratings yet
- Six SigmaDocument60 pagesSix SigmaPravin KumarNo ratings yet
- A Presentation On: Six SigmaDocument17 pagesA Presentation On: Six Sigmavivekchand100% (1)
- Six Sigma Group15Document39 pagesSix Sigma Group15Raveendra RaoNo ratings yet
- Six Sigma BasicsDocument13 pagesSix Sigma BasicsmanojpuruNo ratings yet
- Six Sigma 1Document17 pagesSix Sigma 1Prachi Rungta AnvekarNo ratings yet
- Six Sigma: For Other Uses, See Sigma 6Document14 pagesSix Sigma: For Other Uses, See Sigma 6Edukondalu PentapatiNo ratings yet
- Reduce Reject Painting Process Using Six Sigma Method With Dmaic Approach and Experiments On Brake Disc Products (1 RC Hub) (Case Study in Pt. Xyz)Document11 pagesReduce Reject Painting Process Using Six Sigma Method With Dmaic Approach and Experiments On Brake Disc Products (1 RC Hub) (Case Study in Pt. Xyz)International Journal of Innovative Science and Research TechnologyNo ratings yet
- Six Sigma ReportDocument10 pagesSix Sigma ReportSiddharth SinghNo ratings yet
- DMAIC (Define, Measure, Analyze, Improve, Control) RoadmapDocument2 pagesDMAIC (Define, Measure, Analyze, Improve, Control) RoadmapRaziChughtaiNo ratings yet
- Six Sigma For Project ManagersDocument31 pagesSix Sigma For Project ManagerspntuanhcmNo ratings yet
- Review On Implementation of Six Sigma DMAIC Methodology in Manufacturing IndustriesDocument4 pagesReview On Implementation of Six Sigma DMAIC Methodology in Manufacturing IndustriesIJSTENo ratings yet
- Jurnal SQC On Kuwait Petroleum Company PDFDocument12 pagesJurnal SQC On Kuwait Petroleum Company PDFSandani S SupriyadiNo ratings yet
- DMAIC ToolDocument4 pagesDMAIC ToolLINH TRẦN NGÔ KHÁNHNo ratings yet
- Six Sigma Wikipedia Aug 7 2016Document11 pagesSix Sigma Wikipedia Aug 7 2016mizar.g91No ratings yet
- BPDocument1 pageBPLourdes Marianne MenesesNo ratings yet
- Activity MS 2CDocument1 pageActivity MS 2CLourdes Marianne MenesesNo ratings yet
- LP Model ProblemDocument1 pageLP Model ProblemLourdes Marianne MenesesNo ratings yet
- Environments and Ecosystems Worksheet: Ecosystem Plants Animals SoilDocument1 pageEnvironments and Ecosystems Worksheet: Ecosystem Plants Animals SoilLourdes Marianne MenesesNo ratings yet
- Linear ProgrammingDocument1 pageLinear ProgrammingLourdes Marianne MenesesNo ratings yet
- Activity1 MSDocument1 pageActivity1 MSLourdes Marianne MenesesNo ratings yet
- Stat SeatworkDocument1 pageStat SeatworkLourdes Marianne MenesesNo ratings yet
- LayoutDocument2 pagesLayoutLourdes Marianne MenesesNo ratings yet
- PCSH Time inDocument1 pagePCSH Time inLourdes Marianne MenesesNo ratings yet
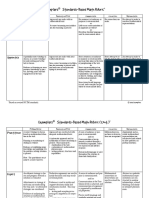
- Exemplars Standards-Based Math Rubric: NoviceDocument2 pagesExemplars Standards-Based Math Rubric: NoviceLourdes Marianne MenesesNo ratings yet
- Criteria: Name: - Teacher: Date Submitted: - Title of WorkDocument4 pagesCriteria: Name: - Teacher: Date Submitted: - Title of WorkLourdes Marianne MenesesNo ratings yet
- Time StudyDocument4 pagesTime StudyLourdes Marianne MenesesNo ratings yet
- Motivated To LearnDocument4 pagesMotivated To LearnLourdes Marianne MenesesNo ratings yet
- IE SeminarDocument8 pagesIE SeminarLourdes Marianne MenesesNo ratings yet
- Overall Labor Effectiveness 2Document9 pagesOverall Labor Effectiveness 2Lourdes Marianne MenesesNo ratings yet
- MTMDocument3 pagesMTMLourdes Marianne MenesesNo ratings yet
- Reliability, Maintainability and Safety Is Air Liquide's BusinessDocument3 pagesReliability, Maintainability and Safety Is Air Liquide's BusinessLourdes Marianne MenesesNo ratings yet
- Quiz in Number SystemDocument1 pageQuiz in Number SystemLourdes Marianne MenesesNo ratings yet
- GoalDocument6 pagesGoalLourdes Marianne MenesesNo ratings yet
- Programming Lesson: Introduction and The BasicsDocument32 pagesProgramming Lesson: Introduction and The BasicsLourdes Marianne MenesesNo ratings yet
- Continuous Random VariableDocument16 pagesContinuous Random VariableAnnie ArchimedesNo ratings yet
- Environmental Rounds Worksheet For Infection Prevention: Area Inspected: Date: InspectorDocument6 pagesEnvironmental Rounds Worksheet For Infection Prevention: Area Inspected: Date: InspectorLourdes Marianne MenesesNo ratings yet
- People and Earths Ecosystem GuideDocument2 pagesPeople and Earths Ecosystem GuideLourdes Marianne Meneses100% (1)
- Shear and Bending Moment DiagramsDocument8 pagesShear and Bending Moment DiagramsLourdes Marianne MenesesNo ratings yet
- Newtons LawDocument18 pagesNewtons LawLourdes Marianne MenesesNo ratings yet
- Lesson 1 Ecological ConceptDocument13 pagesLesson 1 Ecological ConceptLourdes Marianne MenesesNo ratings yet
- Mod 3 HazardIDDocument52 pagesMod 3 HazardIDbadar13No ratings yet
- Seatwork Stat2 1PDocument1 pageSeatwork Stat2 1PLourdes Marianne MenesesNo ratings yet
- Health & Safety Risk MatrixDocument1 pageHealth & Safety Risk MatrixLourdes Marianne MenesesNo ratings yet
- Project TrackerDocument10 pagesProject TrackerSathish MechNo ratings yet
- FDADocument4 pagesFDARita Judy PedoyNo ratings yet
- Kin 388-Student Assessment ReportDocument6 pagesKin 388-Student Assessment Reportapi-535394816No ratings yet
- Blagojevich Defense Team Subpoena ObamaDocument11 pagesBlagojevich Defense Team Subpoena ObamaMediaiteNo ratings yet
- Reading 1: Read The Text Quickly. Who Started Friends of The Earth?Document1 pageReading 1: Read The Text Quickly. Who Started Friends of The Earth?adrianmaiarotaNo ratings yet
- Collective Intelligence: Creating A Prosperous World at Peace - Complete Book Minus Jacket FlapsDocument648 pagesCollective Intelligence: Creating A Prosperous World at Peace - Complete Book Minus Jacket Flapsreconfigure100% (19)
- Order Granting DismissalDocument19 pagesOrder Granting DismissalJim SchutzeNo ratings yet
- Learning Module 4: Oral CommunicationDocument8 pagesLearning Module 4: Oral CommunicationKobe BryNo ratings yet
- Risk and Resilience Assessment Basics TutorialDocument4 pagesRisk and Resilience Assessment Basics TutorialPablo CartesNo ratings yet
- BSBCMM401 Assessment SolutionDocument9 pagesBSBCMM401 Assessment Solutionsonam sharmaNo ratings yet
- Part 3 Ready To PrintDocument18 pagesPart 3 Ready To Printjayrald cruzadaNo ratings yet
- Mid Term Test Ii - Grade 7Document5 pagesMid Term Test Ii - Grade 7Nhung NguyễnNo ratings yet
- Challenges of Crime in A Free SocietyDocument342 pagesChallenges of Crime in A Free SocietySam KNo ratings yet
- (RPMS Objective 4) PPST - RP - Module 17 - Linguistic BackgroundsDocument38 pages(RPMS Objective 4) PPST - RP - Module 17 - Linguistic BackgroundsAnn Gillegao0% (1)
- The Pakistan Telecommunication Company LimitedDocument5 pagesThe Pakistan Telecommunication Company LimitedUmer AbidNo ratings yet
- Radio Electronics Annual 1986 PDFDocument98 pagesRadio Electronics Annual 1986 PDFhfalanizNo ratings yet
- 4 - Capili Vs Cardana Digest PDFDocument2 pages4 - Capili Vs Cardana Digest PDFNeapolle FleurNo ratings yet
- TestDocument232 pagesTestseanmark87No ratings yet
- Wesley E. Pace: ObjectiveDocument2 pagesWesley E. Pace: Objectiveapi-502440235No ratings yet
- Learning Development Program Catalog 2017Document82 pagesLearning Development Program Catalog 2017JhonNagaNo ratings yet
- Effectiveness of iNVENTORY CONTROL MEASURESDocument67 pagesEffectiveness of iNVENTORY CONTROL MEASURESUtkarsh Srivastava0% (1)
- BS Iso 10005-2005 PDFDocument32 pagesBS Iso 10005-2005 PDFIbrahim Sirpi100% (1)
- AdhicsDocument116 pagesAdhicstimvrghs123No ratings yet
- DTI Department Administrative Order No. 004-14, December 15, 2014Document2 pagesDTI Department Administrative Order No. 004-14, December 15, 2014Mak FranciscoNo ratings yet
- Canon ATSP Training ProgramDocument2 pagesCanon ATSP Training Programyctee2021No ratings yet
- Argumentative Essay On Immigration PDFDocument4 pagesArgumentative Essay On Immigration PDFCustom Writing Services67% (3)
- 15 Sa 225Document12 pages15 Sa 225Dhwani Antala100% (1)
- QP 12 BST 3 3Document6 pagesQP 12 BST 3 3j sahaNo ratings yet
- Chapter Iii FinalDocument6 pagesChapter Iii FinalRenge TañaNo ratings yet
- Word Count Rules For IELTS WritingDocument4 pagesWord Count Rules For IELTS WritingAliNo ratings yet